I
Изобретение относится к питейному производству, в частности к оборудова. нию для изготовпбния литейных форм прессованием.,
Известна многоколодочная прессовая головка формовочной машины, содержащая блок сообщаемых цилиндров с плунжерами, на конце которых расположены гфессовые колодки ij и 2.
Предложенная головка от личаетЬ:я тем что она снабжена гидроцилиндром с плавающим поршнем, подключенным к блоку сообщаемых цилиндров с плунжерами/ Это позволяет: упростить конструкцию и повысить ее надежность.
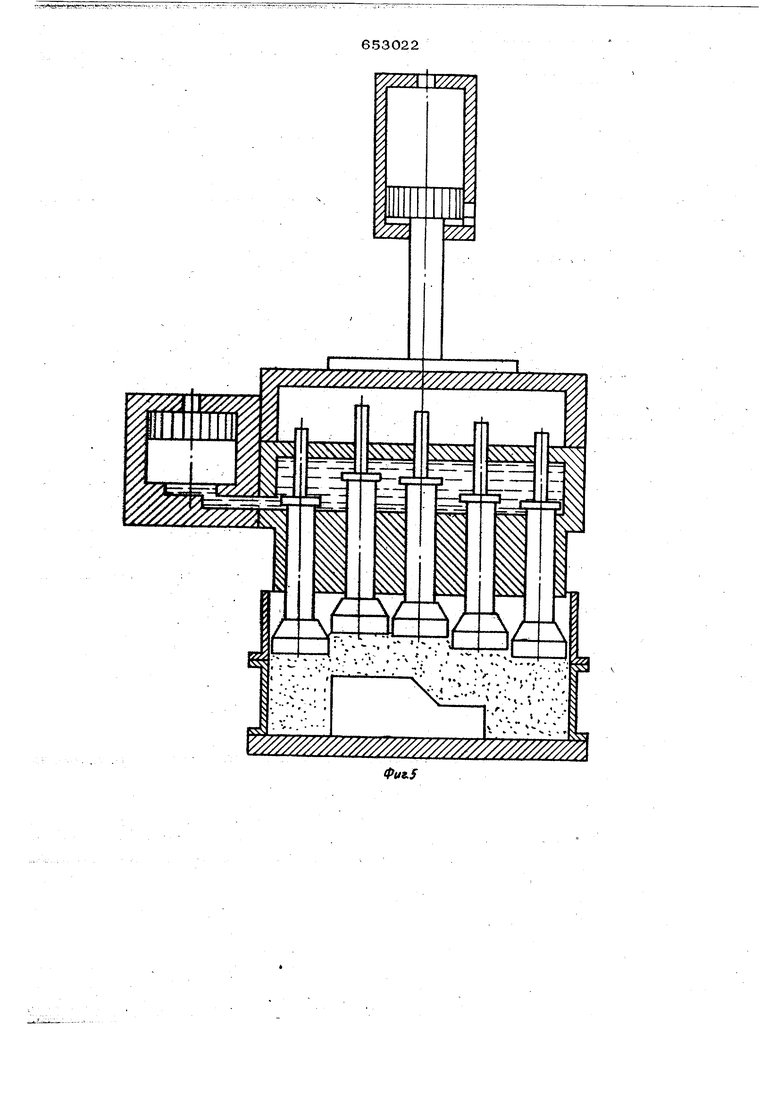
Для регулирования усилия на отдельных колодках каждый плунжер снабжен сменным контрштоком.- . На фиг, 1 изображена предлагаемая головка, разрез; на фиг. 2 дан вид по стрелке А на фиг. 1; на фиг. 3 показана головка, положение перед началом прессования; на фиг. 4 - то же, в прессования; на фиг. 5 - то же, в конце
прессования; на фиг. 6-12 даны схемы технологических способов прессования литейных форм предлагаемой головкой.
