(54) ПРОТЯЖНОЙ СТАНОК ДЛЯ ДОР«ОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжной станок для дорнования | 1980 |
|
SU891261A2 |
| Протяжный станок для дорнования | 1978 |
|
SU716729A1 |
| Протяжной станок для дорнования | 1977 |
|
SU716730A1 |
| Инструмент для подачи металла под накатку зубчатых профилей | 1978 |
|
SU854531A1 |
| Дорн | 1974 |
|
SU569409A1 |
| Станок для деформирующего протягивания длинномерных труб | 1985 |
|
SU1276482A1 |
| Станок для протягивания внутренних поверхностей | 1982 |
|
SU1021558A1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2015 |
|
RU2625364C2 |
| Опора протяжного станка конструкции завода "лиепайсельмаш | 1972 |
|
SU553060A1 |
| Вертикально-протяжной станок | 1980 |
|
SU965640A1 |
I
Изобретение относится к машиностроению, в частности, к протяжным станкам для обработки трубных заготовок дорнованием с последующим снятием остаточных напряжений.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является протяжной станок для дорнования, содержащий основную станину с приводом главного движения станка, связанным с рабочим патроном, вспомогательную станину с приводом движения дорна, опору для дорнования, установленную на основной станине, а также основную и дополнительную, гидросистемы станка. Последняя состоит из соединенных между собой гидроцилиндров, корпуса которых закреплены в основной станине, а поршни жестко связаны с опорой для дорнования. Дополнительная гидросистема связана с гидрополостью рабочего патрона 1.
Основным недостатком данного протяжного станка является невозможность обеспечить на этом же станке снятие в заготовке после дорнования остаточных напряжений, отрицательно влияющих на точностные характеристики и эксплуатационные свойства деталей, обработанных дорнованием.
Цель изобретения - снятие остаточных напряжений в обработанной дорнованием заготовке.
Указанная цель достигается тем, что протяжной станок для дорнования, включающий основную станину с гидроприводом главного движения, связанным с рабочим патроном, опору для дорнования, установленную на основной станине, вспомогательную
10 станину с подвижной кареткой, связанной через вспомогательный патрон с дорном, и гидропривод вспомогательного движения станка, снабжен двумя соосно расположенными силовыми гидроцилиндрами, один из которых закреплен в подвижной каретке, а
другой - подвижно установлен на общем штоке гидроцилиндров, связанном с оправкой, в корпус которой встроен вспомогательный патрон, при этом силовые гидроцилиндры связаны с дополнительным гидроприводом. На корпус оправки напрессовано твердосплавное заходное кольцо, а на рабочей части оправки выполнены сферические инденторные выемки, расположенные в щахматном порядке.
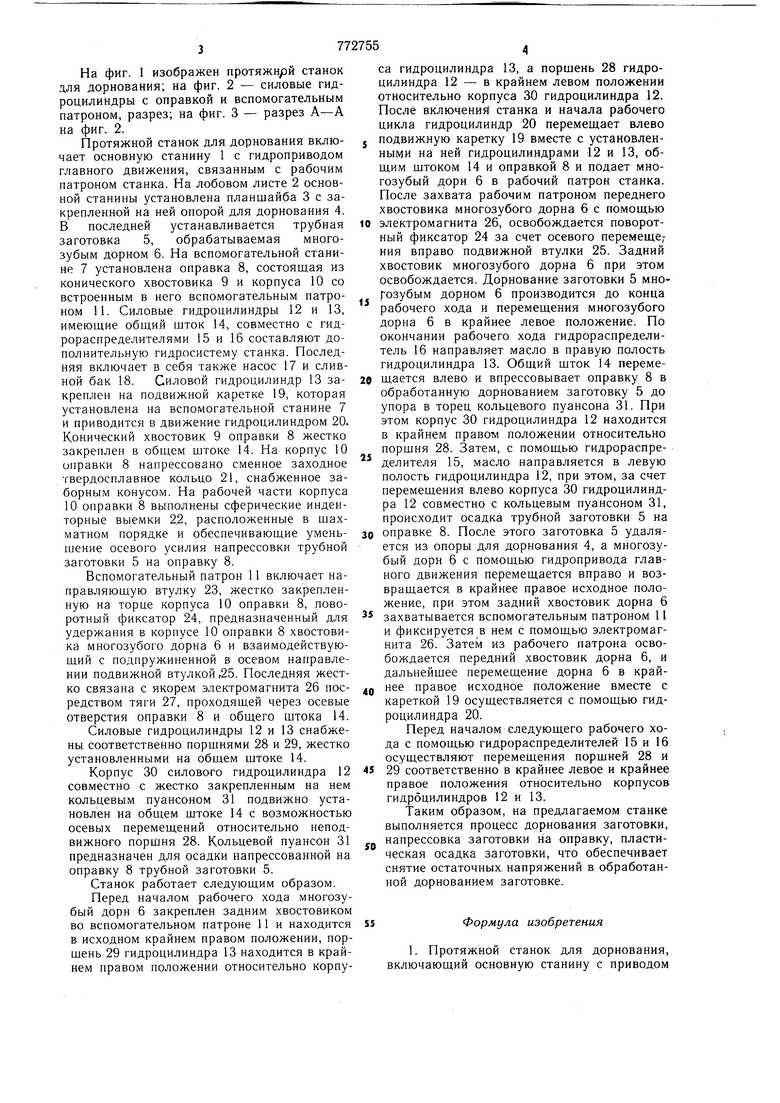
На фиг. 1 изображен протяжнрй станок для дорнования; на фиг. 2 - силовые гидроцилиндры с оправкой и вспомогательным патроном, разрез; на фиг. 3 - разрез А-А на фиг. 2.
