(54) ФОРМА ЛИТЬЕВОГО ПРЕССОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Универсальный блок для литьевого прессования изделий из реактопластов | 1984 |
|
SU1242391A1 |
| Литьевая пресс-форма для изготовления полых изделий сложной конфигурации | 1980 |
|
SU939229A1 |
| Стационарная пресс-форма для изготовления изделий из реактопластов | 1990 |
|
SU1810289A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1985 |
|
SU1326437A1 |
| Литьевая пресс-форма | 1980 |
|
SU897539A1 |
| Пресс-форма | 1980 |
|
SU876459A1 |
| Пресс-форма для изготовления зубчатыхКОлЕС из КОМпОзициОННыХ пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU822949A1 |
| Литьевая форма для изготовления изделий с поднутрениями из полимерных материалов | 1980 |
|
SU887221A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
1
Изобретение относится к переработке пластмасс в изделия, оно,предназначено для изготовления блока кулачков из полимерного материала.
Известна форма для изготовления изделий с выступами по образуйщей, содержащая неподвижную и подвижную плиты с размещенными в них матрицей и пуансоном, формующие знаки, установленные на поворотноМ кольце 1. Использование поворотного кольца в известной форме усложняет ее конструкцию .
Известна также литьевая форма для изготовления изделий из полимерных материалов, содержащая неподвижную плиту с установленным ней пуансоном с буртом, подвижную плиту С установленной в ней матрицей с буртом, формующие знаки, подвижные в направлении, перпендикулярном оси формы, и выталкивающую систему 2.
Известная форма не обеспечивает извлечения изделия с кольцевыми выступами, расположенными по высоте изделия на различном расстоянии от его центральной оси, поскольку пуансон и матрица жестко закреплены в плитах, а формующие знаки неразъемные.
