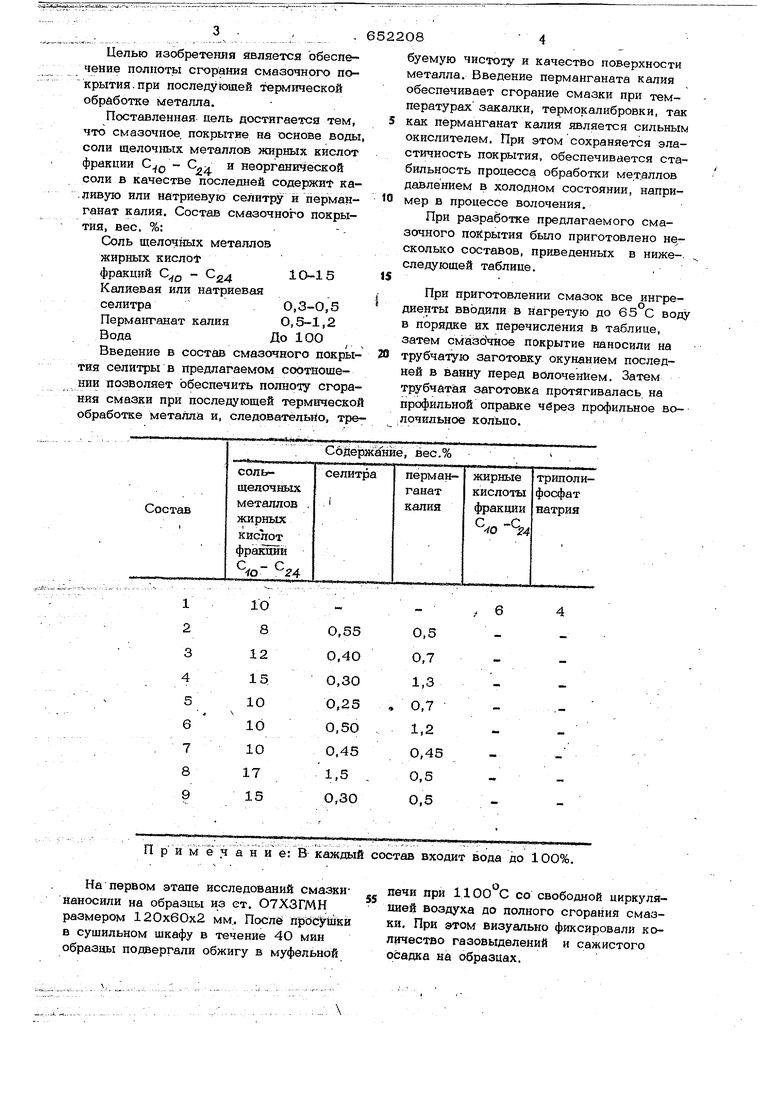
Целью изобретешш являетсд обеспечение полноты сгорания смазочного покрытия, при последующей термической обработке металла. Поставленная цель достигаетса тем, что смазочное, покрытие на основе воды соли щелочных металлов жирных кислот фракции - С„ и неорганЕческой соли в качестве последней содержит ка. ливую или натриевую селитру и перманганат калия. Состав смазочного покрытия, вес. %; Соль щелоч1шх металлов жирных кисло фракций - С243.0-1 5 Калиевая или натриевая селитраО,3-0,5 Перманганат калия0,,2 ВодаДо 100 Введение в состав смазочного покры тия селитры в предлагаемом соотношении позволяет обеспечить полноту сгора ния смазки при последующей термической обработке металла и, следовательно, треО8 4буемую чистоту и качество поверхности металла. Введение перманганата калия обеспечивает сгорание смазки при температурах закалки, термокалибровки, так как перманганат калия является сильным окислителем. При этом сохраняется эластичность покрытия, обеспечивается стабильность процесса обработки металлов давлением в холодном состоянии, например в процессе волочения. При разработке предлагаемого смазочного покрытия было приготовлено несколько составов, приведенных в ниже-, следующей таблице. При приготовлении смазок все ингредиенты вводили в нагретую до 65 С воду в порядке их перечисления в таблице, затем смазо ое покрытие наносили на трубчатую заготовку окунанием последней в ванну перед вблочением. Затем трубчатая заготовка протягивалась на профильной оправке чбрез профильное во лочильное кольцо.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для теплой штамповки металлов | 1980 |
|
SU910746A1 |
| Смазка для холодной обработки металлов давлением | 1977 |
|
SU699008A1 |
| Смазочное покрытие для обработки металлов давлением | 1973 |
|
SU477187A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910739A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU771149A1 |
| Смазка для волочения металлов | 1977 |
|
SU667587A1 |
| Смазка для волочения труб | 1976 |
|
SU607839A1 |
| Смазка для холодной обработки металлов давлением | 1989 |
|
SU1659456A1 |
| Смазка для горячей обработки металлов | 1980 |
|
SU883161A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU958480A1 |
П
р и м е ч а н и е:
На первом этапе исследований смазкинаносили на образцы из ст. О7ХЗГМН размером 120x60x2 мм,. После просушки в сушильном шкафу в течение 40 мин образцы подвергали обжигу в муфельной
печи при 1100 С со свободной циркуляцией воздуха до полного сгорания смазки. При этом визуально фиксировали количество газовыделений и сажистого осадка на образцах. Ha втором этапе испытаний см(азки наносили на поверхность спиральнощовных труб размером 20Ох2 мм, подвергапи сушке в потоке горячего воздуха 40-45 мин ипосле воло 1ения (профилирования) трубы подвергали локальному отжигу Б индукторе при . При1 этом фикс ировали степень закопчения стекла (линзы) пирометра, включенного в цепь автоматического регулирования температуры отжига. Точность регулировки температуры отжига определяли дублирующим оптическим пирометром. Исследованиями установлено, что при отжиге- пластин и труб с технологической смазкой состава 1 наблюдалось закопчение стекла пирометра и пригар на поверхности образцов и трубы после деформации. При использовании смазки составов 3,9,6 закопчения стекла и Пригаров не обнаружено. При использов ии смазок составов 2 и 5 отмечено налвпание металла на поверхности матрииь при волочении труб и легкое закопченйе стек ла пирометра. При использовании состава 7 отмечено легкое закопченйе стркла пирометра. Смазка не могла быть использована, так как введение указанного копичест)ва селитры привело к гелеобразованию и резкому загущению раствора. Применение предлагаемого смазочног покрытия позволит за счет обеспечения полноты его сгорания исключить опера652208ции травления и последующей защиты (например, фосфатирования) металла. При этом не требуется использование технических средств для чистки поверхности металла. Формула из обретения Смазочное покрытие для обработки, метапов давлением на осйове воды, соли щелочных металлов жирных кислот фракции - Cg и неорганической соли, отличающеес я тем, что, с целью обеспечения полноты сгорания смазки при последующей термической обработае металла, Покрытие в качестве неорг анйческой соли содержит калиевую или натриевую селитру и пермангайат калия при следующем содержании компонентов, вес.%: , Соль щелочных металлой жирных кислот фракции - С 1О-15 Калиевая или натриевая селитра0,3-0,5 Перманганат калия0,5-1,2 Вода..До iOO Источника информации, принятые во нимание при экспертизе 1.Патент США № 3313728, л. 252-18, 1967. 2.Авторское свидетельство СССР 477187. кл. С 10 М 7/О2, 1973.
