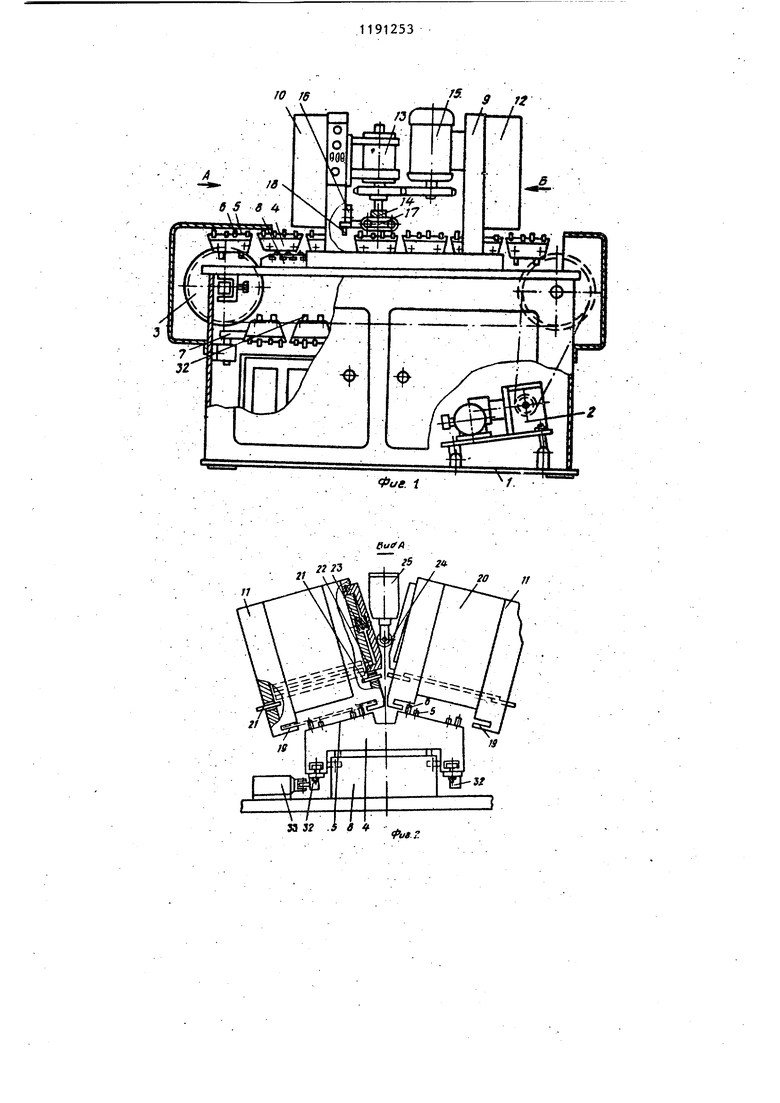
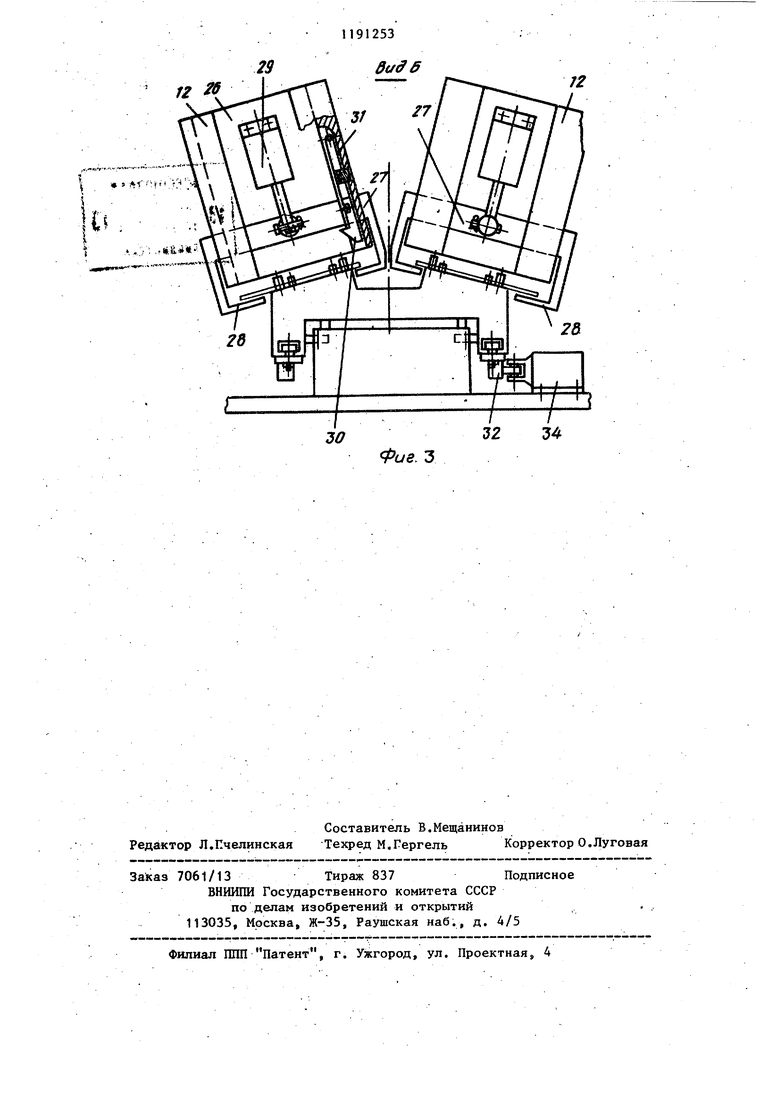
Изобретение относится к станкостроению и может быть использовано для обработки торцовой поверхности плоских деталей. Цель изобретения - повышение, про изводительности полуавтомата путем сокращения вспомогательного времени работы механизма перемещения деталей от места загрузки к месту выгрузки. На фиг.1 представлен полуавтомат общий вид; на фиг.2 - вид А на фиг, на фиг,3 - вид Б на фиг.1. Полуавтомат для снятия фасок с плоских деталей содержит станину 1, привод 2 и питатель, выполненный в виде непрерывно замкнутого транспортера 3 (фиг.Т). На цепи транспортера 3 закреплены платформы 4 с базовыми наклонными поверхностями 5 и штырями 6. Для жесткости конструкции платформы 4 перемещаются в нижней части по направляющей 7, а в верхней - по роликовой опоре 8. На верхней плите станины 1 закрепле портал 9 с двумя магазинами 10 и 11 загрузки, накопителями 12 и рабочим инструментом в виде шпиндельной головки 13 с фрезой 14, связанной с приводом 15. На портале 9 в зоне рабочего инструмента на кронштейне 1б закреплены блоки прижимных роликов 17, перед которыми установлены .упругие элементы 18 в виде резинового стержня. Магазины 10 з.агрузки (фиг.2) содержат разрезное дно 19 в корпусе 2 и механизмы поштучной вьщачи деталей в виде пневмофиксаторов 21 и отсекателей 22, поджатые пружинами 23 к ролику 24 привода 25 Накопители 12 содержат корпус 26 съемник в виде планки 27 с Г-образньпчи упорами 28, связанной с приводом собачки 30, поджатые пружинами 31 (фиг.