Цель изобретения - обеспечение извлечения изделия с кольцевьлли вьзступами, расположенными по высоте изделия на различном расстоянии от его
центральной оси.
В предлагаемой форме литьевого прессования бурты пуансона и матрицы установлены с зазором относительно опорныхповерхностей .соответствующих
плит с возможнбстью осевого перемещения относительно них, а формующие знаки выполнены разъемными в вертикальной плоскости.
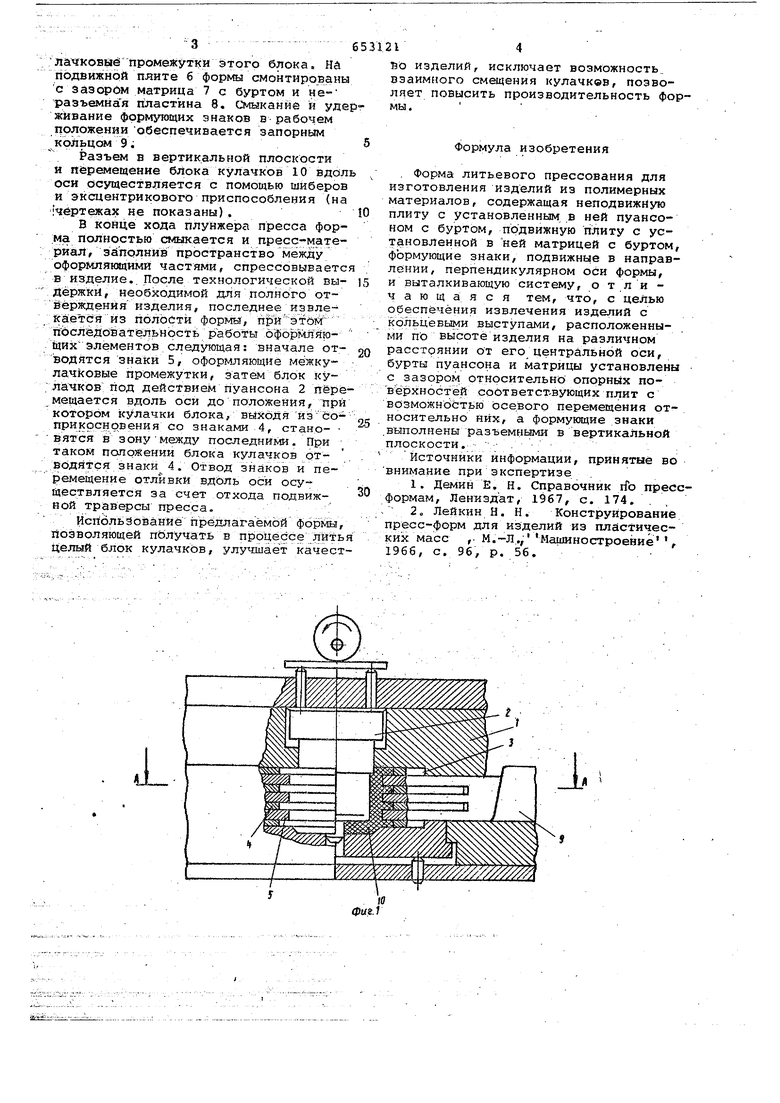
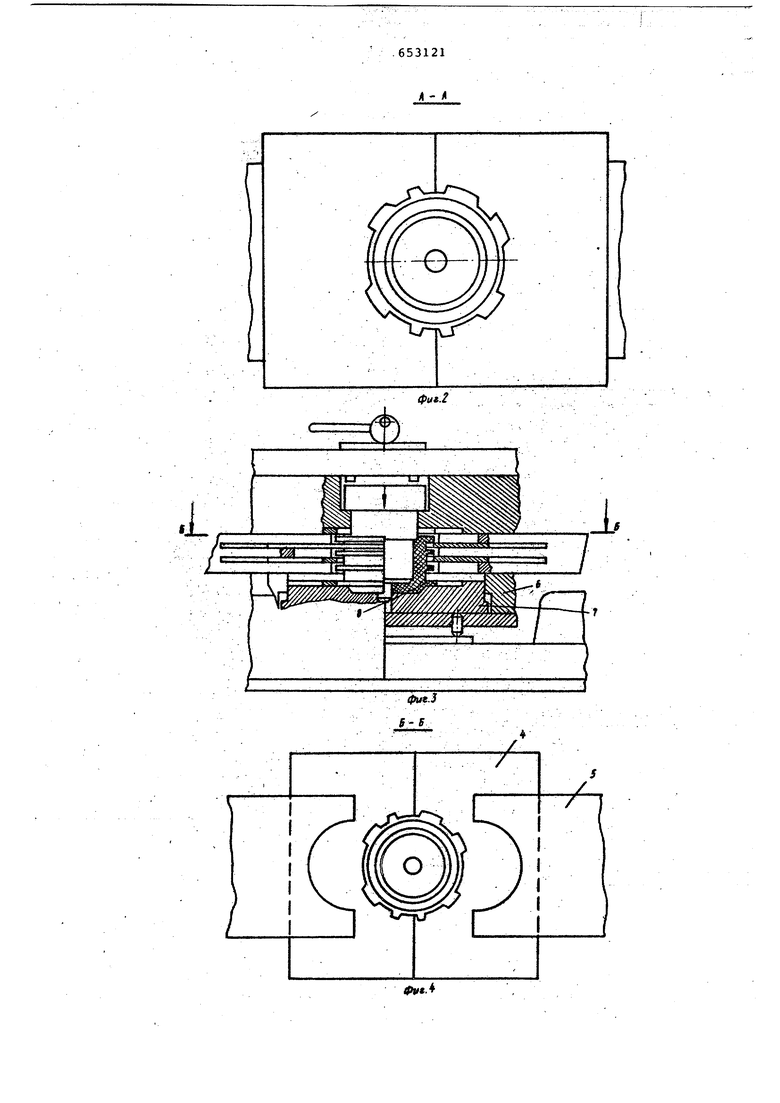
На фиг. 1 изображена предлагаемая
форма, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - положение знаков, оформляющих межкулачковые промежутки, и положение пуансона и матрицы после выбора зазора ,
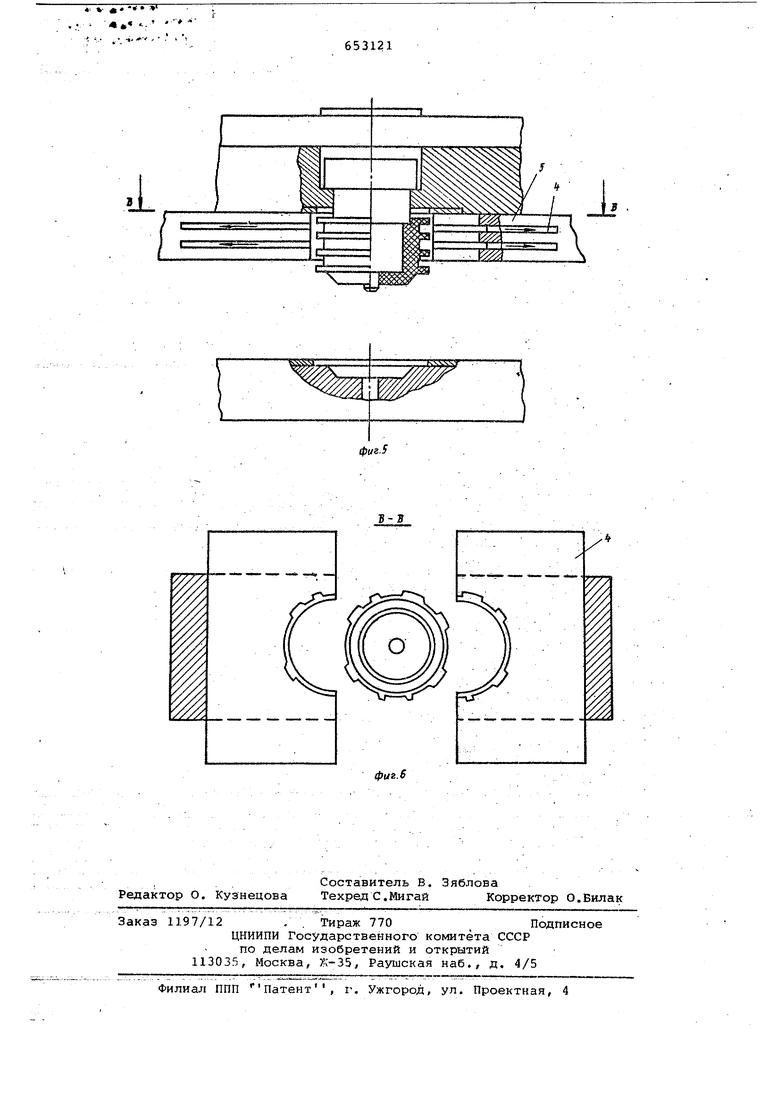
продольный разрез; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - положение знаков, оформляющих выступы, продольный разрез; на фиг. б - сечение В-В.на фиг. 5.
На неподвижной плите 1 формы установлены с зазором пуансон 2с буртом, неразъемная пластина 3, знаки 4, оформляющие выступакадие части блока кулачк6й знаки 5, оформляющие межкулачковаё промежутки этого блока. Ни подвижн( плите б формы смонтированы с зазором матрица 7 с буртом и неразъемная пластина 8, Смыкание и уде живание фpp yюtциx знаков в рабочем положении обеспечивается запорным кольцом 9; Разъем в вертикальной плоскости и Перемещение бЛока кулачков 10 вдол оси осуществляется с помощью шиберов и эксцентрикового приспособления (на чертежах не показаны) , В конце хода плунжера пресса фор;ма полностью смыкается и ггресс-матерйаЛ, зйполнив пространство между оформлякяцими частями спрессовываетс в изделие.. После технологической вы,лёржкй, необходимой для полного отвёржденйя