Применяемый метод изготовления ленточных спиралей ребристых радиаторов путем гофрирования мало производителен.
Описываемый станок для изготовления металлических ленточных спиралей, служащих ребристой поверхностью цилиндрических радиаторов, производит формовку спирали путем прокатки прямой ленты с прямоугольного поперечного сечения на трапецеидальное посредством цилиндрических валков, оси которых перекошены под некоторым углом так, что выходящая из них лента приобретает удлинение на одной из сторон и, как следствие этого, искривление по определенному радиусу.
Станок позволяет изготовлять спирали из относительно тонкой и широкой ленты, плоскость которой должна быть перпендикулярна оси спирали и должна оставаться гладкой.
Кроме того, на станке можно производить навивку.спирали на цилиндр с заданным шагом.
Станок состоит из двух основных узлов: формующего устройства, проходя через которое прямая лента - заготовка переходит в спиральную с постоянным или переменным радиусом закруглений, и устройства для навивки спирали на цилиндр с натягом.
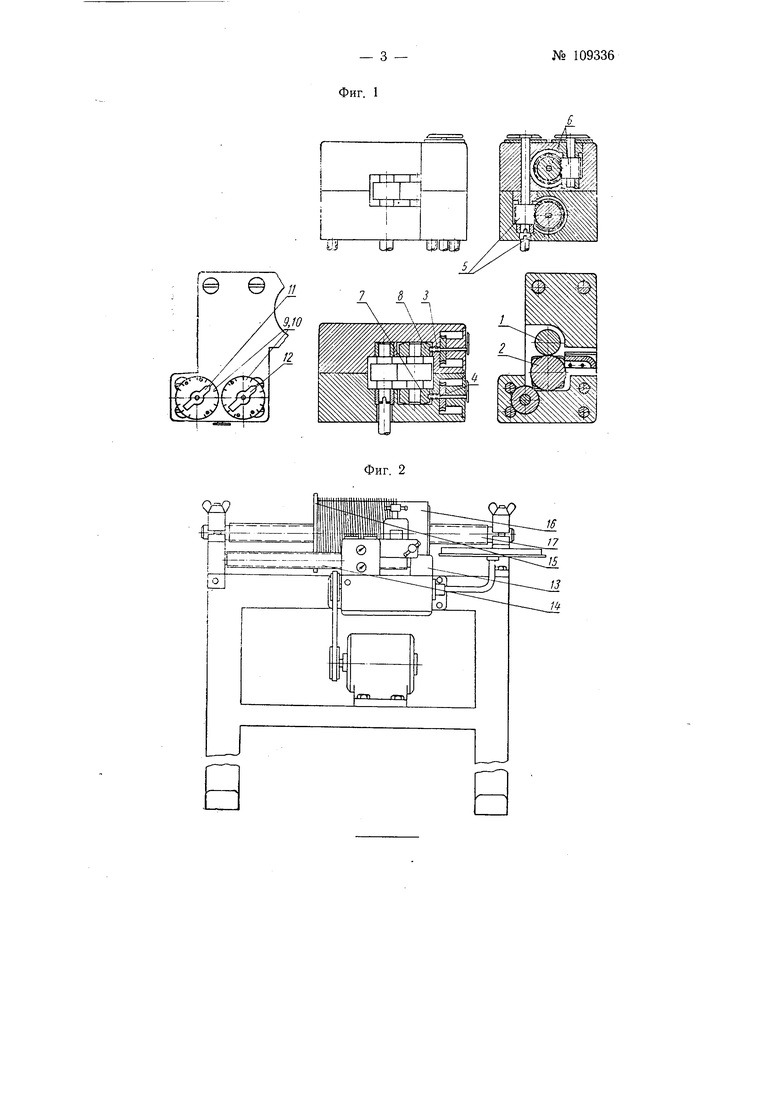
На фиг. 1 изображено формующее устройство станка; на фиг. 2- устройство для навивки спирали.
Формующее устройство имеет два цилиндрических валка 1 и 2, между которыми пропускается лента. Валок / является ведущим и связан через редуктор с валом электродвигателя. Валок 2 нажимной, причем давление передается через винты 3 и 4 к червячныепередачи 5 и 6 отдельно на каждый из концов валка через плавающие подщипники 7 и 5, а подача отсчитывается по шкалам 9 ц W с точностью до 0,5 мк. Эффект закругления прямой линии обусловлен неодинаковым натягом на концы оси, вследствие чего лента после прохождения между валками принимает в сечении форму трапеции, а в плане -форму дуги
постоянного радиуса. Последний регулируется изменением натяжения на один из концов оси нажимного валка вращением стрелок 11 и 12.
Для получения спиралей с переменным радиусом кривизны включается дополнительный механизм, плавно изменяющий натяжение.
В устройство для навивки спирали входит механическая передача 13,14 -и. 15, с помощью которой вращение передается барабану 16, на который навивается спираль. При вращении цилиндр перемещается в осевОМ направлении, так как осью его является неподвижный винт 17. Шаг резьбы должен быть равен заданному шагу навивки спирали.
Спиралеобразная лента после выхода из валков поступает на барабан. Натяжение ленты вдоль окружности цилиндра создается при протягивании ленты через закругление неподвижного конического ролика.
