(54) СПОСОБ ПОЛУЧЕНИЯ ФОРМООВРАЗУКедЕГО ИНСТРУМЕНТА ДЛЯ ПРЕССОВАНИЯ
Изобретение относится к области обработки металлов давлением, в частности к инструментальному производству, и может быть использовано при изготовлении матриц для прессования профилей из различных, преимущест,венно труднодеформируемых материалов
Известен способ получения формообразующего инструмента для прессо- вания преимущественно труднодеформируемых материалов с помощью -смазочной шайбы, включающий установку в контейнер с плоской матрицей шайбы и последующее прессование flj .
По этому способу в процессе деформирования шайба приобретает форму естественной заходной воронки определенной геометрии. Как правило контур заходной воронки близок к сиг- . моидальному. Однако смазочная шайба, образуя естественный контур заходной полости, лишь помогает инструменту в определенный момент создавать благоприятные условия для деформирования металла, так как неоднородность состава смазки, относительно малая плотность, а также другие факторы не позволяют ее рассматривать собственно как инструмент. К недостаткам этого способа.следует также отнести непостоянство геометрии контура, образованного смазкой во время процесса, из-за ее утечки в канал матрицы. Кроме того, смазочная шайба и прессуемое изделие изготавливаются из совершенно раЭличных материалов, позтому образованный смазочной шайбой контур нельзя называть естественным.
10
Наиболее близким к изобретению техническим решением из известных является способ определения характера течения металла заготовки при прессовании, по которому сборную
15 из двух половин заготовку вместе с шайбой помещают в контейнер на плоскую матрицу и совместно прессуют до установившейся стадии 2.
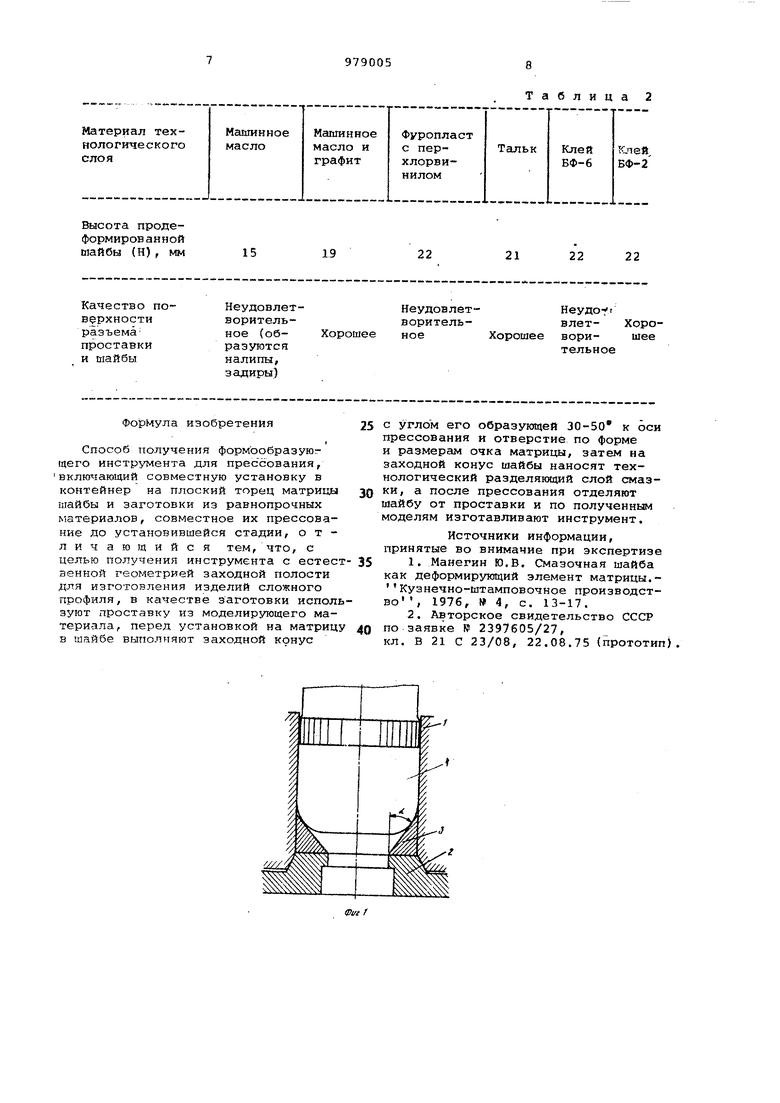
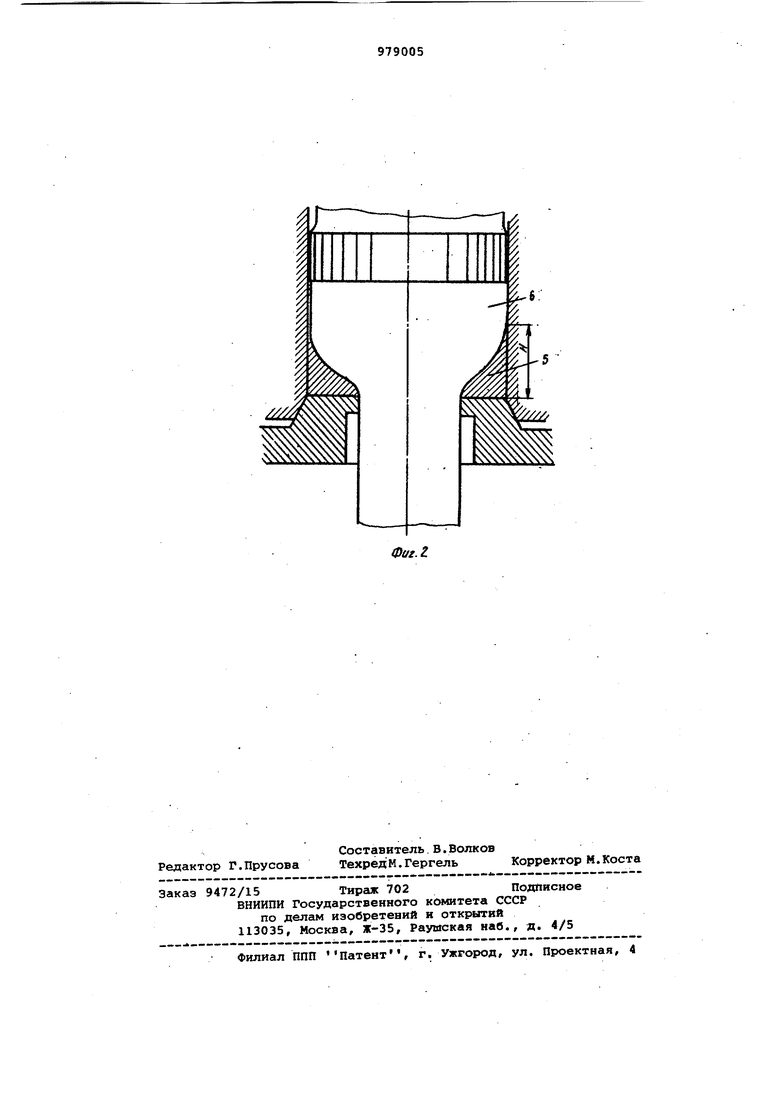
При этом в результате деформирова20ния шайба приобретает форму застойной зоны и образует как он заходную полость матрицы. После прекращения процесса прессостаток разрезали и VB диаметргшьном сечении наблюдали контур продеформированной шайбы (контур заходной полости матрицы). Варьируя соотношением прочности материала заготовки и шайбы получали различные (выпуклую, вогнутую и клиновую) об30 раэук1дие заходной полости матрицы. Указанный способ обладае.т рядом недостатков. Способ позволяет определить и относительно просто определить форму заходной полости матрицы для прессования круглого профиля. В случае же прессования фасонно го профиля чтобы определить конФигурацию заходной полости по всему периметру матрицы пришлось бы делать бесконечное множество радиальных сечений, что само по себе уже весьм трудоемко. То есть получить модель инструмента для изготовления изделий сложной формы по описываемому способу очень трудоемко. Целью изобретения является