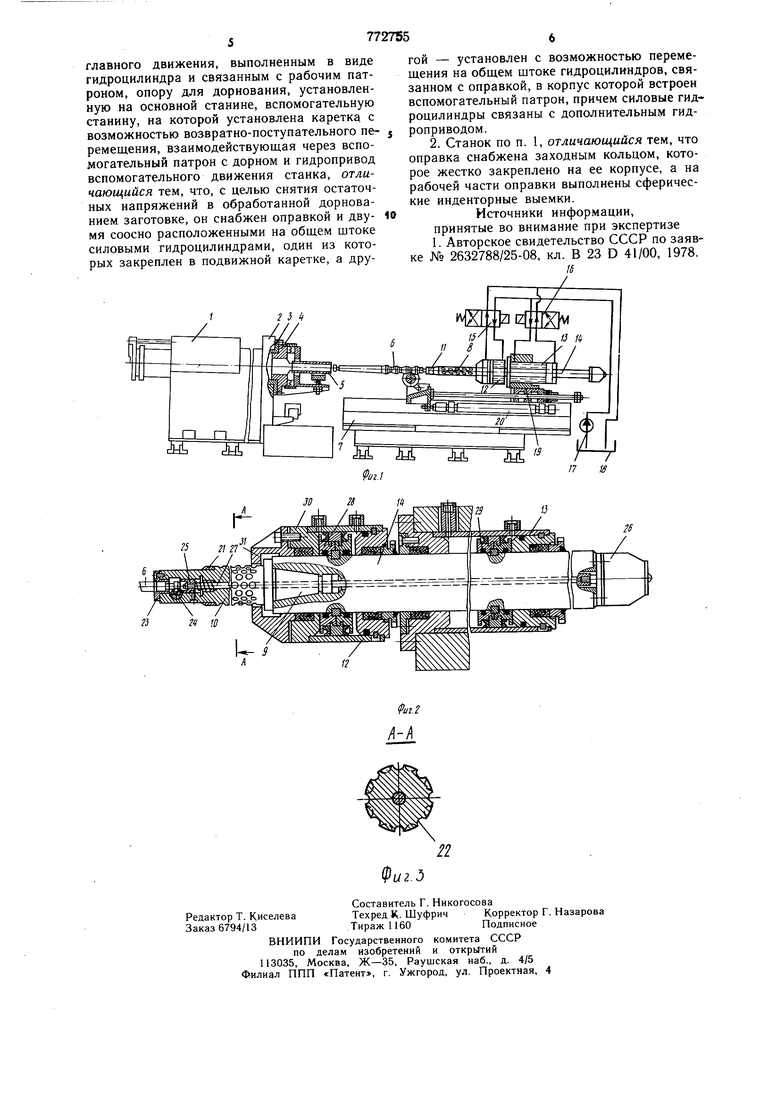
Протяжной станок для дорнования включает основную станину 1 с гидроприводом главного движения, связанным с рабочим патроном станка. На лобовом листе 2 основной станины установлена планшайба 3 с закрепленной на ней опорой для дорнования 4. В последней устанавливается трубная заготовка 5, обрабатываемая многозубым дОрном 6. На вспомогательной станине 7 установлена оправка 8, состоящая из конического хвостовика 9 и корпуса 10 со встроенным в него вспомогательным патроном 11. Силовые гидроцилиндры 12 и 13, имеющие общий шток 14, совместно с гидрораспределителями 15 и 16 составляют дополнительную гидросистему станка. Последняя включает в себя также насос 17 и сливной бак 18. Силовой гидроцилиндр 13 закреплен на подвижной каретке 19, которая установлена на вспомогательной станине 7 и приводится в движение гидроцилиндром 20. Конический хвостовик 9 оправки 8 жестко закреплен в общем щтоке 14. На корпус 10 оправки 8 напрессовано сменное заходное твердосплавное кольцо 21, снабженное заборным конусом. На рабочей части корпуса 10 оправки 8 выполнены сферические инденторные выемки 2,2, расположенные в щахматном порядке и обеспечивающие уменьшение осевого усилия напрессовки трубной заготовки 5 на оправку 8.
