Изобретение касается раздачи диаметра труб обработкой давлением.
Известны,установки для раэдачи полых загчэтовок внутренним давлением, содержащие матрицу, где размешается де(|юрмируемая заготовка, уплотняющие устройства, герметизирующие полость заготовки, систему подачи рабочей среды к полой заготовке .
„
В этих установках отсутствует возможность направленного удаления рабочей среды из матрицы, если при раздаче происходит разрыв трубной заготовки.
Известна также установка для расдачи полых заготовок внутренним давлением, содержащая станину, на которой смонтированы стойки с расположенными в них уплотняющими пробками, одна из которых снабжена приводом, и разъемная матрица СОсменными вставками, а также систему подачи рабочей среды к полой заготовке, одна из пробок закреплена на стойке неподвижно, а матрица не имеет
жесткого крепления на станине ri может вдоль станины перемешаться 2 .
Матрица имеет горизонтальный разъем и снабжена сменными цилиндрическими вставками, обеспечивающими получение конечного диаметра трубы, и коническими вставками обеспечивающими по концам матрицы переход от начального диаметра трубной заготовки к конечному диаметру роэданной трубы,,.
Установка может быть, использована для осуществления горячей раэдачи райличными рабочими средами, например водотошгавными эмульсиями.
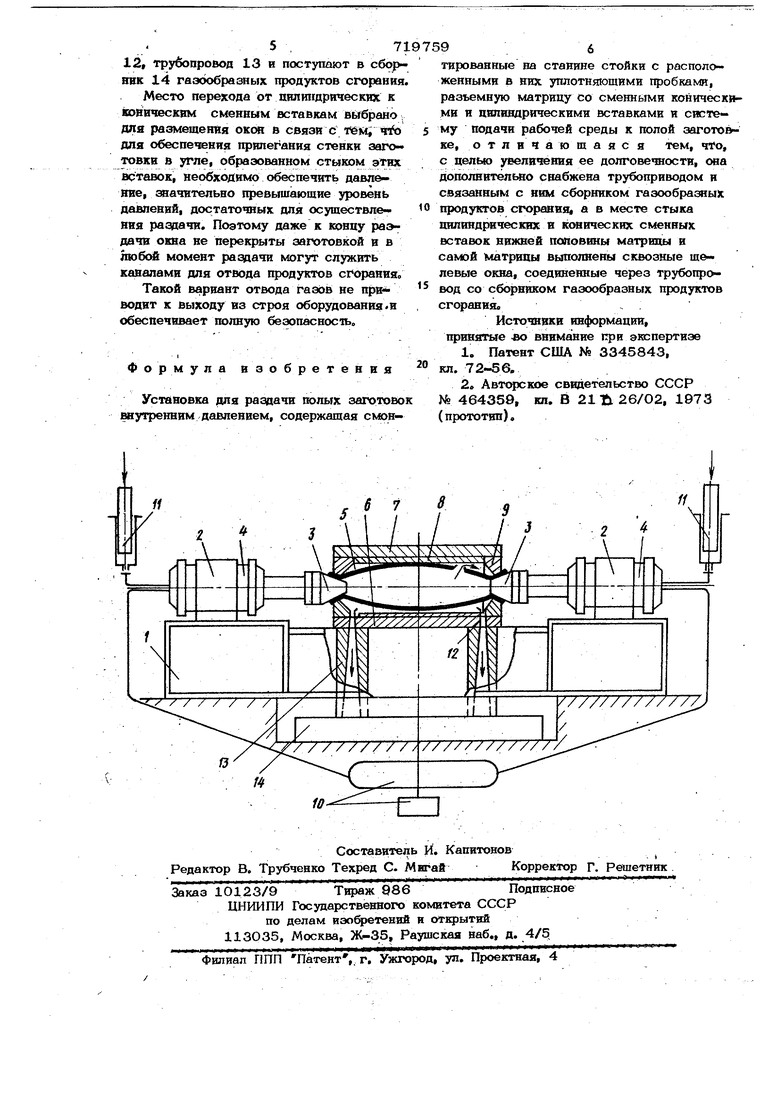
Однако в случае возможного при раз даче разрыва трубы, связанного со скрытыми яефектамк в трубной заготовке или с большой степенью де({юрмации, отсутствует организованное удаление продуктов сгорания из трубы и матрицы, в резуль тате чего продукты сгорания, имея температуру около 100О С и более, выходят с большой скоростью через случайные зазоры и неплотности в матрице, приводя К прорезу j( разрывам) и даже местному оплавлению участки по)эер5Шостй сменно го уплотняющего и деформирукзщегЬ инструмента и матрицы. Это сокращает срок службы установки в целом. Целью изобретения являетсй увеличение срока службы установки, т.е. повышение её долговечности. Для этого известная установка до полниФельно снабжена трубопройодом и связанным с ним сборником газообраэных п юдуктов сгорания, а егШсУёГстыК цилиндрических и конических сменных вста1зок нижней йолЬвины матрйцй иг самой скШШШ И окна, соединенные через трубопровод со сбор|Ник6м газообрайных проду тов с1ч РЙНИ51«; ...;,-- -.::::..-, v,.,...-.:-,:: -. Таким образом при разрыве трубы во бремя рандачи продукты сгорания выходят через специально П5реднаёначёйные ;А:для этлэго окна, сопротивление которых i существенно меньше сопротивления слуь чайных зазоров, имеющихся в матрице инструменте. При этом скорость истечения газов снижается и целостность металла На пут Следования потока газа не нарушается, а значит предотвращается возможньтй вы ход из строя сменного инструмента и матрицы и увеличивается срок службы установки. На ртеже показана схема установки Она состоит из станины 1, на которо размещены упоры 2 с уплотняющими ко нусными пробками 3 приводимыми В движение гидроцилиндрами 4, и матрицы 5, имеющей горизонтальный разъем и со стоящей из нижней и половин 6 и 7, В этих половинах матриць установлены сменные цилшхдрические и конические вставки 8 и 9 Цилиндрические вставки 8 обеспечивают получение конеч ного диаметра трубы .после раздачи, а конические - переход по концам матрщсы от вачальнб1Ч5 диаметра трубчатой заготовки к конечному диаметру розданной трубы / ,.,,. :,-,„, ... ;. ,„.,.... .