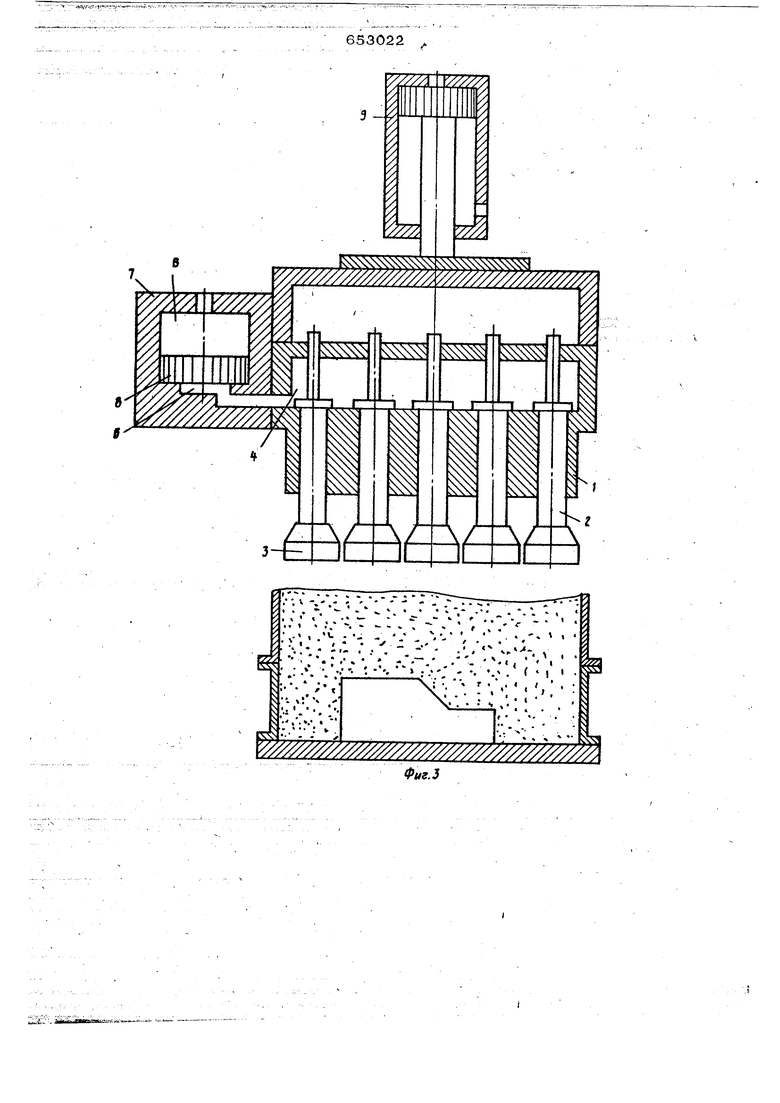
В отверстиях корпуса 1 головки расположены рабочие цилиндры с плунжерами 2, на концах которых закреплены прессующие колодки 3. Рабочие полости цилиндров объединены закрытым резервуаром 4, заполненным жидкостью. Каждый плунжер имеет сменный контрщток
5,свободный конец которого выходит за пределы резервуара 4 под крышку
6,закрепленную на корпусе 1 головки. Резервуар 4 соединен отверстием большого сечения с полостью Б цилиндракомпенсатора 7, внутри которого расположен плавающий поршень В.
Прессование литейных форм головкой производится путем принудительного погружения ее колодок в формовочную смесь перемещением головки к неподвижно стоящей оснастке (модельной ппите с опокой, наполнительной рамкой и смесью) или же перемещением оснастч
ки к неподвижно закрепленной головке. На кинематической схеме см. фиг. 3, 4 и S) показано пэремещение головки гйдропйпиидром 9.
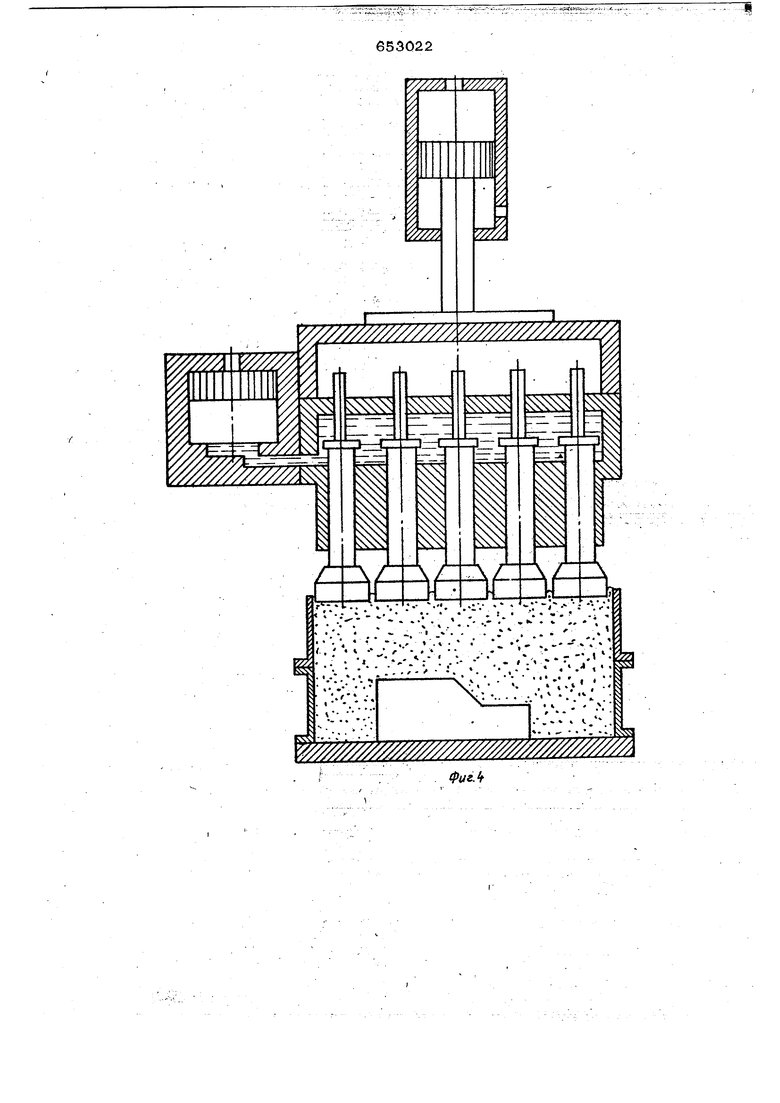
ИсхЬдное положение головки перед началом прессования показано на фиг. 3. Все плунжеры 2 выдвинуты, плавающий поршень 8 цилиндра-компенсатора 7 находится в нижнем положении (касается нижней крышки цилиндра). Гидроцилиндром 9 головка перемещается к оснастке. В процессе погружения прессующих колодок 3 в формовочную смесь под действием сопротивпбния, которое она оказывает, все плунжеры утапливаются, вытесШя сОбтбётетвуюЩее копичёствр жидкости из резервуара 4 в ципиндр-компенсатор 7 до тех пор, пока плавающий поршень 8, поднимаясь, коснется верхней его крышки Это попожение соответствуе началу прессования смеси раздельными колодками (см. фиг. 4).
