Настоящее изобретение относится к способу изготовления трубчатых штырьков и подобных изделий путем штамповки из металлической .-.енты. Эти штырькй могут быть ис :ользованы в ряде случаев, например, для изготовления цоколей для различных электровакуумных приборов, как то: радиоламп, газотронов, тиратронов, электроннолучевых приборов и пр.
Отличие предлагаемого способа от уже известных способов, когда металлическая лента пропускается червз прО филирО ванные валки для придания ей и-образного сечения и затам через дюзу для свертывания в трубку с последующей штамповкой, состоит в том, что изготовление шейки для дальнейшего отрезания штырька, с целью предохранения трубки от сплющивания, ведут путем одновременного давления В двух взаимно-перпендикулярных «аправлениях. Операции давления осуществляют так, что круговое сечение трубки переводят ;в эллиптическое большего и меньшего периметра, после чего эллиптическое сечение меньшего перИМетра переводят в круговое.
На чертеже фиг. 1 изображает механизм накатки, фиг. 2 - мехалшзм свертывания ленты, фиг 3.-:- механизм пропускания ленты через дюзу, фиг. 4 - продольный разрез штампа и фиг. 5- механизм обкатки.
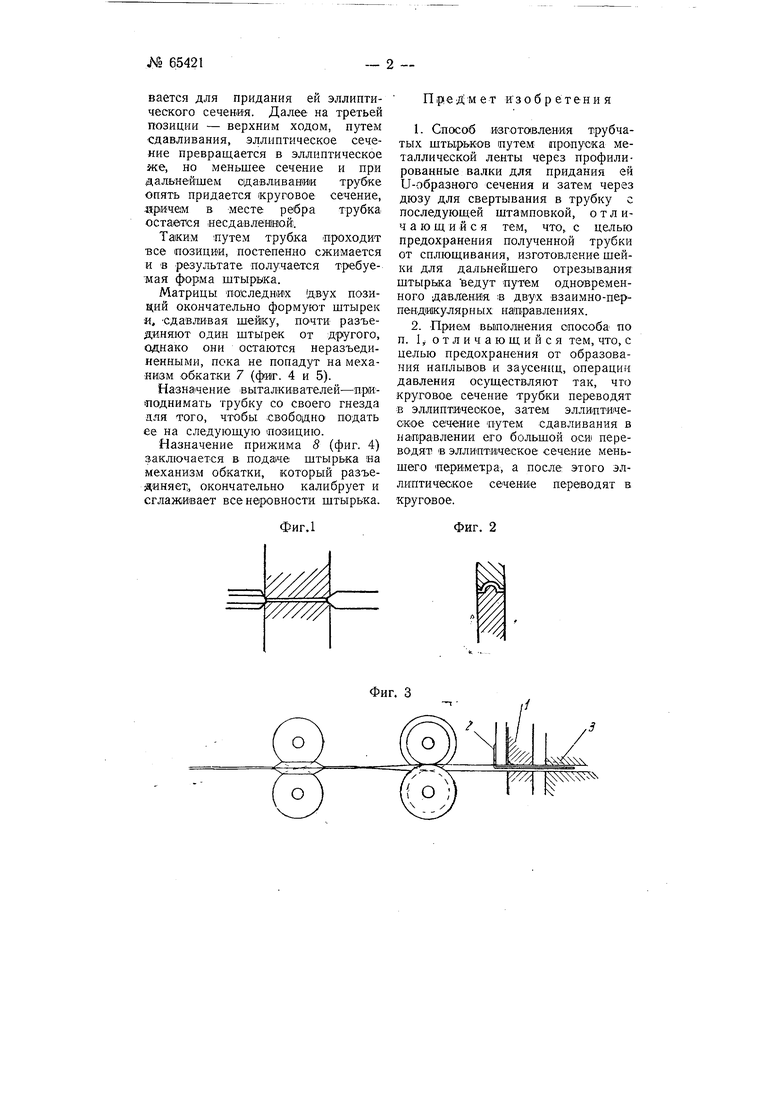
Из рулона плоская лента идет на механизм накатки (фиг. 1), которьи делает на 1продольно)м ребре ленты выступ, а на другом канавку. Затем лента поступает «а механизм свертывания (фиг. 2), при помощи которого на ленте делается U-образный лоток. Далее лента проходит через дюзу 1 (фиг. 3), в которую пропуще1Н стальной стержень 2. Здесь лента свертывается в трубку диаметром немного большиьм диаметра будущего штырька. Далее наготовленная таким образом трубка через подающий механизм 5 направляется на штамп.