Вспомогательный патрон И включает направляющую втулку 23, жестко закрепленную на торце корпуса 10 оправки 8, поворотный фиксатор 24, предназначенный для удержания в корпусе 10 оправки 8 хвостовика многозубого дорна 6 и взаимодействующий с подпружиненной в осевом направлении подвижной втулкой ,25. Последняя жестко связана с якорем электромагнита 26 посредством тяги 27, проходящей через осевые отверстия оправки 8 и общего штока 14. Силовые гидроцилиндры 12 и 13 снабжены соответственно поршнями 28 и 29, жестко установленными на общем штоке 14.
Корпус 30 силового гидроцилиндра 12 совместно с жестко закрепленным на нем кольцевым пуансоном 31 подвижно установлен на общем штоке 14 с возможностью осевых перемещений относительно неподвижного поршня 28. Кольцевой пуансон 31 предназначен для осадки напрессованной на оправку 8 трубной заготовки 5.
Станок работает следующим образом. Перед началом рабочего хода многозубый дорн 6 закреплен задним хвостовиком во вспомогательном патроне 11 и находится в исходном крайнем правом положении, поршень 29 гидроцилиндра 13 находится в крайнем правом положении относительно корпуса гидроцилиндра 13, а поршень 28 гидроцилиндра 12 - в крайнем левом положении относительно корпуса 30 гидроцилиндра 12. После включений станка и начала рабочего цикла гидроцилиндр 20 перемещает влево
подвижную каретку 19 вместе с установленными на ней гидроцилиндрами 12 и 13, общим щтоком 14 и оправкой 8 и подает многозубый дорн 6 в рабочий патрон станка. После захвата рабочим патроном переднего хвостовика многозубого дорна 6 с помощью
электромагнита 26, освобождается поворотный фиксатор 24 за счет осевого перемеще ния вправо подвижной втулки 25. Задний хвостовик многозубого дорна 6 при этом освобождается. Дорнование заготовки 5 мноГозубым дорном 6 производится до конца рабочего хода и перемещения многозубого дорна 6 в крайнее левое положение. По окончании рабочего хода гидрораспределитель 16 направляет масло в правую полость гидроцилиндра 13. Общий щток 14 перемещается влево и впрессовывает оправку 8 в обработанную дорнованием заготовку 5 до упора в торец кольцевого пуансона 31. При этом корпус 30 гидроцилиндра 12 находится в крайнем правом положении относительно поршня 28. Затем, с помощью гидрораспределителя 15, масло направляется в левую полость гидроцилиндра 12, при этом, за счет перемещения влево корпуса 130 гидроцилиндра 12 совместно с кольцевым пуансоном 31, происходит осадка трубной заготовки 5 на
0 оправке 8. После этого заготовка 5 удаляется из опоры для дорнования 4, а многозубый дорн 6 с помощью гидропривода главного движения перемещается вправо и возвращается в крайнее правое исходное положение, при этом задний хвостовик дорна 6 захватывается вспомогательным патроном 11 и фиксируется в нем с помощью электромагнита 26. Затем из рабочего патрона освобождается передний хвостовик дорна 6, и дальнейшее перемещение дорна 6 в крайнее правое исходное положение вместе с кареткой 19 осуществляется с помощью гидроцилиндра 20.
Перед началом следующего рабочего хода с помощью гидрораспределителей 15 и 16 осуществляют перемещения поршней 28 и 29 соответственно в крайнее левое и крайнее правое положения относительно корпусов гидрбцилиндров 12 и 13.
Таким образом, на предлагаемом станке выполняется процесс дорнования заготовки, напрессовка заготовки на оправку, пластическая осадка заготовки, что обеспечивает снятие остаточных, напряжений в обработанной дорнованием заготовке.
S5Формула изобретения
