Изобретение относится к области металлообработки и может быть использовано для анализа исходных отклонений формы заготовок из бесшовных труб, а также при экспериментальном исследовании влияния процесса объемного дорнования отверстий на макрогеометрию обработанных дорном издели типа цилиндров. Известен способ определения макро геометрических отклонений формы заготовок, преимущественно трубного проката, путем выявления и графической записи линий равных уровней с последующей обработкой их для постро ения в исследуемых сечениях кривых профилей 1. Недостатком известного способа является невозможность комплексного анализа отклонений формывнутренней и наружной поверхности заготовок. С целью обеспечения комплексного анализа отклонений формы внутренних и наружных поверхностей заготовок, по предлага.емому способу определение макрогеометрических отклонений производят путем базирования заготовок, например, на металлорежущем станке, измерения величины первоначальных макронеровностей наружной поверхности заготовки и последующего снятия их за несколько проходов режущим инструментом с одновременной записью на топограмму контура обработанной поверхности, после чего трубную заготовку дорнуют и производят повторное снятие макрогеометрических неровностей с одновременной записью их на топограмму. Базирование трубной заготовки при первоначальном определении макронеровностей производят по наружной поверхности заготовки, а при повторном - по внутренней поверхности. Кроме того, при снятии макрогеометрических неровностей после каждого прохода режущего инструмента производят фотографирование отдельных участков наружной поверхности трубной заготовки на один и тот же негатив. На чертежах приняты следующие условные обозначения: И- вращение шпинделя токарного станка, об/мин; S- осевая, продольная подача, мм/об; Р- усилие дорнования, тс; 1 - натяг дорнования, мм; наибольший и наименьший радиусы наружной поверхности заготовки до и после выполнения операции дорнов ния отверстия;
min наименьший диаметр исходной наружной поверхности заготовки после ее обтачивания;
° ® выполнения операции дорнования отверстия заготов ки; I
d - диаметр отверстия заготовки после дорнования;
6, эксцентриситет, биение наружной поверхности заготовки относительно отверстия;
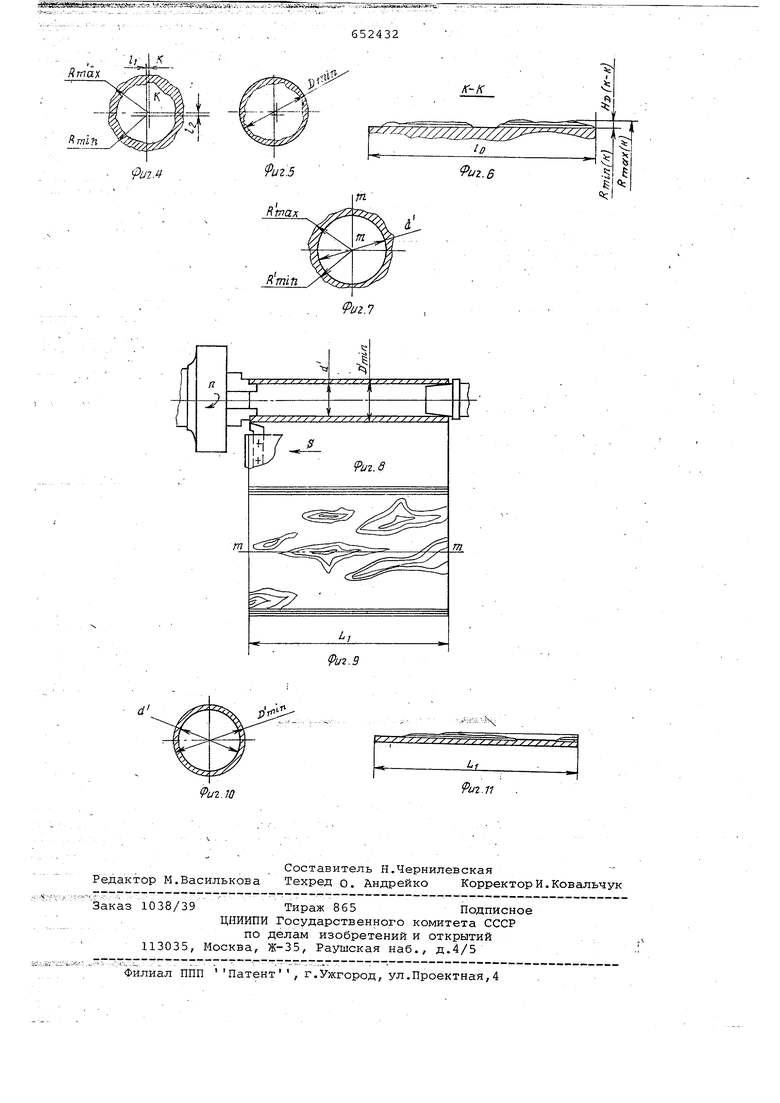
Н(зСт-т)-высота продольных макронеровностей наружной поверхности заготовки вдоль образующей т-т, определяемая исходной макронеровностью обра зующей отверстия заготовки;
0,-1 рабочая длина исходной трубной заготовки до и после выполнения операции дорнования отверстия; . H.-Q (к-к)- высота продольных макронеровностей наружной поверхности заго товкй вдоль образующей к-к.