получение инструмента с естественной геометрией заходной полости для изготовления изделий сложного профиля. Поставленная цель достигается те Гго в способе получения формообразующего инструментацдля прессования включающем совместную установку в контейнер на плоский торец матрицы шайбы и заготовки из равнопрочных материалов, совместное их прессование до;установившейся стадии, в качестве заготовки используют простав ку из моделирующего материала, пере установкой на матрицу в шайбе выпол няют заходной конус с углом его образующей 30-50 к оси прессования и отверстие по форме и размерам очка матрицы, затем на заходной конус шайбы наносят технологический разде ляющий слой смазки, а после прессования отделяют шайбу от проставки и по полученным моделям изготавливают инструмент. На фигЛ изображено устройство для реализации способа в исходном, положении, продольный разрез; на фиг.2 - то же, в установившейся, стадии прессования. Пример . Получали матрицы для прессования профилей таврового сечения из жаропрочных сталей. В контейнер 1 (см. фиг.1) с разъ емной плоской матрицей 2 устанавлив ли шайбу 3 из предварительно пропрессованного легированного теллуром свинца с отверстием, соответствующим форме и размерам канала матр цы, и заходной конической полостью с углом «:, 45°. Заходная полость на шайбе служит для более быстрого достижения установившейся стадии процесса. На поверхность шайбы наносили разделительный слой из бакелитофенольного клея БФ-2. Затем на шайбу помещали заготовку 4 из того же моделирующего материала. Передний торец заготовки 4 имел радиальное скругление радиусом, равньм половине радиуса контейнера 1, имеквдего то же назначение, что и заходная по лрстьна шайбе. После этого осуществляли прессование до установившейся стадии пррцесса (см.фиг. 2), В результате совмё стного деформирования шайбы 3 и заготовки 4, разделенных технологическим слоем из БФ-2, получали модели, которые извлекали из контейнера благодаря разъемной матрице и свободно разделяли. По модели 5, образованной шайбой, изготавливали точным литьем матрицу из стали Зд2В8, которую после полировки гравюры и азотировакия использовали для прессования таврового профиля из жаропрочной стали. По модели б, образованной заготовкой, тем же способом получали мастер-пуансоны, которыми была отштампована партия матриц в количестве 60 штук. Первый вариант рационально использовать в том случае, когда программа изготовления матриц невелика, второй - в случае производства большого числа матриц. Исходный угол заходной полости шайбы выбирается таким образом, чтобы объем металла шайбы был несколько больше объема металла застойной зоны, образованной при прессовании идентичного металла через плоскую матрицу того же профиля. При этом после деформирования до