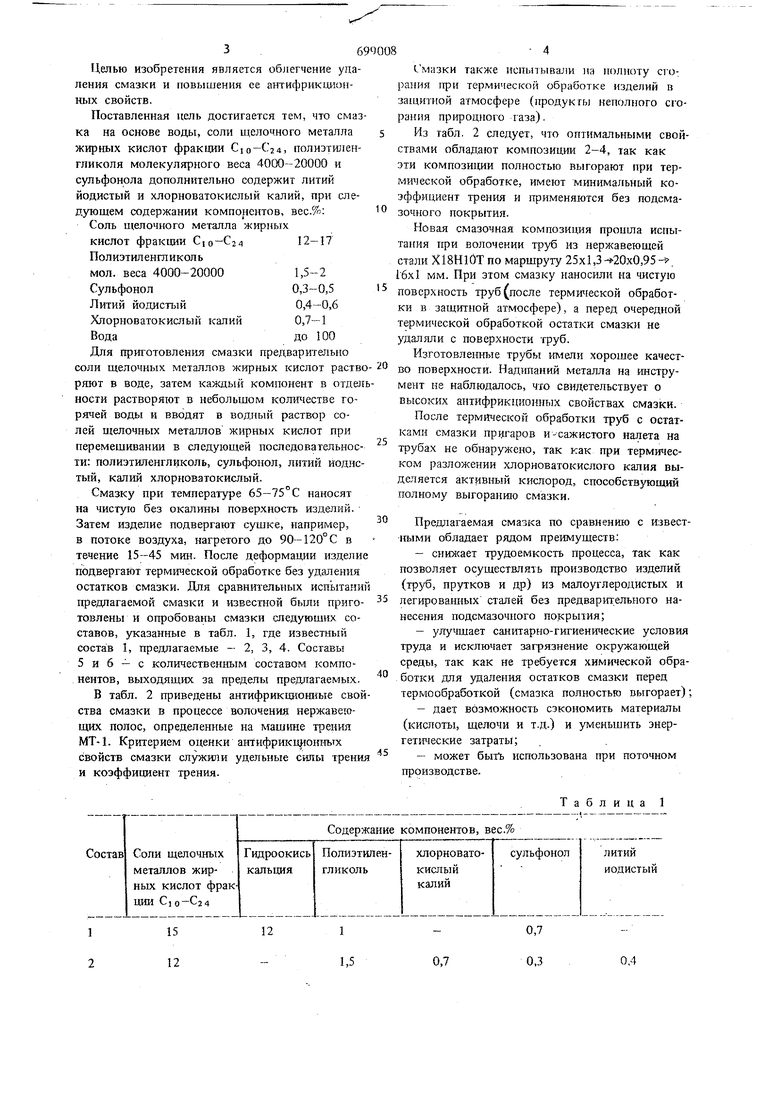
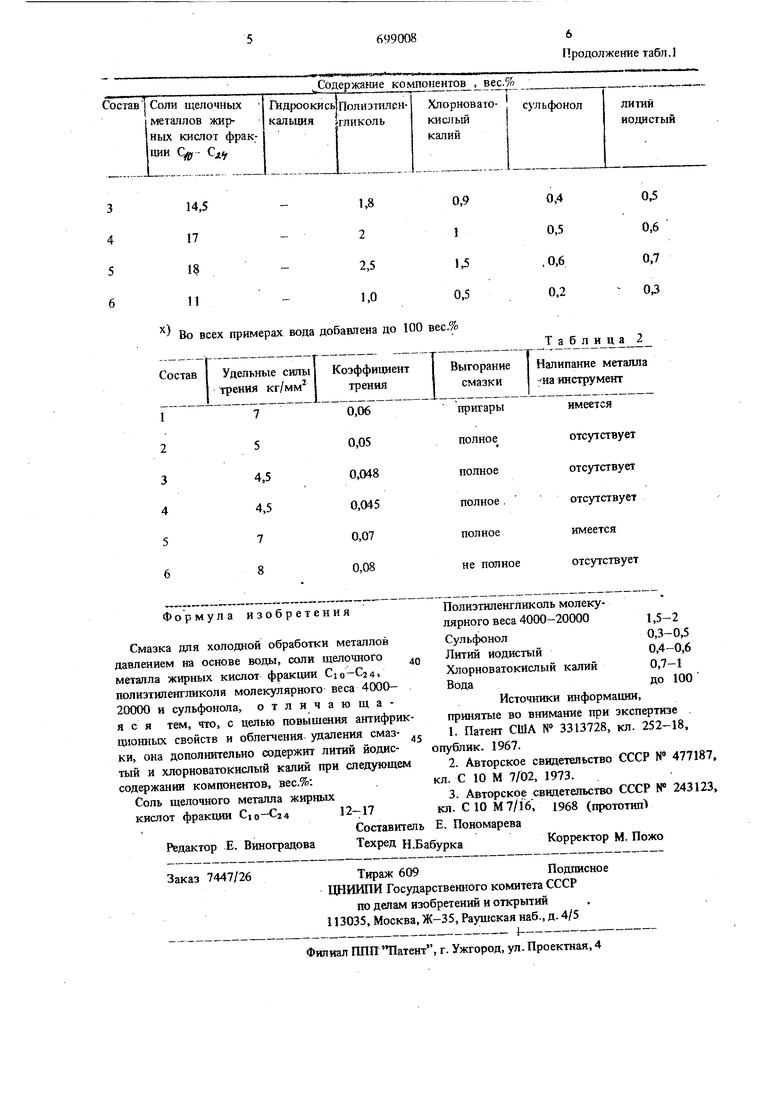
Данное изобретение относится к области технологических смазок для обработки металлов давлением и может быть использовано при изготовлении волочением или прокаткой изделий, например, труб и прутков из утлеродистых и легированных марок сталей. В настоящее время известна смазка для хо лодной деформации металлов, содержащая 15- 97% солей щелочных металлов жирных кислот фракции С8-С22 и 3-75% пирофосфата щелоч ных металлов 1. Недостатком этой композиции является то, что она может быть нанесена только на подсмазочное покрытие. В связи с этим для удаления остатков смазки требуется обезжиривание и травление поверхности, что повыщает трудоемкость процесса и ухудшает санитарногигиенические условия труда. Известна также смазка на основе водного раствора мыл щелочных металлов жирных кис лот фракции Cio--C24, солей щелочных металлов полифосфорных кислот и жирных кислот фракции С)о-С24 t2. Недостатком данной смазки является ее высокая гигроскопичность, вследствие чего через несколько часов после просушки смазка сыреет, что приводит к резкому ухудшению ее антифрикционных и противозадирных свойств. Кроме того, для удаления с поверхности остатков смазки требуется обезжиривание поверхности. Наиболее близкой по составу к предлагаемой является смазка на основе воды, полиэтиленгликоля молекулярного веса 4000- 20000, сульфонола с добавлением гидроокиси кальция 3. Однако указанная смазка неполностью выгорает, образуются пригары и удаление ее остатков производится химической обработкой, включающей обезжиривание, промывку и травление в кислотных растворах. Кроме того, смазка имеет недостаточно высокие антифрикционные свойства. Указанная смазка может быть использована только при нанесении на нодсмазочное покрытие, что noBhi шает трудоемкость процесса и ухудшает санитарно-гигиенические условия труда. 36 Целью изобретения является облегчение удаления смазки и повышения ее антифрикционных свойств. Поставленная цель достигается тем, что смаз ка на основе воды, соли щелочного металла жирных кислот фраквди , полиэтиленгликоля молекулярного веса 4000-20000 и сульфонола дополнительно содержит литий йодистый и хлорноватоккслый калий, при следующем содержании компонентов, вес.%: Соль щелочного металла жирных кислот фракции Cio-C2412-17 Полиэтиленгликоль мол. веса 4000-200001,5-2 Сульфонол0,3-0,5 Литий йодистый0,4-0,6 Хлорноватокислый калий0,7-1 Водадо 100 Для приготовления смазки предварительно соли щелочных металлов жирных кислот расхво ряют в воде, затем каждый компонент в отдел ности растворяют в небольшом колт-иестве горячей воды и вводят в водный раствор солей щелочных металлов жирных кислот при перемешивании в следующей носпедовательности: нолиэтиленгликоль, сульфонол, литий йодистый, калий Хлорноватокислый. Смазку при температуре 65-75°С наносят на чистую без окалины поверхность изделий. Затем изделие подвергают сушке, например, в потоке воздуха, нагретого до 90-120° С в течение 15-45 мин. После деформации