З). . Система путевой автоматики выполнена в виде кулачков 32 на платформах 4 и концевых выключателей,33 и 34. Устройство работает следующим образом. Платформы 4 непрерывно вращаю1чегося от привода 2. транспортера 3, проходя под магазинами 10 загрузки и взаимодействуя своими кулачками 32 на концевые выключатели 33, включают привод 25 отсекателей ,22 и пневмофиксаторы 21. Ролик 24 привода 25, сжимая пружины 23 отсекателей 22, перемещает их внутрь магазинов 10 загрузки, отсекая поток деталей от детали, лежащей на фиксаторах 21. После срабатывания пневмофиксаторов 21 отсеченная деталь падает на разрезное дно 19 магазина 10, фиксируясь на штьфях 6 платформы 4, а отсекатели 22 и пневмофиксаторы 21 возвращаются в исходное положение. При передвижении, платфор.мы 4 в зону, обработки упругие элементы 18 выравнивают детали на. платформе 4, способствуя правильному ориентированию их на. штырях 6, а блоки роликов 17 механизма прижима совместно с роликовой опорой 8, находящейся под платформой 4у прижимают ее с. заданным усилием к базовой поверхности 5 платформы 4. В этот же момент происходит снятие фасок.с двух деталей рабочим инструментом, например фрезой 14, связанной с приводом 15. Угол наклона базовых поверхностей 5 платформы 4 вьщержан таким, что обеспечивает обработку фаски заданного размера и угла. В зоне накопителей 12 кулачок 32 платформы 4, взаимодействуя с концевым выключателем 34 (фиг.З), вклюгчает привод 29 съем.ника и его Г-образные упоры 28 снимают обработанные детали с платформы 4, пере.мещая. их вверх на подпружиненные пружинами 31 собачки 30 корпуса 26 и возвращаются в исходное положение, ниже уровня базовых поверхностей 5 платформ 4. После обработки партии деталей загрузочные магазины 10 и накопители -12 заменяются на новые.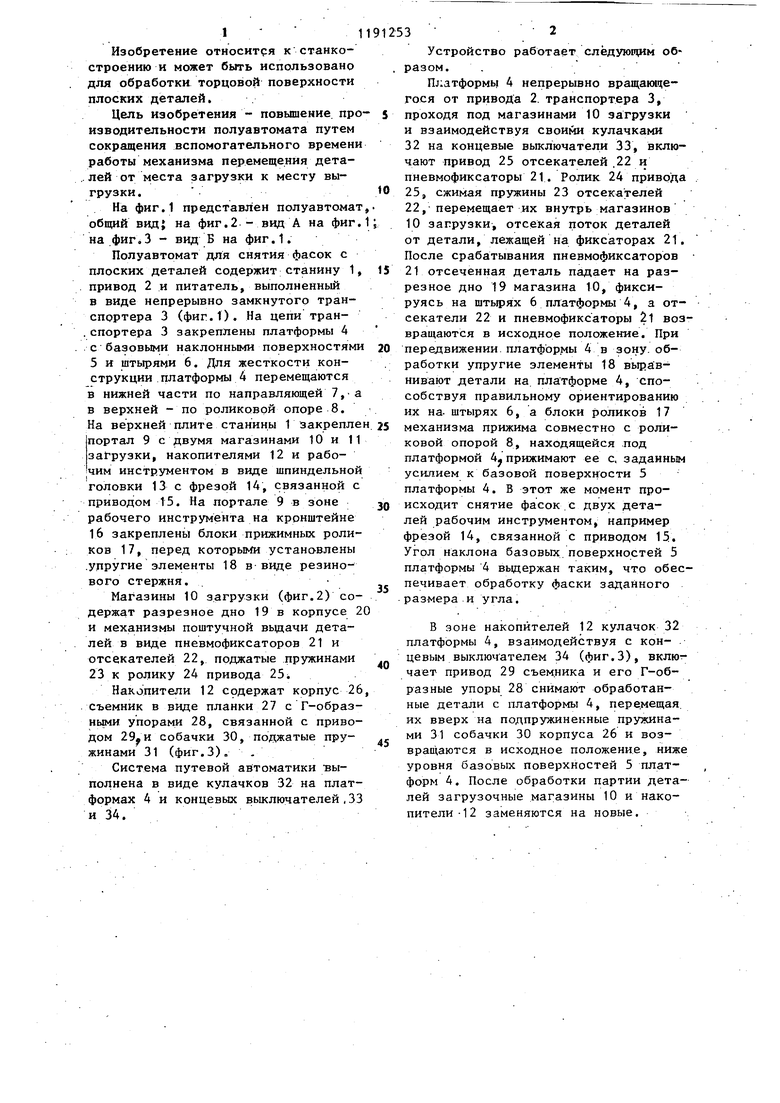
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки узлов | 1982 |
|
