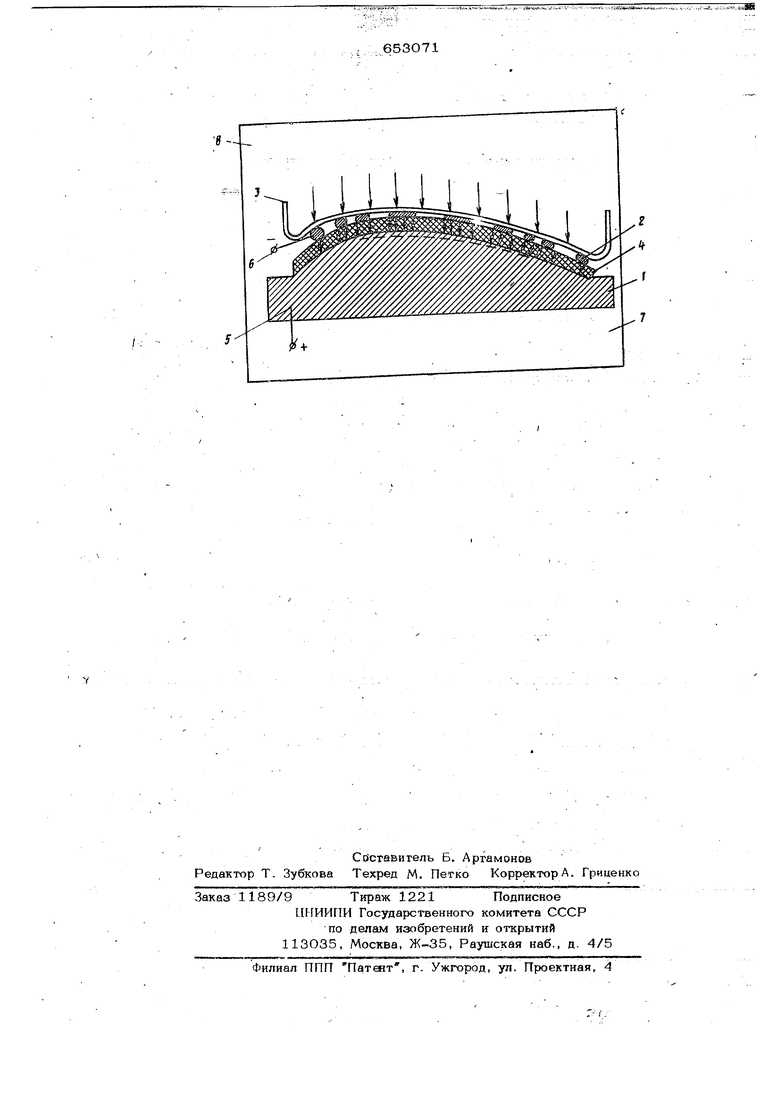
I , Изобретение откосится к электро ф1зическнм и электрохимическим методам обработки и, в частности, касается способа электрохимической обработки ;металж в и может быть использовано для обработки криволинейных поверхнос тей деталей сложной конфигурации, преимущественно для исправления формы выработанных инструментов, например, штампов. Известен способ электрохимической обработки, при котором на обрабаты.ваемое изделие помещается диэлектрический трафарет соответствующей констр ции, а подушка, пропитанная электролитом, помещается на трафарет. Электрод и деталь соединяются с противоположными полюсами источника питания постоянного тока, а свободный конец электрода вдавливается в подушку 1} . Известный способ обеспечивает полуь чение детали определенной напередзадан ной формы с помощью трафарета, однаko он не позволяет производить исправ-ление формы детали, например, выработанного щтамйа.. Цель изобретения - обеспечение воэможности корректировки погрешности формы детали, имеющей отклонение от эталонной. Это достигается тем, что производят контактное взаимодействие обрабатываемой и эталонной деталей, при этом между ними помещают трафарет, выполненный из пористого остаточно деформируемого материала, который затем используют в качестве электрода - инструмента для обработки детали. На чертеже приведена схема коррек.пфовки погрешности формы детали, например, штампа по предлагаемому способу. На схеме 1 - деталь,подлежащая корректировке, 2-трафарет, полученный методом контактного взаимодействия иэношенной детали и эталЬнной, 3 - мем- боана, 4 - плоскопараллельный подслой. 5 и 6 - токоподводы, 7 - электрохимическая ванна, 8 - эпектролит. Корректировку формы детали осуществляют следующим образом. Берут эталонную деталь (зеркальное отображение неизношенной, годной детали), пористый плоскопараллельный материал и деталь, подлежащую корректировке, приводят их к контактному взаимодействию, в результате которого получают трафарет 2. Далее деталь 1, подлежащую коррекгиpoBKS, помещают в электрохимическую ванну 7. С помощью токоподвода 5 ее подключают к положительному полюсу источника технологического тока. На поверхность детали 1 никл адываютплоскопаралл ельвый диэлектрический подслой 4, изготовленный из упругого эластичного материа яа. Такой подслой не препятствует прохождению электролига 8 к подлежащей кор ректировке поверхности детали 1 и обеспеч вает постоянство величины зазора между поверхностью, подлежащей корректировке, и поверхностью, трафарета. Электрохимическую ванну заполняют электролитом 8, Над поверхностью трафарета распола- гюот гибкую мембрану 3. Трафарет через токо одвод 6 подключают к отрицательному полюсу источника технологического тока. В процессе трафарет 2 прижимают давлешзем воздуха к подслою.. Трафарет будет располагаться на изнощенной детали тек, что над наименее выработанными, кр1шопинейныкш участками детали бущ г нахо шться участки трафарета с большей деформации, т.