1
Изобретение относится к области электрохимической обработки, и предназначено для электрохимического маркирования токопроводящих изделий.
Известно устройство для электрр- 5 химического маркирования,выполненное в виде набора установленных на реи дисков-звездочек, на периферии каждой КЗ которых расположены диэлектрические трафареты с прорезями по фор- 10 ме знаков, и имеющее фиксатор, запирающий диски 1}.
Недостатком этого устройства является снижение производительности и качества маркирования в связи с от-15 сутствием газоотвода в процессе электрохимического маркирования, в результате чего выделяемые при электрохимической реакции газы, поднимая с поверхности детали продукты реак- 20 ции (гидроокиси), забивают узкие рабочие щели на инструменте нетокопроводным шламом, что приводит к необходимости частой промывки инструмента водой для сохранения его работо- 25 способности.
Кроме того, из-за отсутствия полного прилегания дисков к маркируемой поверхности получается некачественнре изображение знаков при подтекании 30
э.пектролита в зону неплотного прилегания.
Целью изобретения является повьшение производительности и качества маркирования.
Цель достигается тем, что в пре1Длагаемом устройстве трафареты выпол1нены в виде Съёмных колпачков из элас тичного материала, с помощью крторых попарно соединены диски-звездочки.
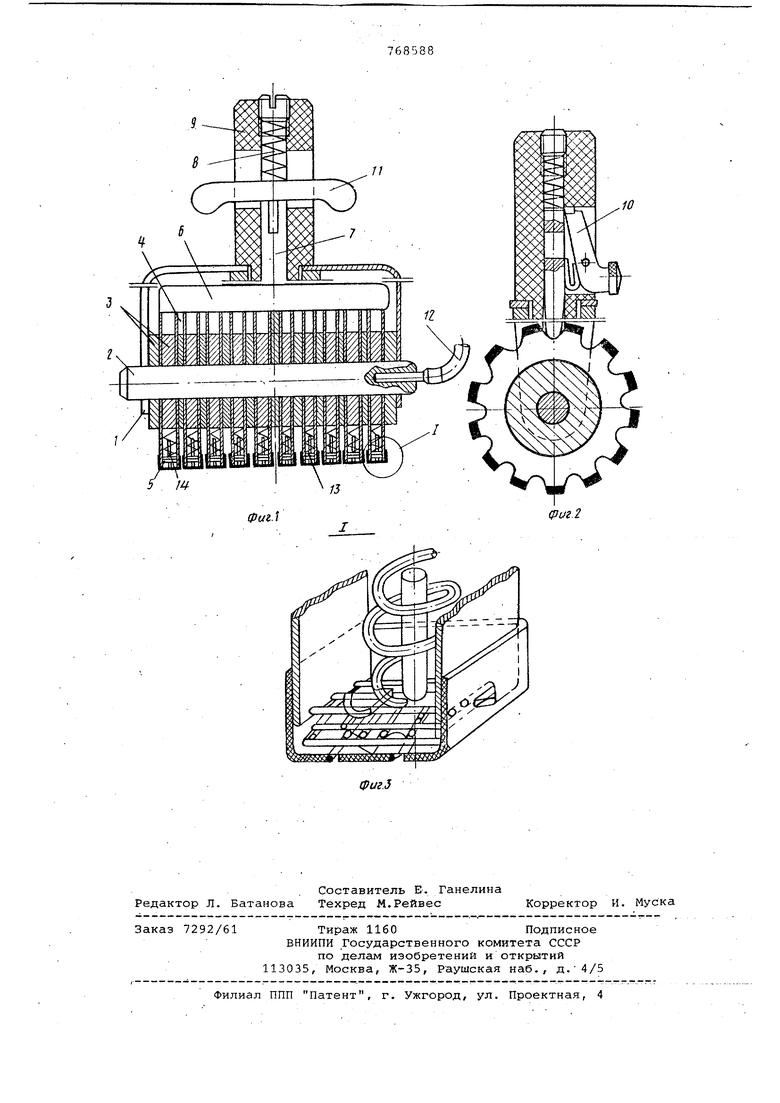
На фиг. 1 показано описываемое устройство, продольный разрез , на фиг. 2 - то же, поперечный разрез; на фиг. 3 - узел I на фиг. 1, изометрия.
