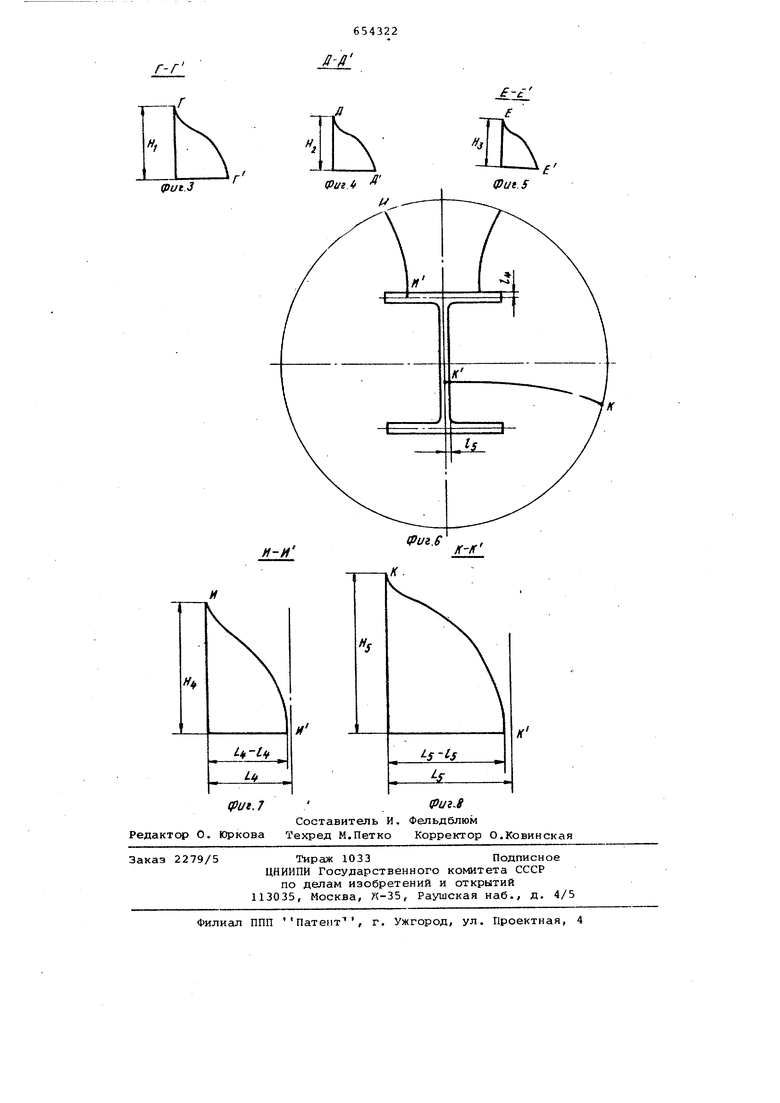
развертка по условной линии тока ГГ на фиг.; на фиг. 4 - развертка по условной линии тока ДДна фиг. 1; на фиг. 5 - развертка по условной линии тока ЕЕфиг. 1 на фиг. б - одноочковая матрица С условными литечения металла ИИ и ниями раздела КК; на фиг. 7 - ра.звертка по условной линии тока Ии на фиг. 8 - раз-вертка по условной линии тока кк,. Матрица состоит из эаходной ворон ки 1, наружная кромка которой расположена на периферии 2, и одного или нескольких калибрующих поясков 3. На поверхности воронки, выполненной по клотоиде,показаны условные линии тока, а также условные линии раздела те чения металла.Высота эаходной воронки является величиной переменной и определяется по вышеприведенной форм ле. Устройство работает следуюгдим образом. Прессуемый слиток из контейнера пресса выпрессовывается через матриц в результате чего образуются изделия сложного профиля, форма, количество и размеры которых зависят от количес ва и геометрических размеров рабочих поясков. Благодаря переменной высоте заходной части воронки и выполнению ее поверхности по клотоиде обеспечиваются благоприятные условия для истечения металла, в результате чего повышаете; качество прессуемых изделий . . Формула изобретения Матрица для прессования изделий сложного профиля, содержащая один 1ли несколько калибрующих поясков и заходную воронку, наружная кромка которой расположена на периферийной поверхности матрицы, а поверхность с образованными на ней условными линиями тока и раздела течения металла выполнена по клотоиде , с максимальной кривизной на биссектрисах соответствующих углов входного и выходного его участков и с минимальной кривизной на входе .в воронку, выходе из нее и переходном участке клотоиды между входным и выходным участками, отличающаяся тем, что, с целью повышения качества npeccyeNWx изделий, высота заходной воронки на соответствующих проекциях линий тока по периметру матрицы и по линии раздела течения металла выполнена с размерами, определяелмми из соотношения (.-x)K величина вытяжки; Ц - длина проекции линии тока; С- отрезок длины проекции линии тока соответствующего элемента изделия; К- величина, зависящая от свойств прессуемого материала (О К 1) . Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 365185, кл. В 21 С 25/02, 1972.