установившейся стадии высота полученной продеформированной шайбы должна быть равна высоте этой застойной зоны. Для поиска такого угла проводили серию экспериментов, в которых использовали углы заходной полости шайб от 30 до 70 с интервалом в З. Результаты экспериментов показали, что при углах шайбы от 30 до 50 объем металла в исходной шайбе был больше объема металла в застойной зоне,и поэтому естественный контур заходной полости шайбы образовывался во всехэтих вариантах, правда, через разные промежутки времени. При углах от 55 до 70 объем металла шайбы был меньше объема металла з.астойной зоны, и естественный контур заходной полости шайбы не образовы,вался. Из эксперимента по деформированию заготовки через плоскую матрицу того же профиля была определена высота застойной зоны (22 мм), которая и определяла конфигурацию естественной образукяцей заходной полости будущей матрицы. Результаты экспериментов по определению оптимального исходного угла заходной полости шайбы сведены в табл.1. .Серии .экспериментов по определению оптимального интервала углов заходной полости исходной шайбы позволили сделать вывод, что этот интервал может быть определен по указанной тех нологии для лнЛогофасонногопрофил однако он всегда будет острым, так как средний угол застойной зоны, об разованный при прессовании через плоскую.матрицу, всегда меньше прямого. Для описанного примера из табл.1 следует, что оптимальным с точки зрения минимума усилия-, а также вре мени протекания процесса формообразования является интервал 40-50. Поэто г; у в примере выбран угол в 45 Однако для формообразования моде лей с естественной гес 1етрией заходной полости еще недостаточно выбрать шайбу оптимальной геометрии. Необходимо также наличие технологического слоя на контактирующей по.верхности проставки и шайбы. Цель этого технологического слоя не стол ко в обеспёчении разделения простав ки и шайбы после деформирования, сколько в создании условий для формирования естественной образующей заходной полости. Данные экспериментов по использованию различных материалов в каче ве технологического слоя сведены в табл.2. Как следует из табл.2, ие все материалы технологического слоя обеспечивают как качественную поверхность раздела моделей, так и их требуемую форму, а лишь такие материалы как БФ-2 и в какой-то мере тальк могут использоваться в качестве разделительного слоя. Из анализа табл.1 и 2 следует, что лишь совокупность оптимальной геометрии заходной полости исходной шайбы и оптимального технологического слоя создают условия для формо-.обраэования естественной, образующей заходной полости моделей. А именно использование в эксперименте шайбы с углом заходной полости 45 и технологического слоя из БФ-2 позволяет получать продеформированную шайбу высотой 22 мм с геометрией, идентичной форме застойной зоны, т.