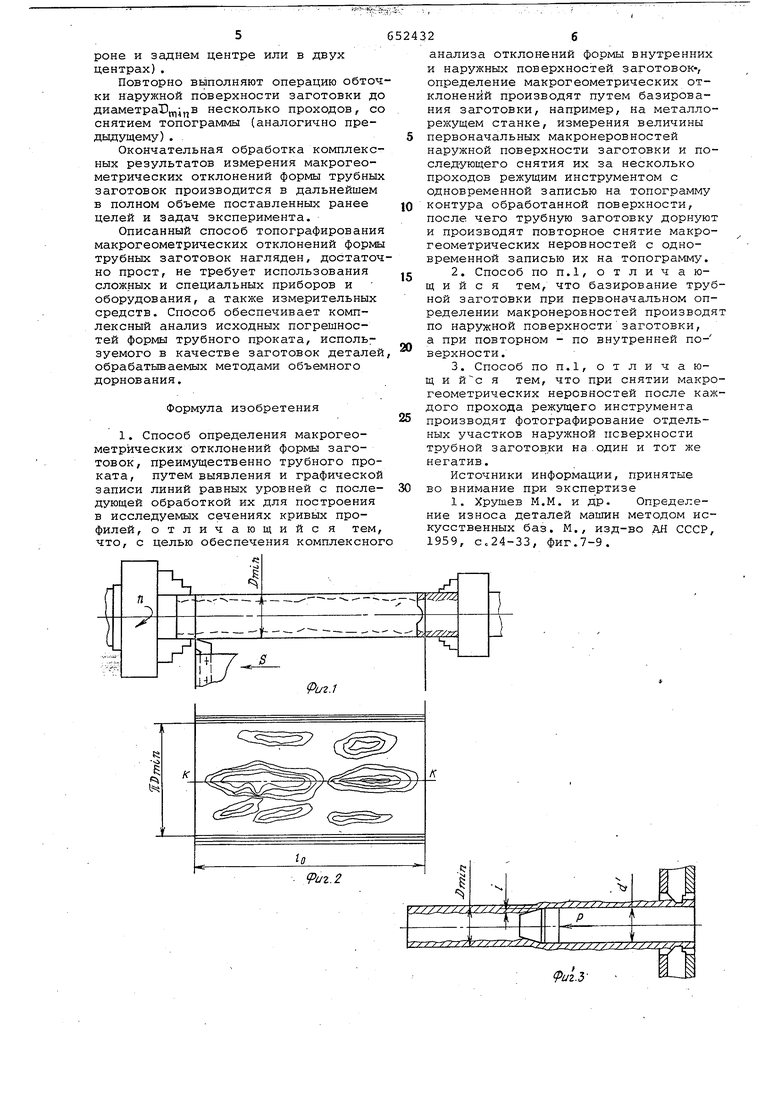
На фиг.1 показан операционный эскиз обточки, макронеровностей наружной поверхности трубной заготовки с базированием в самоцентрирующих патронах токарного станка; на фиг.2исходная трубная заготовка, поперечное сечение; на фиг.З - трубная заготовка после выполнения операции обтачивания по наружной поверхности, поперечное сечение; на фиг.4 и 5 топограмма исходных макронеровностей наружной поверхности трубной заготовки; на фиг.6 - сечение вдоль образующей К-К на фиг.2; на фиг.7 - операционный эскиз процесса дорнования трубной заготовки на протяжном станке по схеме растяжения; на фиг. 8 и 9операционный эскиз обточки нарухсной поверхности трубной заготовки с базированием по обрабЬтанному дорном отверстию; на фиг.Ю и 11 - топограмма макронеровностей внутренней поверхности трубы после их переноса на наружную поверхность заготовки (вид в плане и в сечении, вдоль образующей m-m). Операции по предлагаемому способу оценки макрогеометрических отклонеНИИ трубы выполняются в следующей последовательности.
Снятие топограммы исходных макрогеометрических отклонений наружной поверхности трубной заготовки. Заготовку трубы устанавливают с базированием по наружной поверхности на токарном станке в двух самоцентрирующих патронах или патроне и люнете. С помощью индикатора определяют максимальное радиальное биение наружной
поверхности (RtTio( пределах длины 0 ..Максимальная высота макронеровностей (например, в сечении к-к) Hjj () будет составлять общий припуск на обточку наружной поверхност заготовки до диаметра ,
.х())ЛЛМ,
который разбивается равномерно на принятое число проходов п,так что с другой стороны H.jj(k-k) п, h, мм где h - припуск на сторону, снимаемый при обточке заготовки за один, проход.