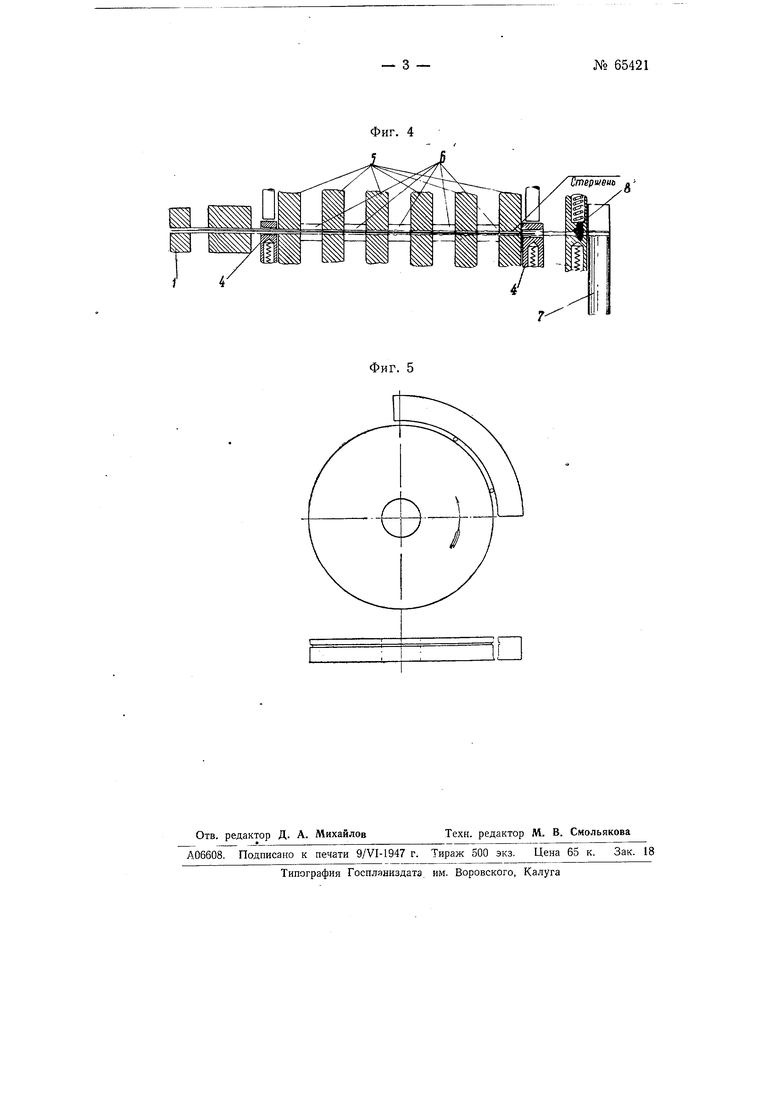
В штампе (фиг. 4) трубка поступает через направляющее отверстие выталкивателя 4 на матрицы верхнего и бокового хода 5 -н 6.
Давлением матриц в двух взаим1Ю перпен.д|икулярных направлениях на трубочке делается шейка; на второй позиции трубочка сдавливается для придания ей эллиптического сечения. Далее на третьей позиции - верхним ходом, путем сдавливания, эллиптическое сечение превращается в эллиптическое же, но меньшее сечение и при дальнейшем сдавливавии трубке опять придается круговое сечение, «ричем в месте ребра трубка остается несдавлен1во,й.
Таким Путем трубка -проходит все ПОЗИЦИЙ, постепенно сжимается и S результате получается требуемая форма штырька.
Матрицы Последних двух позиций окончательно формуют штырек -Н, Сдавливая шейку, почти разъединяют один штырек от другого, однако они остаются неразъединенными, пока не попадут на механизм обкатки 7 (фиг. 4 и 5).
Назначение -выталкивателей-приподнимать трубку со своего гнезда для того, чтобы -свободно подать ее на следующую позицию.
Назначение прижима 8 (фиг. 4) заключается в подане штырька на механизм обкатки, который разъединяет, окончательно калибрует и сглаж1И1вает все неровности штырька.
ФигЛ
Предмет изобретения
1.Способ изготавления трубчатых штырьКОВ путем пропуска металлической ленты через профилированные валки для придания ей U-образного сечения и затем через дюзу для свертывания в трубку с последующей штамповкой, отличающийся тем, что, с целью предохранения полученной трубки от сплющивания, изготовление шейки для дальнейшего отрезывадия штырька ведут путем одновременного давления s двух взаимно-перпендикулярных направлениях.
2.-Приам выполнения способа по п. 1 j о т л и ч а ю щ и и с я тем, что, с целью предохранения от образования наплывов и заусениц, операции давления осуществляют так, что кру,гов-ое сечение трубки переводят в эллиптическое, затем эллиптическое сечение «утем сдавливания в направлении его большой оси1 переводят в эллиптическое сечение меньшего Периметра, а после этого эллиптическое сечени-е переводят в Круговое.
Фиг. 2
Фиг. 3
Фиг. 4 /Стершш V I 
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ИЗДЕЛИЙ В ВИДЕ ПОЛЫХ ТЕЛ ВРАЩЕНИЯ | 1948 |
|
SU84967A1 |
| СШИВАТЕЛЬ-УШИВАТЕЛЬ ОРГАНОВ И ТКАНЕЙ | 2002 |
|
RU2242183C2 |
| МОДУЛЬНЫЕ СОЕДИНИТЕЛИ ДЛЯ ОСВЕТИТЕЛЬНОГО УСТРОЙСТВА В СБОРЕ | 2017 |
|
RU2719338C2 |
| КАРТРИДЖ | 2011 |
|
RU2520941C1 |
| Пресс-автомат с нижним приводом | 1974 |
|
SU522966A1 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
| ПРИБОР ДЛЯ ГИГИЕНЫ РТА | 2007 |
|
RU2457767C2 |
| ВОДОНЕПРОНИЦАЕМЫЙ РАЗЪЕМ ДЛЯ АКСЕССУАРОВ | 2007 |
|
RU2404494C1 |
| Станок для изготовления гладких спиралей из металлической ленты | 1956 |
|
SU109336A1 |
| ВСГСООЗНАЯ ,' БНБ:;;Г'"''^ЭДЯ/-^llEl^TEKA | 1971 |
|
SU297160A1 |