Предлагается автомат для изготовления из металлической ленты изделий в виде полых тел вращения, например штырьков для радиоламп.
Известны способы и станки для изготовления штамповкой из ленты замкнутых в стык полых изделий в форме тел вращения с использованием системы формовочных роликов.
Предлагаемый автомат отличается от известных тем, что лента свертывается в трубку прерывисто вращающимися под действием храпового механизма попарно расположенными горизонтальными и вертикальными формующими роликами, осуществляющими и подачу ленты, а также тем, что для предварительной и окончательной формовки изделия применены последовательно расположенные головки с радиально подвижными пуансонами, совершающими возвратно-поступательное движение в радиальном направлении. Такая конструкция автомата является более эффективной по сравнению с известными.
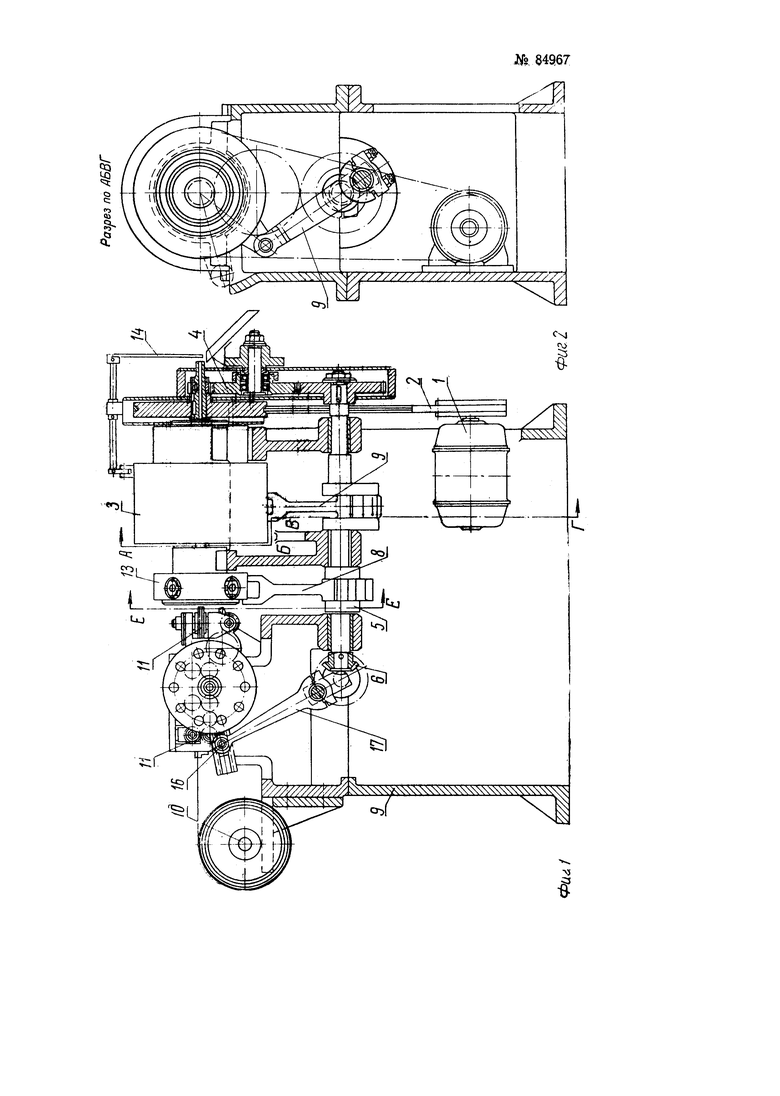
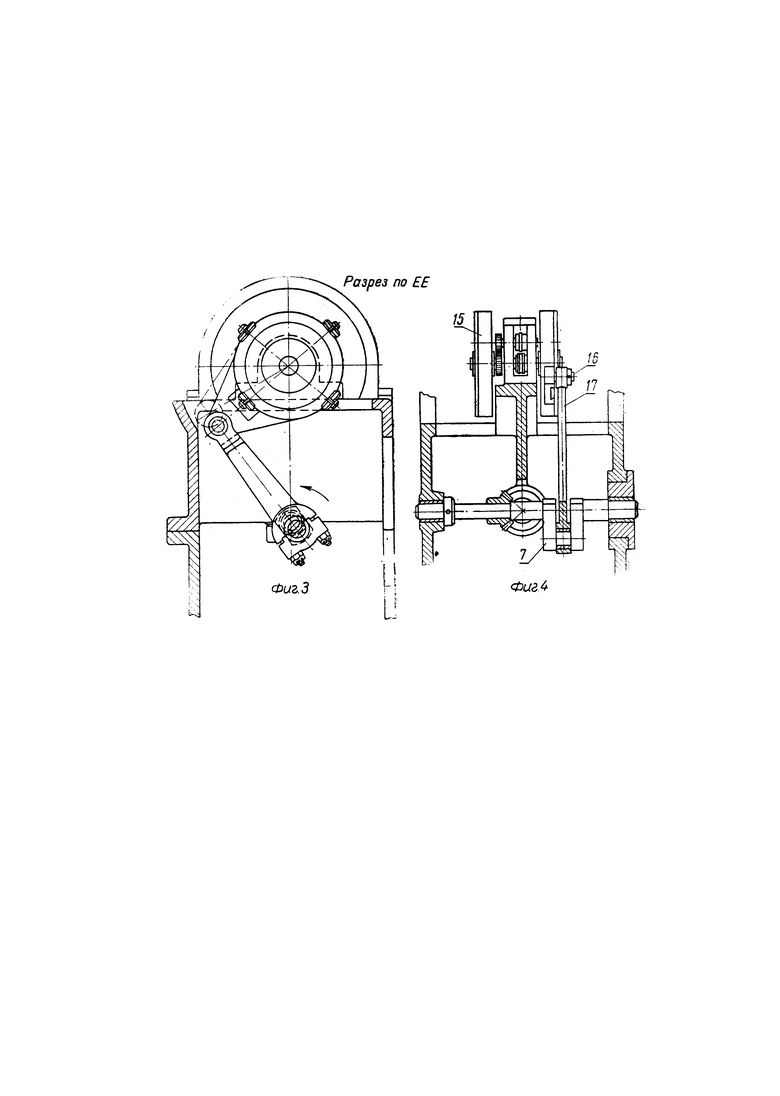
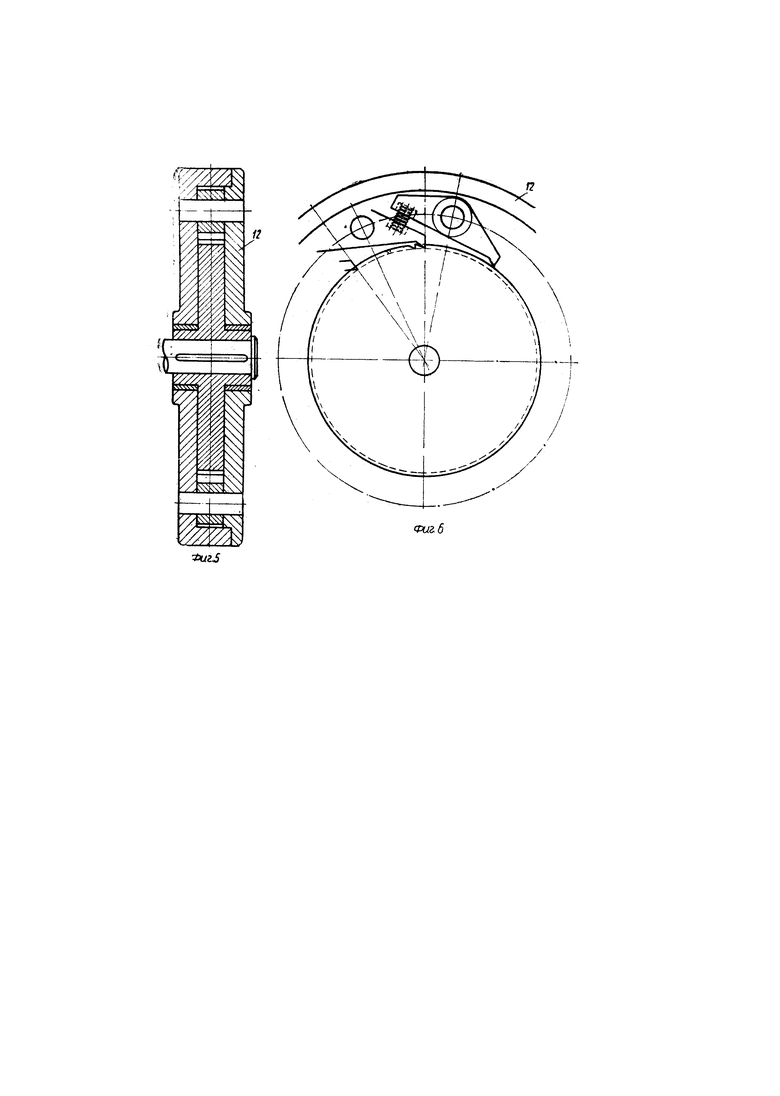
На фиг. 1 изображен автомат в продольном разрезе; на фиг. 2 - разрез автомата по АБВГ на фиг. 1; на фиг. 3 - разрез автомата по ЕЕ на фиг. 1; на фиг. 4 - привод дискового тормоза; на фиг. 5 - разрез храпового механизма; на фиг. 6 - храповой механизм, вид с торца.