Перед выполнением первого проход на заготовке с помощью чертилки или резцом наносится продольная риска, образующая сечение с наименьшим радиусом по наружной поверхности трубы Такая же осевая линия наносится и на листе прозрачной бумаги, на котором будут наносить внешние контуры обработанных за каждый проход наружных поверхностей заготовки.
.В несколько проходов производится последовательное отачивание макронеровностей- наружной поверхности заготовки на длине В .
Режим обработки: п 350-1000 об/ми ,1-0,6 мм/об. После каждого прохода вращение шпинделя останавливают и к заготовке прикладывается лист бумаги, на которую наносят внешний контур свежеобточенной поверхности при обязательном совпадении риски на трубной заготовке и осевой линии на листе бумаги. Эти операции повторяют до полного стачивания макронеровностей наружной поверхности трубы - в итоге заготовка обрабатывается до диаметра.
После этого обрабатывают полученную . на листе бумаги топограглму: тем или иным способом выделяют участки равных уровней - поверхности, обработанные за один проход - а также вычерчивают, при необходимости, контур макронеровностей в любом сечении (сечение к-к , например).
Перенос методом дорнования исходных макрогеометрических отклонений отверстия заготовки на ее наружную поверхность. V
В заготовке протачивается технологическая канавка для выполнения операции объемного дорнования по схеме растяжения.
Затем заготовку устанавливают в опоре протяжного станка и сборным многозубным дорном производят дорнование отверстия с натягом i, обеспечивающим получение отверстия 6 в пределах 3-За классов точности и перенос исходных макронеровностей отверстия на наружную поверхность трубы. Обработанную дорном заготовку торпуют с двух сторон в размере Е,.
Снятие топограммы исходных макрогеометрических отклонений отверстия заготовки трубы. Заготовку трубы длинойEi снова устанавливают на токарный станок, базируя уже по обработанному дорйом отверстию (в па.т- роне и заднем центре или в двух центрах). Повторно выполняют операцию обто ки наружной поверхности заготовки д диаметраТЗ в несколько проходов, с снятием топограммы (аналогично предыдущему) . . Окончательная обработка комплекс ных результатов измерения макрогеометрических отклонений формы трубны заготовок производится в дальнейшем в полном объеме поставленных ранее целей и задач эксперимента. Описанный способ топографировани макрогеометрических отклонений форм трубных заготовок нагляден, достато но прост, не требует использования сложных и специальных приборов и оборудования, а также измерительных средств. Способ обеспечивает комплексный анализ исходных погрешностей формы трубного проката, используемого в качестве заготовок детале обрабатываемых методами объемного дорнования. Формула изобретения 1. Способ определения макрогеометрических отклонений формы заготовок, преимущественно трубного проката, путем выявления и графической записи линий равных уровней с последующей обработкой их для построения в исследуемых сечениях кривых профилей, отличающийс я тем что, с целью обеспечения комплексног 26 анализа отклонений формы внутренних и наружных поверхностей заготовок-, определение макрогеометрических отклонений производят путем базирования заготовки, например, на металлорежущем станке, измерения величины первоначальных макронеровностей наружной поверхности заготовки и последующего снятия их за несколько проходов режущим инструментом с одновременной записью на топограмму контура обработанной поверхности, после чего трубную заготовку дорнуют и производят повторное снятие макрогеометрических неровностей с одновременной записью их на топограмму. 2.Способ по П.1, отличающийся тем, что базирование трубной заготовки при первоначальном определении макронеровностей производят по наружной поверхности заготовки, а при повторном - по внутренней поверхности. 3.Способ по П.1, отличающ и я тем, что при снятии макрогеометрических неровностей после каждого прохода режущего инструмента производят фотографирование отдельных участков наружной поверхности трубной заготовки на .один и тот же негатив. Источники информации, принятые во внимание при экспертизе 1. Хрущев М.М. и др. Определение износа деталей машин методом искусственных баз. М., изд-во АН СССР 1959, с.24-33, фиг.7-9.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Опора протяжного станка конструкции завода "лиепайсельмаш | 1972 |
|
SU553060A1 |
| Способ снятия остаточных напряжений в трубных заготовках | 1978 |
|
SU774904A1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2289489C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ЦИЛИНДРИЧЕСКОЙ ОБОЛОЧКИ ИЗ МАРТЕНСИТНО-СТАРЕЮЩЕЙ СТАЛИ | 2002 |
|
RU2227765C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСТЕЙ СЛОЖНОЙ ФОРМЫ В ТРУБНЫХ ЗАГОТОВКАХ И ДОРН ДЛЯ ПОЛУЧЕНИЯ ПОЛОСТЕЙ СЛОЖНОЙ ФОРМЫ В ТРУБНЫХ ЗАГОТОВКАХ | 2007 |
|
RU2344895C1 |
| Протяжной станок для дорнования | 1979 |
|
SU772755A1 |
Л
х
у////
(PU2.1
