пзю поверхность металла. Сушку смазочного покрытия можно производить как на воздухе, так и при пагреве до . Полученпое покрытие легко удаляется с металла горячей водой.
При разработке смазочного состава были опробованы натриевые и калиевые соли полимерных фосфорных кислот: пирофосфориокислый калий, триполифосфат натрия, гексаметафосфат натрия.
Сравнение смазок производят путем определения их антифрикционных свойств на машине трения. Критерием аитифрикционных свойств смазки служат удельные силы трения к коэффициент треиия.
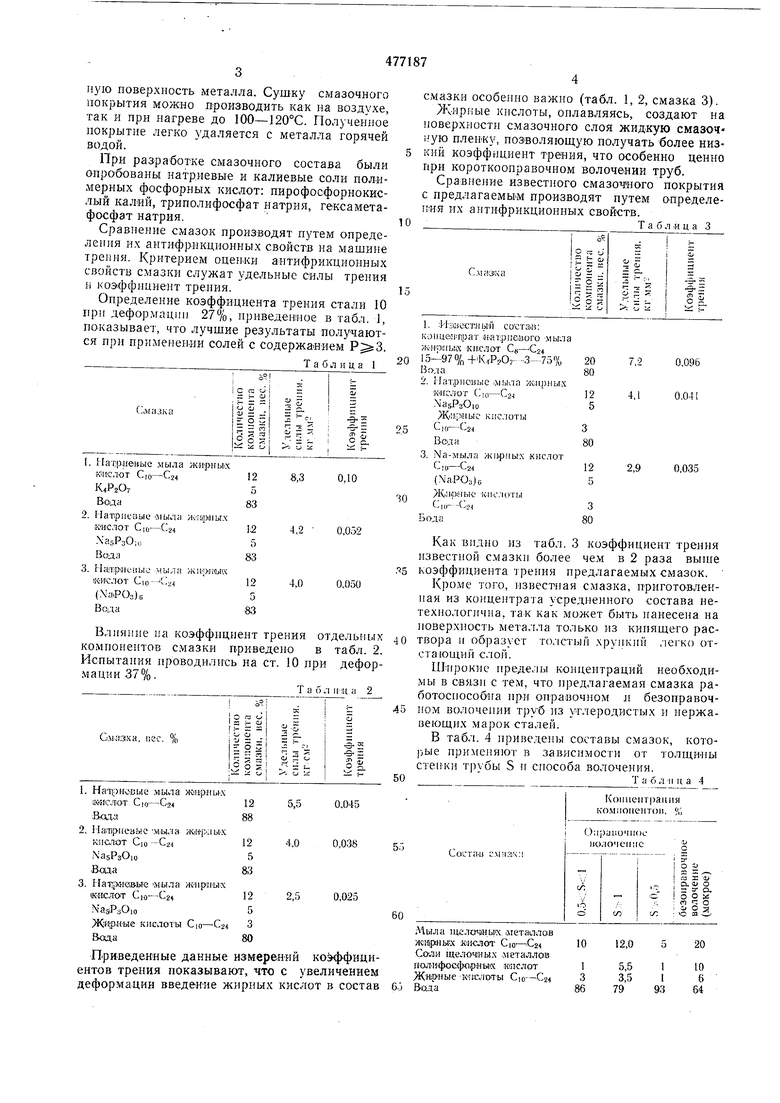
Определение коэффициента трения стали 10 при деформации 27%, приведенное в табл. 1, показывает, что лучшие результаты получаются при применении солей с содержанием .
Таблица 1
Влияние иа коэффициеит трения отдельных компонентов с.мазки приведено в табл. 2. Испытания проводили-сь на ст. 10 при дефор.VI а ЦК и 37%.