Все органы автомата, предназначенные для свертывания ленты в трубку, обжатия, ее и окончательной формовки, приводятся в движение от общего привода, состоящего из электродвигателя 1 с клиноременной передачей 2, вала ротационно-обжимной головки 3, от которого с помощью зубчатой передачи 4 вращение передается продольному коленчатому валу 5 и затем конической зубчатой передачей 6 поперечному валу 7, предназначенному для вращения формующих роликов. Вал 5 шатунами 8 и 9 связан с головками: обжимной 13 и ротационно-обжимной 3.
Катушки с лентой надеваются на ось магазина 10. Конец ленты пропускается через формующие ролики 11, расположенные попарно: три пары в вертикальной и одна пара в горизонтальной плоскостях и периодически вращающиеся под действием храпового механизма 12.
Минуя ролики 11, трубка поступает на обжимную головку 13, где она обжимается до заданного диаметра с помощью радиально расположенных пуансонов.
После обжимной головки 13 трубка проходит ротационно-обжимную головку 3, которая производит окончательную холодную обкатку всего профиля изделия и одновременно отделяет готовые изделия от трубки с помощью маятникового отсекателя 14. Головка 3 имеет радиально расположенные пуансоны, которые при своем возвратно-поступательном движении наносят вибрационные удары по изделию.
Формующие ролики снабжены дисковым тормозом 15 постоянного действия, предназначенным для остановки роликов при обратном ходе храпового механизма. Качательное движение храповой механизм получает от поперечного коленчатого вала 7.
Период качаний, а следовательно, и подача ленты могут регулироваться за счет перемещения оси 16 присоединения шатуна 17 к корпусу храпового механизма.
1. Автомат для изготовления из металлической ленты изделий в виде полых тел вращения с использованием формующих роликов, отличающийся тем, что для осуществления операций подачи свертки ленты в трубку применены попарно расположенные в вертикальной и горизонтальной плоскостях формующие ролики, периодически вращающиеся под действием храпового механизма.
2. Форма выполнения автомата по п. 1, отличающаяся тем, что, с целью обеспечения предварительной формовки изделий, применена головка с радиально-расположенными пуансонами, совершающими возвратно-поступательное движение.
3. Форма выполнения автомата по п. 1, отличающаяся тем, что для окончательной формовки и отделения готовых изделий применена головка с радиально-расположенными пуансонами, наносящими при своем возвратно-поступательном движении вибрационные удары по изделию.