изделия, последнее извле;кается из полости формы, приэтом пЬслёдОйатеЛьность работы оформляющихэлементов следующая: вначале отводятся знаки 5, офорг ляювдие мёжкулачковые промежутки, затем блок ку;лачков под действием пуансона 2 пере мещается вдоль оси до положения, при котором ку лачки блока, выхоДя из соприкосновения со знаками 4, стано- вятся в зонумежду последними. При таком положении блока кулачков от.водятся знаки 4. Отвод знаков и перемещение отливкИ вдоль оси осуществляется за счет отхода подвижной траверсы пресса.: ИсйольЗованйб предлагаемой формы, позволяющей получать в процессе лить целый блок кулачков, улучшает качест
iL
фиг.1 во изделий, исключает возможность взаимного смещения кулачквв, позволяет повысить производительность формы. Формула изобретения . Форма литьевого прессования для изготовления изделий из полимерных материалов, содержащая неподвижную плиту с установленным в ней пуансоном с буртом, подвижную плиту с установленной в ней матрицей с буртом, формующие знаки, подвижные в направлении, перпендикулярном оси формы, и выталкивающую систему, о т,ли чающаяся тем, что, с цеЛью обеспечения извлечения изделий с кольцевьлуги выступами, расположенными по высоте изделия на различном расстоянии от его центральной оси, бурты пуансона и матрицы установлены с зазором относительно опорных поверхностёй соответствующих плит с возможнб&тью осевого перемещения относительно них, а формующие знаки .выполнены разъемньами в вертикальной плоскости. - . - Источники информации, принятые во внимание при экспертизе 1. Демин Е. Н. Справочник rib прессформам, Леннздат, 1967, с. 174. . , 2о Лейкин Н. Н. Конструирование пресс-форм для изделий из плйстических масс , М.-Л,,Машиностроение, 1966, с. 96, р. 56,
653121
/;
в-г
фиг.б
