Особенность предлагаемого пресса состоит в ТОМ, что- имеющая форму пластины матрица с отверстиями для формуемых пломб выполнена движущейся взад и вперед и подводит отверстия под поршневой пресс для запо.шения их мастикой. При движении вперед матрица подводит отверстия к вильчатому пуансону, прокалывающему в плолйах боковое уг.чублегяие и два отверстия.
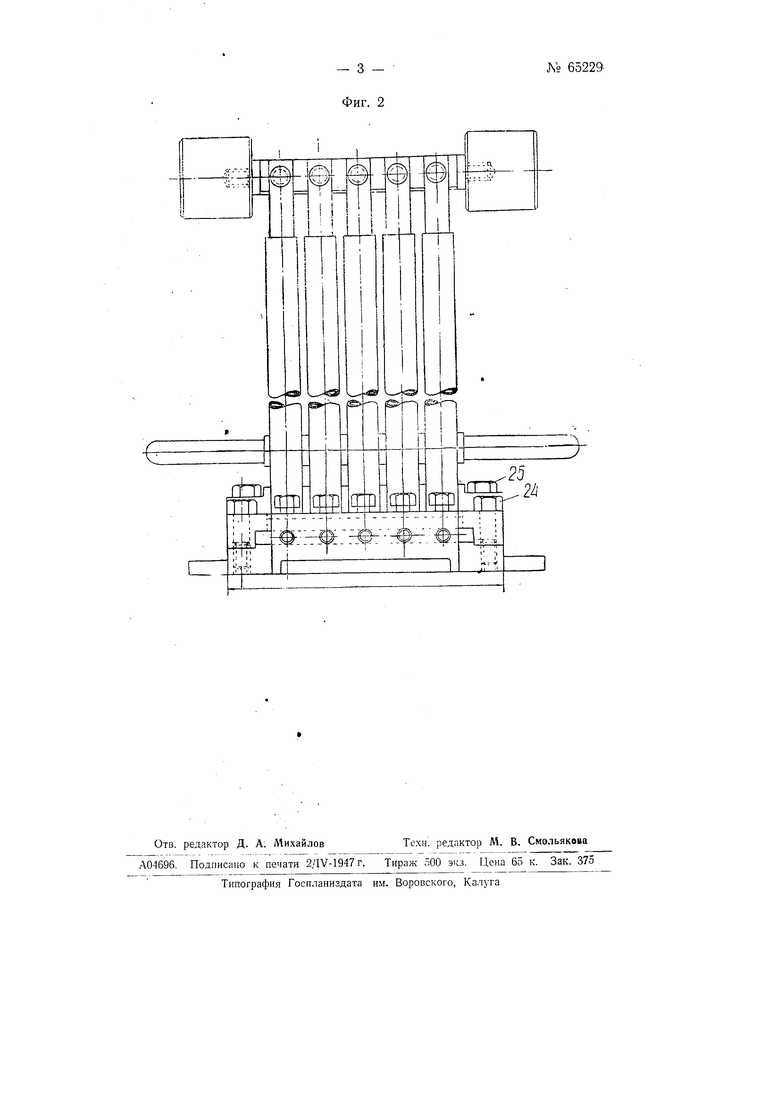
На чертеже фиг. 1 изображает продольный вертикальный разрез нресса и фиг. 2 - вид его спереди.
Между 1плито11 /, служащей, основанием станка, и крышкой 2, соединенными между собой болтами 24, расположена матрица 3, приводимая в движение винтом 4 посредством маховика 6. Винт соединен с матрицей шпилькой/0. В матрице 5 имеется несколько отверстий 26, служапдах для образования пломб « совпадающих с отверстиями поршневых прессов 13, закрепленных в крыщке 2. Против каждого отверстия 26 в матрице сделаны с торца отверстия 17, служащие для направления вильчатых пуансонов 11, прокалывающих в формуемо) пломбе
два отверстня. Выдавливаемый из пломбы при этом прокалываиии материал (мастика) выпадает из матрицы через ее отверстия. Заполнение матриц мастикой осуществляется поршнями 14 прессов 13. Поршни 14 укреплены шарнирно па штанге 15, имеющей по бокам грузы 16. Для прохода штанги в трубчатых корпусах прессов 13 имеются боковые прорези. Выбрасыватель готовых ПЛОДЙ помещен в рамке 52, прикрепленной к крыщке болтами 25 и служащей упором для пружин 20 и направляюще для толкателя 2/, скрегичениых с штангой 19, имеющей на конце рукоятки. Для смазки матрицы и иредупреждения приставания к ней и к крышке слоя мастики служат фитильные масленки 18, устаковлен«ые против промежутков между прессами 13.
SaroTOBKii Н.З мастики в виде круглых стержне вкладываются в трубчатые корпуса прессов 13, после чего в трубки вставляются поршни 14 со штангой 15 и грузами 16. При совпадении отверстия 26 в матрице с отверстиями в трубках прессов (определяется это совпадением стрелки на матрице с чертой на борту крышки) стержень мастики, находящийся под давлением грузов 16, частично входит в отверстия 26 до упора в .плиту 1. Вращением маховика 6 ло часовой стрелке заставляют матрицу двигаться влево по чертежу и производят срезание кусочков мастики, находящихся в отверстиях 26, от стержней, и при дальнейшем движении матрицы прокалывают в пломбах Посредством: вильчатого пуансона боковое углубление и два отверстия.. При обратном вращении маховичка матрица начинает передвигаться в противоположном направлении до тех пор, пока отверстия матрИ1ЦЫ с готовыми пломбами не установятся против толкателей 2/
выбрасывателя, после чего нажимом на рукоятки штанги 19 все пломбы выбрасываются в ящик верстака пресса через отверстия 27 в плите /.
Предмет изобретения
Пресс для изготовления мастичных пломб, отличающийся применением матрицы 3 iB виде пластины, получающей возвратно-поступательные движения с целью поочередного подведения отверстий 26 пластины под порщневой пресс 13 для заполнения их мастикой а к боковому вильчатому пуансону 11 для прокалывания в формируемо1 1 пломбе отверстий.

| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический импульсный пресс-автомат | 1981 |
|
SU1009807A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БРИКЕТОВ ИЗ ВЯЗКИХ МАСС | 1966 |
|
SU189390A1 |
| Устройство для механической обработки пластмассовых изделий | 1981 |
|
SU1024287A1 |
| МЕХАНИЗМ ПРЕССОВАНИЯ И ВЫТАЛКИВАНИЯ ПРЕССОВ-АВТОМАТОВ ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСОВ КОНФЕТ | 2006 |
|
RU2327361C2 |
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСОВ КОНФЕТ | 2006 |
|
RU2327362C2 |
| Устройство для автоматического включения инжектора парового котла | 1946 |
|
SU70194A1 |
| Прессформа для изготовления шрифтов пластмассы путем последовательного прессования | 1939 |
|
SU59799A1 |
| Инерционно-аккумуляторное приспособление для автоматического открывания и закрывания поршневого затвора | 1912 |
|
SU509A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЫСТРОТВЕРДЕЮЩИХ СМЕСЕЙ | 1991 |
|
RU2005611C1 |
| Коловратный двигатель | 1933 |
|
SU43778A1 |
- 3 6522 Фиг. 2
L.3
UJ
,
рН-
ffnr
55 ГТТЛ
4
- y - ff
гда-т фгг.