Ёмкость циливдра-компенсатора выбирается равной емкости жидкости, выдавливаемой всжми плунжерами на части их рабочего хода, например на половине. Эт необхШийо для прессования раЭЙёлЬными колодками с начала и до йонца процесса
При дальнейшем погружении головки в смесь утапливаНие одного из плунжеров на некоторую величину вызьшает выдвижение любого другого на такую же вепичииу или выдвижение одновременно нескоиьких плунжеров, сумма;ходов которых равна ходу одного утопленного. Положение, соответствующее окончанию прессования, показано на фиг. 5.
Движение головки прекращается, когда сумма сопротивлений смеси под всеми колодками 3 будет равйа усилию, ризвивйемому цилиндром 9.
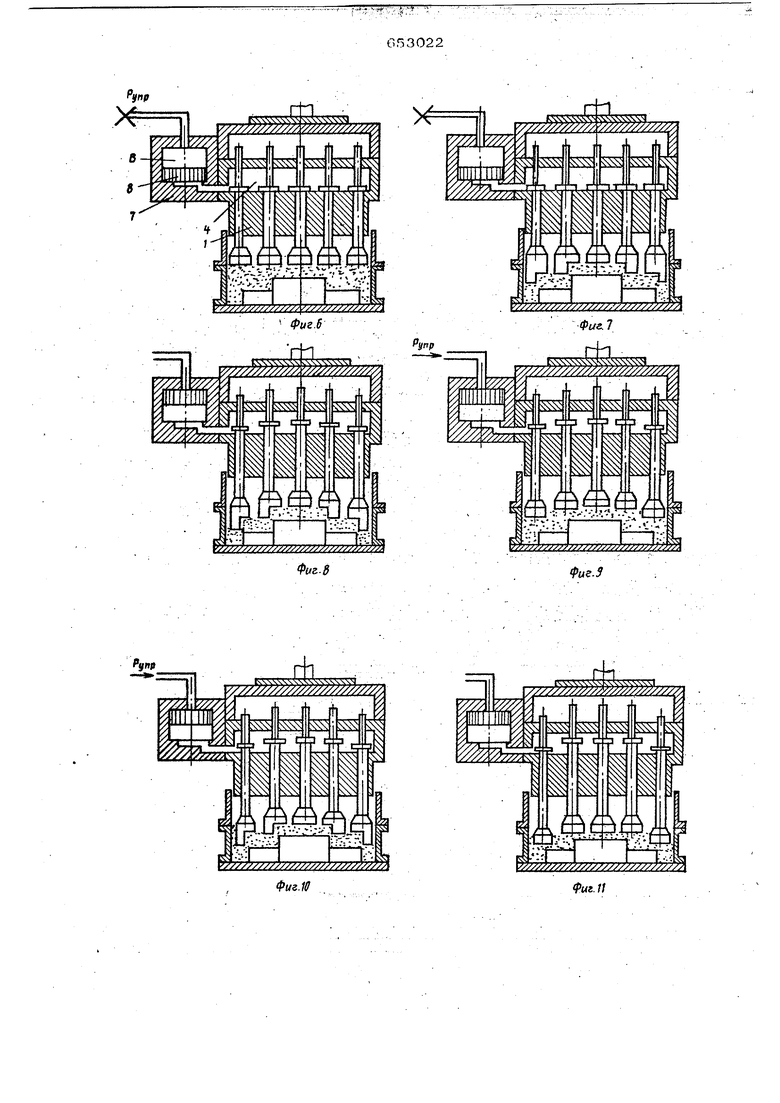
Выше приведено описание рабЬты гоЯОбкй пО основному технологическому варианту - прессование раздельными й1тоскими колодками с начала и йо конца процесса. Кроме того, можно осуществить еще несколько технологических способов прессования или их комбинаций запиранием выхода жидкости из полости В цилиндра-компенсатора 7, не свйзанной с резервуаром 4 головки 1, или подавая в нее жидкость под давлением, а также изменяя профиль отдельных коподок:
д) прессование плоской плитой с начагаа и до конца процесса (см. фиг. 6/. Выход жидкости из полости В пИпиндра
7 перекрыт, все колодки плоские одинаковой высоты.