Pui.l
8-8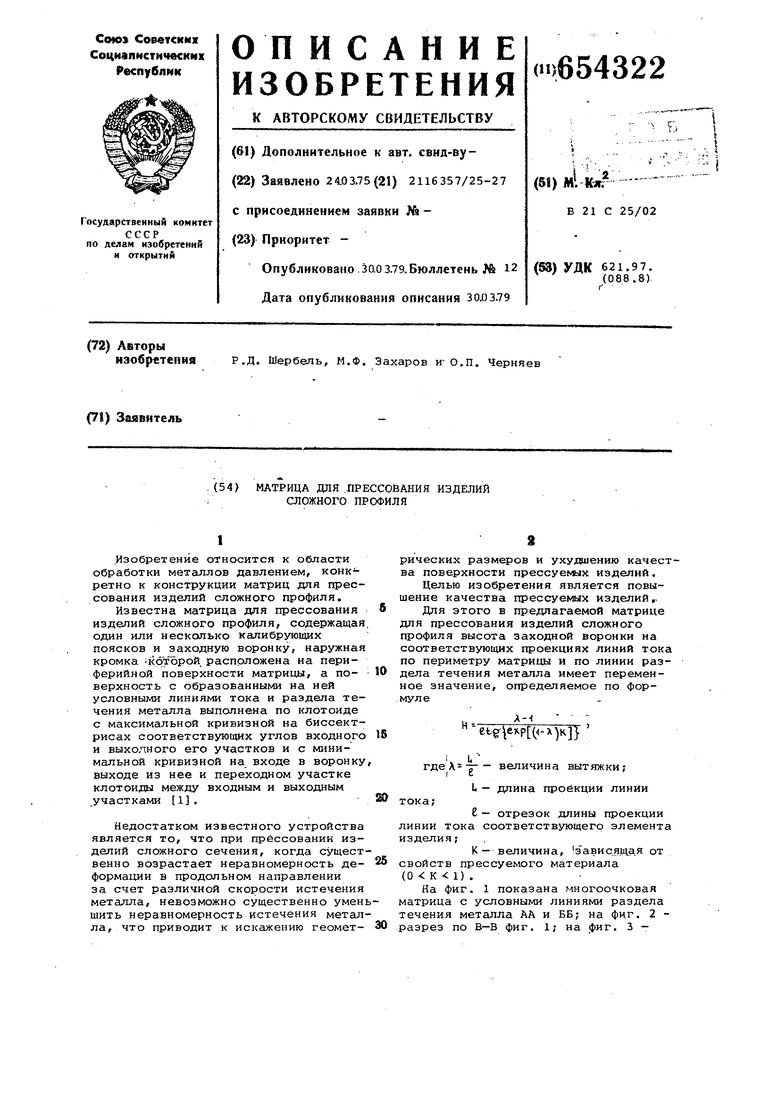
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования кольцевых профилей | 1975 |
|
SU573212A1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ТРУДНОДЕФОРМИРУЕМЫХ | 1973 |
|
SU365185A1 |
| Матрица для прессования фасонных профилей | 1985 |
|
SU1281317A1 |
| Матрица для прессования | 1978 |
|
SU706149A1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРОФИЛЕЙ СЛОЖНОГО | 1973 |
|
SU390850A1 |
| Матрица для прессования оребренных изделий | 1980 |
|
SU927355A1 |
| Устройство для многоканального прессования полых заготовок | 1988 |
|
SU1636082A1 |
| Заготовка для прессования | 1980 |
|
SU889177A1 |
| Способ получения формообразующего инструмента для прессования | 1979 |
|
SU979005A1 |
| Матрица для прессования профилей | 1978 |
|
SU747556A1 |