е. с бопее расопюснупюЕМи ячейками. При включении источника технолопгаеского тока начинается ироцесс электрохимической обработке. Так как над менее выработ анными З астками криволинейной поверхности детали 1 расположены элеме1ты трафарета 2 с большей степенью деформации, то густота линий напряженности элект(шческого поля над такими участками будет выше. Электролит, заключенный мехшу деталнэю и трафаретом, замьгкает электрическую цепь анод-катод, в резуль тате чего происходит процесс а11одного растворения поверхности детали в зависимости от плотности электрического тока при стационарном состоянии электролита. Электрохимический съем металла осуществляют в течение промежутка времени, за который не происходит значительных изменений параметров электролита в местах с наибольщей степенью деформации трафарета. Затем производят обновление электро лита, разводя деталь, подслой, трафарет и мембрану, прокачивают электролит. Цикл повторяют, сводят детали устройства, подают ток и т. д. Повторение цикла выполняется с цеЛью окончательного перенесения величины отклонений, хранимых на трафарете {на деталь, подлежащую корректировке. После перенесения отклонений с трафарета на деталь повторно методом контактного взаимодействия получают контрольный трафарет, при этом, если получают трафарет с нулевыми отклонениями, то процесс корректировки заканчивают. Использование способа электрохимической доводки деталей сложного профиля позволяет производить исправление формы выработанных инструментов, изготавливать детали сложной конфигурации без дополнительных механических доводочных операций, повыщая при этом производительность и точность. Формула изобретения Способ электрохимической доводки деталей сложного ррофиля с использованием эталонной детали и трафарета, о тличающийся тем, что, с целью обеспечения возможности корректировки погрещности формы детали, производят контакное взаимодействие обрабатываемой и эталонной деталей, при этом между ними помещают трафарет, выполненный из пористого остаточно деформируемого материала, который эвг&л используют в качестве электрода-инструмента для обработки детали. Источники информации, принятые во внимание при экспертизе 1. Патент США NO 3704220, кл. 204-224, 1972.
653О71
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ И ДОВОДКИ ДЕТАЛЕЙ | 1989 |
|
RU2009805C1 |
| Устройство для электрохимикомеханического полирования и доводки деталей | 1988 |
|
SU1618538A1 |
| Устройство для электрохимической обработки по трафарету | 1981 |
|
SU1042938A1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА-ИНСТРУМЕНТА ПРИ ОБЪЕМНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ (ЭХО) | 2011 |
|
RU2481928C1 |
| Устройство для электрохимического маркирования | 1978 |
|
SU768588A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2230636C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240210C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2002 |
|
RU2229543C2 |