SU1134340A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Устройство для хранения сыра в процессе созревания | 1986 |
|
SU1380691A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для ротационного выдавливания | 1983 |
|
SU1100027A1 |
| Устройство для наружного хонингования поршневых колец | 1979 |
|
SU776891A1 |
| Полуавтомат для клепки | 1981 |
|
SU969412A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛЕНИЯ АРМАТУРЫ ОТ РЕЗИНОМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2037417C1 |
| Полуавтомат для взъерошивания пяточной части подошвы | 1982 |
|
SU1113084A1 |
1. ПОЛУАВТОМАТ ДЛЯ СНЯТИЯ ФАСОК С ПЛОСКИХ ДЕТАЛЕЙ, содержащий рабочий инструмент, питатель с базовыми поверхностями и штырями для размещения и ориентирования деталей, механизм прижима деталей, магазины загрузки с приводом механизмов поштучной вьщачи деталей и накопителя со съемниками, о т л и ч аю щ и и с я тем, что, с целью повышения производительности полуавтомата, механизм прижима деталей выполнен в виде блоков роликов и упругих элементов, установленных в зоне обработки над базовыми поверхностями питателя, причем базовые поверхности вьшолнены наклонными в разные стороны, а рабочий инструмент установлен над их сты- , ком. . 2. Полуавтомат по п.1, отличающийся тем, что магазины загрузки снабжены разрезным дном для прохода штырей питателя и установлены над наклонными базовыми поверхностями с возможностью размещения между ними привода механизмов поштучной вьвдачи деталей, а съемник накопителя вьтолнен в виде планки с Г-образными упорами, установленной с возможностью опускания ниже базовых поверхностей питателя
22 2Ъ
2t
г5 7«
ffftl
| Автомат для снятия грата и клеймения деталей | 1977 |
|
SU715286A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
