С целью предотвращения образования складок в процессе глубокой вытяжки применяют прижимное кольцо.
Однако примепение прижимного кольца вызывает дополнительные растягивающие напряжения в материале, и вытягиваемое изделие часто обрывается у дна.
Предлагаемый способ вытягквания изделий из листового металла заключается в том, что заготовка во все время вытягивания в рашается, почти исключая процесс складкообразования. Степень вытяжки в этом случае также значительно увеличивается. Вращение заготовки достигается тем, что ее зажимают между торцами пуансона и выталкивателя и вместе с «ими врапипот щ течение всего процесса вытягивания.
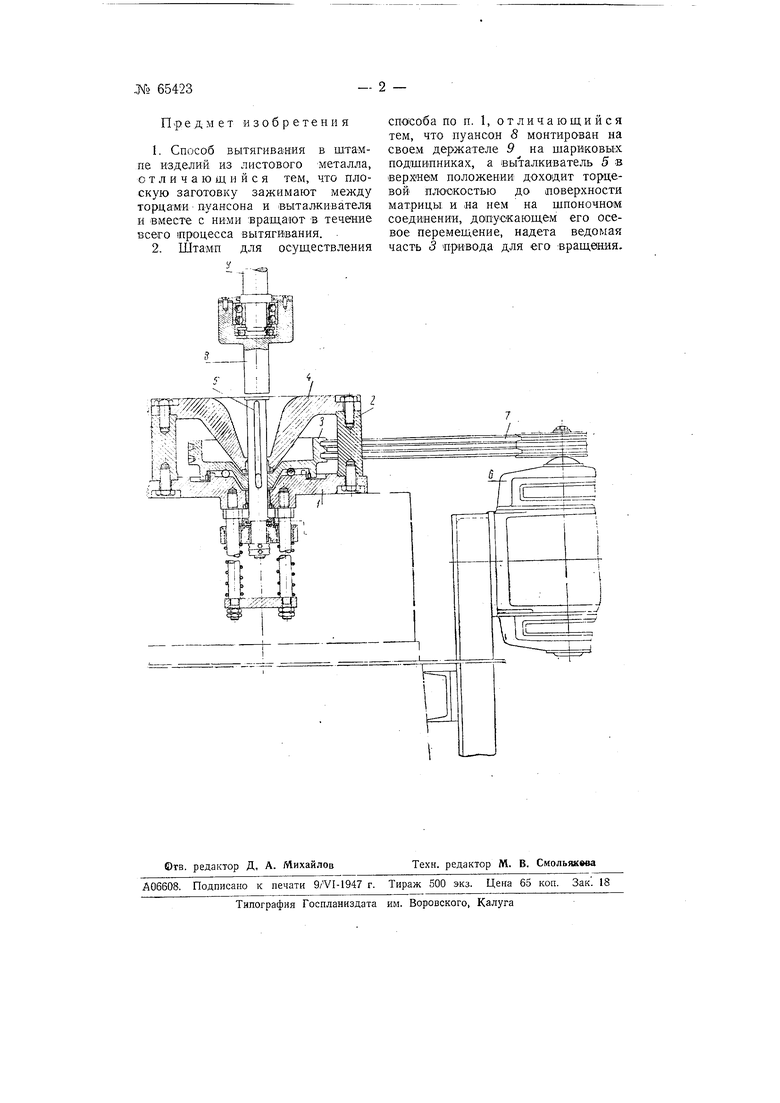
Чертеж изображает продольный разрез предлагаемого штампа для осуществления указанного способа.
Нижняя часть штампа представляет собою матрицу 4, укрепленную посредством кольца 2 к основанию /.
Валик 5, являющийся одновременно прижИМом и выталкивателем
заготовки, вращается посредством шкива 5 и имеет возможность в процессе вытяжки отпускаться вниз. Возврат валика в первоначальное положение осуществляется выталкивающей системой, смонтированной под основаняем штампа.
Вращение шкива 3 осуществляется мотором 6 посредством тексропной передачи 7.
Мотор укреплен на боковой стенке стола пресса.
Пуансон 8 -насажен на держатель 9 посредством шариковых подшипников и имеет возможность свободно вращаться вместе с заготовкой.
Держатель закрепляется нормально к верхнему ползуну пресса. Заготовка материала укладывается на неподвижной матрице и при зажатии ее между пуансоном 8 и вращающимся .выталкивателем 5 начинает также вращаться, Выталкиватель 5 п пуансон 8 имеют насечку на торцах во избежание проворачивания заготовки.
Образующиеся в процессе вытяжки небольшие складки при дальнейшем проникновении пуансона разглаживаются благодаря вращению заготовки.
П редмет изобретения
1.Способ вытягивания в штампе изделий из листового металла, отличающийся тем, что плоскую заготовку зажимают между торцами пуансона и выталкивателя и iBMecTe с ними вращают в течение всего процесса вытягввания. .
2.Штамп для осуществления
P f ri-r-77/777
i%
способа по п. 1, отличающийся тем, что пуансон 8 монтирован на своем держателе 9 на шариковых подшипниках, а выталкиватель 5 в верхнем положении доходит торцевой плоскостью до поверхности матрицы, и на нем на шпоночно1М соединении, допуокающем его осевое перемещение, надета ведомая часть 5 Привода для его вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вытяжной штамп | 1949 |
|
SU80681A1 |
| Штамп для изготовления полых деталей | 1988 |
|
SU1567306A1 |
| Штамп для вытяжки цилиндрических изделий | 1985 |
|
SU1276394A1 |
| Штамп для вытяжки | 1976 |
|
SU642050A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| Штамп для вытяжки с противодавлением | 1977 |
|
SU645733A1 |
| Штамп для листовой штамповки | 1985 |
|
SU1319972A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ НА МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 1994 |
|
RU2077402C1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Штамп для формовки | 1980 |
|
SU912339A1 |