В скобе 1 на оси 2 установлены чередующиеся с втулками 3 диски-звёздочки 4, выполненные из листовой нержавеющей стгши (толщиной до 0,5 мм), которые попарнр соединены надетыми на их зубья съемными эластичными, например, резиновыми трафаретами 5 в виде колпачков, на торцах которых в виде скврэных прорезей методом прессования выполнены зеркальные изображения знаков (букв, цифр и т.д.). Ширина прорезей колеблется в пределах 0,05-0,15 мм. Полость, образованная спаренными звездочками, при одетых на них зубьях трафаретов, позвояет беспрепятственно выходить выejfiftiibtiiHMCHпри маркировании газом и арам, обеспечивая качественное проекание процесса маркирования.
Фиксация дисков-звездочек обеспей ваётся клиновьом прижимом б, смонированнйм на штоке 7 и прижимаемым ружиной 8. Шток 7 движетсяв диэлектрической рукоятке 9 и стопорится в верхнем отведеином положении nbflnpiyиненным фиксатором 10. Шток 7 фиксируется от поворота рычагом 11, служащим одновременно для подъема клинового прижима б. Токоподвод к дискам осуществляется через ось 2, в торцах которой находятся отверстия, куда вставляются штеккеры 12, идущие от источника тока,.
На загнутые усики дисков-звездочек опираются подвижные сетчатые элементы 13, поджимаемые пружинами 14 к усикам и-служащие для токоподвода в зону маркирования. По мере их износа (в случае применейия гГёрёМейного тока) элементы 13 опускаются под действием пружин 14, обеспечивая ресурс дисков-звездочек.
. Для набора требуемой комбинации знаков клиновой прижим 6 отводится в крайнее верхнее положение с помощью рычага.11 и автоматически защелкивается фиксатором 10.
Каждый .диск поворачивается вокруг оси в заданное положение, после чего диски запираются прижимом 6 в результате нажима на кнопку фиксатора 10.
Нижний ряд трафаретов 5 смачивают электролитом, прижимают к подлежащему маркированию изделию, к которому, подключен один из полюсов источника тока/& зависимости от материала марkHpVeMoft детали подключают постоянный или переменный; ток на время, не-обходимое для качественного маркировани я.. ,
В случае выхода из строя одного из трафаретов он легко снимается с зубцов дисков и в течение нескольких секунд заменяется качественным тра фаретом.
Диски-звездочки изготовляются методом листовой штамповки в .универсальной полиуретан.овой матрице, их штампуют из нержавекяцего листа толщиной О,2-О,5-мм. Трафареты в виде колпачков могут прессоваться из резины.
значительным преимуществом эластичных трафаретов в виде колпачков является возможность маркирования деталей по идеально плоской форме, так как трафареты плотно прилегают к маркируемой, поверхности. Свободный же выход паров и газов из зоны обработки через щели в момент маркирования и запас электролита в зоне обработки, создаваемый в полости трафарета-колпачка, позволяет получать качественное изображение на маркируемой детали за более короткое время.
Значительный эффект дает возможность применения маркирования на переменном токе, заложенная в устройстве, так как это расширяет диапазон примененияэлектрохимического маркирования на большую гамму титановых, никелевых сплавов и нержавеющих сталей , качественное маркирование которых возможно лишь на переменном токе.
Формула изобретен.ия
Устройство для электрохимического маркирования изделий, содержащее набор установленных на оси дисков-звездочек, на периферии.которых расположены диэлектрические трафареты с прорезями по-форме знаков, от ли чающееся Тём, что, с целью повьлшения производительности и качества маркирования, трафареты выполнены в виде съемных колпачков из эластичного материала, с помощью котрых попарно соединены диски-звездочк
Источники информации, принятые во внимание при экспертизе
1. Петровский Е.Л. и др. Маркирование изделий в радио- и электронной промЬшшейно-ети. М. , Энергия, 1974, с. 88-89, рис. 2-18.
фиг.5

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического маркирования | 1972 |
|
SU476123A1 |
| Электрод-инструмент для электрохимического маркирования | 1971 |
|
SU437597A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| Устройство для электрохимического маркирования | 1976 |
|
SU753576A1 |
| Способ электрохимического трафаретного маркирования | 1985 |
|
SU1296334A1 |
| Устройство для электрохимического маркирования | 1981 |
|
SU956215A1 |
| Устройство для электрохимического клеймения деталей цилиндрической формы | 1978 |
|
SU709304A1 |
| Устройство для электрохимического маркирования | 1977 |
|
SU659344A1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ МАРКЕР | 2009 |
|
RU2430815C2 |
| Устройство для электрохимической обработки | 1987 |
|
SU1511032A1 |