издели подвергают термической обработке без удаления остатков смазки. Для сравнительных испытани предлагаемой смазки и известной были приготовлены и опробованы смазки следующих составов, указанные в табл. 1, где известный состав 1, предлагаемые - 2, 3, 4. Составы 5 и 6 - с количественш)1м составом компонентов, выходящих за пределы предлагаемых. В табл. 2 приведены антифрикшюнкые свой ства смазки в процессе волочения нержавеющих полос, определенные на Nfamraie трен1и МТ-1. Критерием оценки антифрш и|1онньтх свойств смазки служили удельные силы трени и коэффициент трения.
Таблица 1 1мазки также испытывали на полноту сгорания при термической обработке изделий в защитной атмосфере (продукты неполного сгорания природ}юго газа). Из табл. 2 следует, что оптимальными свойствами обладают композиции 2-4, так как эти композиции полностью выгорают при термической обработке, имеют минимальный коэффициент трения и применяются без подсмазочного покрытия. Новая смазочная композиция пропита испытапия при волочении труб из нерх авеющей стали Х18Н10Т по маршруту 25х1,,95-. 16х1 мм. При этом смазку наносили на чистую поверхность труб (после термической обработки в защитной атмосфере), а перед очередной термической обработкой остатки смазки не удаляли с поверхности труб. Изготовленные трубы мeли хорошее качест ц поверхности. Надипаний металла на инструмент не наблюдалось, что свидетельствует о высоких антифрикционных свойствах смазки, После термической обработки труб с остатками смазки nppirapoB и-сажистого налета на трубах не обнаружено, так как при tepMHiecком разложении хлорноватокислого калия выделяется активный кислород, способствующий полному выгоранию смазки. Предлагаемая смазка по сравнению с известшлми обладает рядом преимуществ: - трудоемкость процесса, так как позволяет осуществлять производство изделий (труб, прутков и др) из малоуглеродистых и легированных сталей без предварительного нанесения подсмазочного покрытия; -улучшает санитарно-гигиенические условия труда и исключает загрязнение окружающей среды, так как не требуется химической обработки для зщаления остатков смазки перед термообработкой (смазка полностью выгорает); - дает возможность сэкономить материалы (кислоты, щелочи и т.д.) и уменьшить энергет1иеские затраты; -может быть использована при поточном производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910739A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU771149A1 |
| Смазка для холодной прокатки металлов | 1979 |
|
SU836080A1 |
| Смазка для холодного волочения металлов | 1978 |
|
SU739084A1 |
| Смазка для волочения труб | 1976 |
|
SU607839A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU958480A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU1011677A1 |
| Смазка для теплой прокатки металлов | 1976 |
|
SU636248A1 |
| Способ получения смазки для холодной обработки металлов давлением | 1979 |
|
SU857249A1 |
| ВОДОРАСТВОРИМАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2005 |
|
RU2281971C1 |
12
15
1,5
12
0,7
0,4
0,3
0,7