2) прессование профильной плитой с начала и до конца процесса (см. фиг. 7). Выход жидкости из полости ff циливдра 7 закрыт, отдельные прессующие колодки различного профиля, образующего общий заданный профиль плиты.
З} прессование отдельными профильными колодками с начала и до конца процесса (см. фиг. 8). Выход жидкости из полости В цилиндра 7 свободный, прессо вые колодки различного профиля.
4)прессование в начале процесса Плоской плитой (до наперед заданного давления) с постепенным переходом к прессованию раздельными колодками (см. фиг. 9.) В полость Б цилиндра 7 постоянно подается жидкость под давлением)прессование профильной -плитой (до наперед заданного давления) с постепенным переходом к прессованию раздельными профильными колодками (см. фиг. 10). В полость В цилиндра 7 постоянно подается жидкость под давлением Рупр..
6)прессование раздельными колод-, ками (см. фиг. 11), а затем повторным Ходом головки - плоской плитой (см. фиг. 6). При первом ходе выход жидкости из полости в цилиндра-компенсатора 7 открыт. При повторном ходе &ТОТ выход закрыт при нижнем положении поршня 8.
7)прессование моделью с профилирующей плитой на контрладе опоки (см. фиг. 12).
Ф
упа изобретени
о р м
1. Многокоподочная прессовая головка формовочной мащины, содержащая блок сообщаемых цилиндров с плунжерами, на конце которых расположены прессовые коподки, отличающаяся тем, что, с целью упрощения конструкции и повышения ее надежности, она снабжена гидроцилиндром с плавающим поршнем, подключенным к блоку сообщаемых цилиндров с плунжерами.
2. Многокоподочная прессовая головка по п. 1, о т л и ч а ю щ а я с я тем, что, с цепью регулирования усилия
на отдельных колодках, каждый плунжер снабжен сменным контрштоком.
Источники информации, принятые во внимание при экспертизе.
1.Каталог Литейное оборудование , 1963, Модели 91271Б и 91271.
2.Патент США Мо 3220066, кп. 22-41, 1961.

| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| Прессовая головка формовочной машины | 1978 |
|
SU749545A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026132C1 |
| Способ изготовления крупногаба-РиТНыХ лиТЕйНыХ фОРМ удАРОМ | 1979 |
|
SU816668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| СПОСОБ УПЛОТНЕНИЯ ЛИТЕЙНЫХ ФОРМ МНОГОПЛУНЖЕРНОЙ ПРЕССОВОЙ ГОЛОВКОЙ | 1994 |
|
RU2060855C1 |
| Устройство для уплотнения формовочной смеси в опоке многоплунжерной головкой | 1990 |
|
SU1722681A1 |
| Встряхивающий карусельного типа формовочный станок | 1936 |
|
SU51364A1 |

ue.J
y/ZY
. :-.: ,,,.,. - f, .
., /V. .., - : , 1 - - V «..---.... -
. .,- ; -. .
Y/7///////////// ///
ji
( « I
Фиг.З
653022
Y///fW
7///Л
;.-.;.- -.- . .-iv -- -.-Ч- ;/;
.:-v-: - :.::-.:-:::..-;; - t .. . f
,. :i ;-.---v.- -. .. ..--.. /.. --r--.« ...-.. .. ... ..- л-.-.I4..- ; -
w m mm ////7//m
:Фи&Л
V. . . -..... .-...
Ф
уучхчууч
X4XSiSXvCv
gx
w/z
I
X
V-- -
v-VvV
.1 II
V Уу У/7/////7/ // XX/xVy yy/V,j
fynp
-
////////////
Л
fynf
t4Yvy V4NK V4 VV4Vvj I
////77//А
7///////////7У7/7/7
vTTiV-. .:
::;:.:..i-vV;..v ,.1 ... т
i
v;:
tz
V77 7f777Jrfn
.Oz
CVV4vyv
fiai.tt