Натяжение необходимо для того, чтобы- внутренний рант спирали плотно ложился на поверхность барабана; тогда плос| ость ленты в местах наименьщего радиуса кривизны будет перпендикулярна оси барабана, ,а в местах наибольшего радиуса наклонится к оси барабана под некоторым углом.
После навивки и закрепления концов спирали на барабане последний снимается и лента на барабане отжигается для снятия наклепа. Затем весь рулон спирали прессуется на гидравлическом прессе. При последней операции устраняются искривления и конусность отдельных участков спиральной ленты.
После этого спираль одевается
на цилиндр и на том же станке распределяется с небольшим натяжением по поверхности цилиндра с необходимым шагом.
Сменные шестерни коробки передач подбираются таким образом, чтобы линейная скорость вращения барабана весьма мало превосходила линейную скорость вращения ведущего Балка. Во время работы валков и навивки спирали на барабан по мере израсходования запаса ленты выключают соответствующую муфту-шестерню, останавливая барабан и возобновляя запас.
Станок может обрабатывать ленты толщиной 0,5 мм и тоньше, причем материалом для ленты могут служить все металлы и сплавы, подвергающиеся прокатке в холодном состоянии.
Станок может быть использован в производстве радиаторов мощной генераторной лампы. Вместо штамповки большего числа тонких кольцеобразных пластин, служащих обычно ребрами радиаторов особо мощных ламп, на цилиндр анода навивается на ребро сплошная опираль медной ленты.
Предмет изобретения
Станок для изготовления гладких спиралей из металлической ленты, отличающийся тем, что формовка спирали производится путем прокатки прямой ленты между цилиндрическими валками, оси которых расположены под определенным точно отсчитываемым углом, определяющим радиус кривизны Получаемой спирали.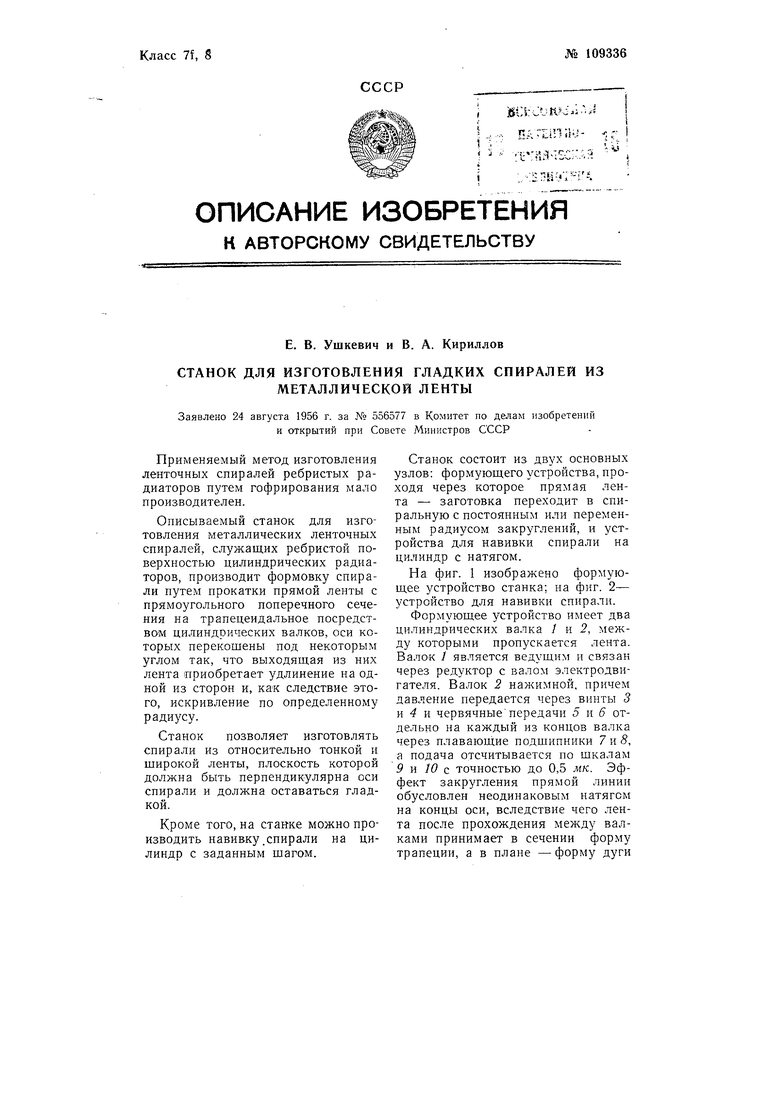
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для спиральной навивки корпусов сосудов высокого давления | 1977 |
|
SU940954A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ СПИРАЛЕЙ ДЛЯ ЭЛЕКТРОДОВ КАРДИОСТИМУЛЯЦИИ | 2003 |
|
RU2243845C1 |
| Способ изготовления подогревателя | 1978 |
|
SU716080A1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| Автоматический станок для изготовления панцирных сеток кроватей | 1958 |
|
SU122735A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| Устройство для изготовления труб общего назначения из различных пластмасс | 1950 |
|
SU92405A1 |