Через одну или обе уПлоТН-ЕОйпИгё конусные пробки 3 в полость заготовки, подвергаемой раздаче, подают сжатый воэдух - окислитель от стютемы 1О за радки сжатым воздухом и вОдотопливную эмульсию от насоса 11 пОдачи тойлива. В fcTiaKe цилиндрических и ионических сменных вставок 8 и 9, расположённьпс в нижней половине 6 матрице, и в Прилежащем К месту стыка участке нижней 9, ПОЛОВИНЫ матрицы выполнены сквозные щелевые окна 12, соединенные через трубопровод 13,со сборником 14 газообразных продуктов сгорания. При подвижной матрице трубопровод 13 перемещается в процессе уплотнения трубчатой заготовки вместе с матрицей, а в станине 1 предусматривается окно, учитывающее возмож-; ность этого перемещения. Трубчатую заготовку нагревают в печи до температуры горячей пластической деформации, заТем устанавливают в раскрытую матрицу 5, верхнюю половину 7 Matw риць закрывают И замыкают с нижней половиной 6, Гидроцилиндрами 4 уплотняю щие конусные пробки 3 подают в сторону торцов матрицы до момента развальцовки |концов заготовки и прижатия развалы к :,ванной стенки конусами к торцам матрицы. После того, как трубчатая заготовка уплотнена по концам конусными пробками 3, в образовавщуюся замкнутую полость заготовки от системы 10 зарядки сжаТым воздухом подают воэдух - окислитель, а от насоса 11 пОдачи топлнва. дотированное количество во отопливной эмульсии. В процессе сгчэрания водотрпливной эмулызии Дабление в полостИ заготовки раСтеТ до значений, обеспечивающих ее деформацию. Деформация заканчивается по достижении стенкой заготовки внутрен, поверхности сМенных цилиндрических и конических вставок 8 и 9, ЗатеМ продукты сгораНия из полости трубы Выводят через конусные уплотН59ющИе пробки в вестовые трубы, матрицу {Открывают, трубу извлекают и подвергают Отделке. В случае разрыва заготовки в процессе раздачи (такое возможно при н11ЛичИи скрытых дефектов в заготовке ИЛИ в случае, когда выбранная степень деформации превышает ,запас пластичности материала трубы при температуре деформации) поток продуктов сгорания выхбйит из матрицы через отверстия, имею- щиё минимальное сопротивление, т.е. наибольшее проходное сечение. Такими отверстиями являются сквозные щелевые окна 12, выполненные в стыке между цилиндрическими и коническими сменными встаВкаМи 8 и 9, расположенными в нижней половине 6 матрицы, и в прилежащем к мёсТу перехода участке нижней половинц Матрицы. При наличии этих окон продукты сгорания: практически не попадают в слу чайные щели в sneMeHrkx матрицы и сменного инструмента, проходят через окна
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для раздачи полых заготовок внутренним давлением | 1982 |
|
SU1082526A2 |
| Матрица к установке для раздачи полых заготовок внутренним давлением | 1977 |
|
SU653006A1 |
| Способ изготовления полых изделий | 1977 |
|
SU719750A1 |
| Установка для раздачи полых заготовок внутренним давлением | 1980 |
|
SU897343A1 |
| Установка для раздачи труб паром | 1975 |
|
SU555950A1 |
| Устройство для раздачи полых заготовок | 1973 |
|
SU464359A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| Способ получения полых изделий из трубчатых заготовок | 1989 |
|
SU1754289A1 |
| Устройство для раздачи трубчатых заготовок внутренним давлением | 1985 |
|
SU1306625A1 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