Т а б л 1Щ а 2
CiM.-i3Ka, пес. %
1.Hani;)iR i;bie Mbivia xviitpubi.x Кнслот С10-С24 Вали
2.llaoip-KCBbic MibiJia ж«р-:1ы-.ч Kii-uTOT Сю -Cai NasPsO.o Вода
3.Иа рыввьге мыла жирных «ислот Сю-Сц
NasPsOio5
УК-ирн-ые кислоты Сю-Cji 3 Вода80
Приведениые данные измерений коэффициентов трения показывают, что с увеличением деформации введение и ирных кислот в состав
смазки особенно важно (табл. 1, 2, смазка 3).
Ж-ирмые кислоты, оплавляясь, создают на
поверхности смазочного слоя жидкую смазочиую плеНку, позволяющую получать более низкий коэффициент трения, что особенно ценно
при короткооправочиом волочении труб.
Сравнение известного смазочного покрытия с предлагаемым производят путем о-пределегшя их антифрикционных свойств.
т а б л « ц а 3
15
1.Муискттм соста.в: к() «aiipiieiioro мьма К1Р01ИЫ1Ч ки.слат
0 15-97 % +iKiP Or --3-
2.Мат.рнеиыс .мЫЛа ж.м.рлых
К.ИМОТ )
NajPaOlo
ЖИрНЫС К.ИСЛОТЫ СюС24
5
Вода
3.Na-Mj i.ia жпгриы.х кислот
СюСуА
(ХаРОз)о ЖЯрИью ;.11С.1()ТЫ C,,
Б ода
Как видно из табл. 3 коэффициент трения известной с.мазкн более чем в 2 раза вьпие коэффициента трения предлагаемых смазок.
Кроме того, известная смазка, приготовленная из концентрата усредненного состава нетехнологична, так как может быть нанесена на поверхность металла только из кипящего раствора и образует толстый хрупкий neiKo отстающий слой.
Ш-мрокис пределы концептраций необходимы в связи с тем, что предлагаемая смазка работоснособна при оправочном и безоправочНОМ волочении труб из углеродистых и нержавеющих марок сталей.
В табл. 4 приведены составы смазок, кото|)Ые применяют в зависимости от толщины стенки трубы S и способа волочения. т а ) л 11 ц а 4
60
.11а щелшшьрх лгетаа-лов
20
жшрнм.ч кислот С|о-С2«1012,0 Соли щелочны.х .метау1лов
1
10
аол«фоа|}О|р-иы« кшслот1 5,5
I
Жир-ные KittvioTbi С|о-C t3 3,5
6
64
Вола8679
93
Коэффициенты трения, приведенные в табл. 5, показывают, что изменение концентрации компонентов смазки практически не влияет на эффективность смазок.
. т а б л II ц а 5
I Удельная ; КоэффиСостав емазюи по табл. 4 сила трения, | ииепт 1 кгмм I трения
Предмет изобрете ния
СмазоЧНое покрытие для обработки метал.лов давлением на основе водного раствора
МЫЛ н елочиы. металлов жирных кислот с содержанием 10--24 атомов углерода и солей щелочных металлов полифосфорных кислот, отличающееся тем, что, с целью повышения качества обрабатываемой поверхности и увел-ичения эластичности покрытия, в его состав введены жирные кислоты с содержанием 10-24 атомов углерода при следующем соотношении компонентов, вес. %:
0,04
Мыла н(,елочных металлов жирных 0,039
кислот с содержанием 10-24 0,045
атомов углерода5-20 0,05
Соли щелочных металлов ноЛИфОСфОрНЫХКИСЛОТ1 -10
Жирные кислоты с содержанием
10-24 атомов углерода1-6
Водадо 100. i

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU771149A1 |
| Смазка для волочения труб | 1976 |
|
SU607839A1 |
| Смазка для холодной обработки металлов давлением | 1977 |
|
SU699008A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910739A1 |
| Смазка для холодного волочения металлов | 1982 |
|
SU1097651A1 |
| Смазка для волочения металлов | 1977 |
|
SU667587A1 |
| Смазка для холодного волочения металлов | 1990 |
|
SU1772141A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU765345A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU958480A1 |
| Смазка для холодного волочения металлов | 1978 |
|
SU739084A1 |