е. естественной образуивдей течения материала . Использование описываемого способа получения формообразующего инструмента для прессования обеспечивает по сравнению с существующими способами следьтощие преимущества: повышение стойкости инструмента за счет более благоприятного течения металла при прессовании; снижение неравномерности деформаций, улучшающее качество npeccye№ix изделий; расширение технологических возможностей в облаоти прессования 1труднодеформируемых материалов; получение атриц с идентичной или близкой к естествениому контуру геометрией заходной полости. Суммарный экономический эффект от использования описываемого способа около 10430,6 руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВОЙ ЗАГОТОВКИ | 2011 |
|
RU2478013C1 |
| Способ изготовления труб изТРудНОдЕфОРМиРуЕМыХ СплАВОВ | 1979 |
|
SU845929A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| Способ определения параметров деформации при обработке металлов давлением | 1980 |
|
SU890062A1 |
| СМАЗОЧНАЯ ШАЙБА ДЛЯ ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ СТАЛЬНЫХ ТРУБ И ПРОФИЛЕЙ | 2011 |
|
RU2479370C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379148C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ | 2014 |
|
RU2554261C1 |
| Матрица для прессования профилей | 1978 |
|
SU747556A1 |
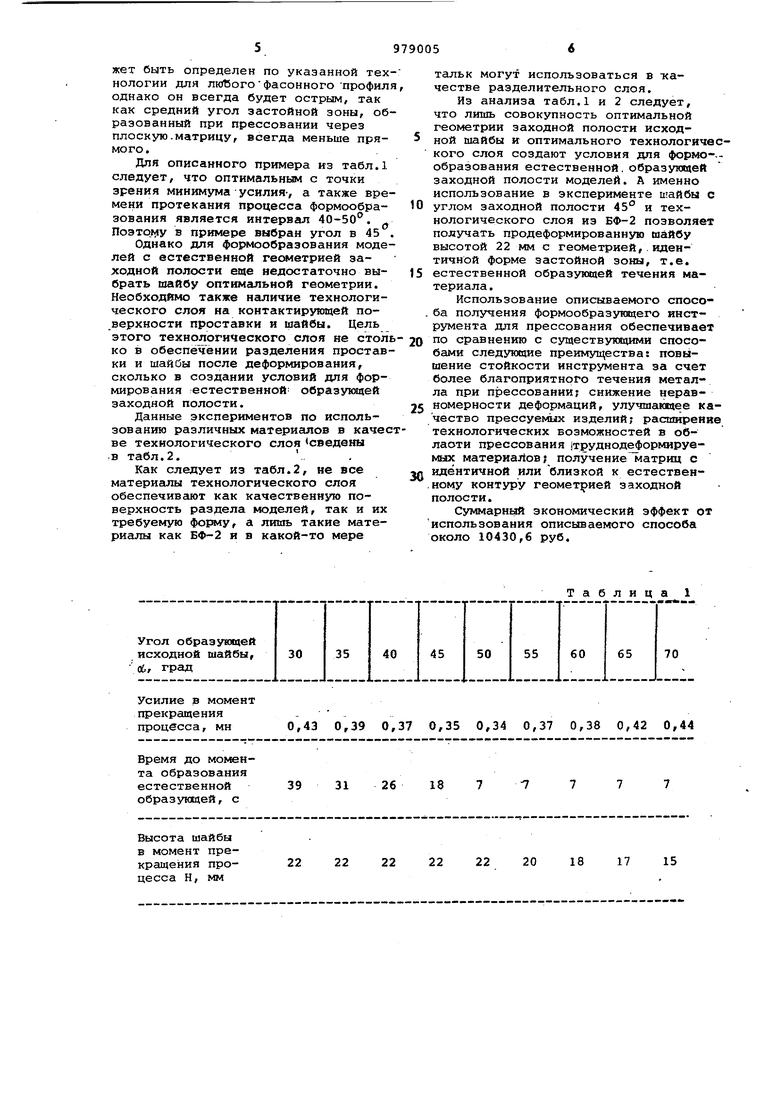
Усилие в момент прекращения 0,43 0,39 0,37 0,35 процесса, мн Время до момента образования 39 31 26 18 естественной образующей, с Высота шайбы в момент пре22 22 22 кращения процесса Н, мм
Таблица 1
15 0,34 0,37 0,38 0,42 0,44 7 7 7 7 22 20 18 17
15
19 Качество поНеудовлетв рхностиворительное (обХорошее ное разъемаразуютсяпроставки и шайбы налипы, задиры) Формула изобретения Способ получения формообразую. инструмента для прессования, I включающий совместную установку в контейнер на плоский торец матрицы шайбы и заготовки из равнопрочных материалов, совместное их прессование до установившейся стадии, отличающийся тем, что, с целью получения инструмента с естес зенной геометрией заходной полости для изготовления изделий сложного профиля, в качестве заготовки испол зуют лроставку из моделирующего материала, перед установкой на матриц в майбе выполняют эаходной конус
Таблица 2
22
22
21
22 Неуд вори Неудо влет- Хоровори- шее тельное с углом его образующей 30-50 к оси прессования и отверстие по форме и размерам очка матрицы, затем на заходной конус шайбы наносят технологический разделяющий слой смазки, а после прессования отделяют шайбу от проставки и по полученным моделям изготавливают инструмент. Источники информации, принятые во внимание при экспертизе 1. Манегин Ю.В. Смазочная шайба как деформирующий элемент матрицы.Кузнечно-штамповочное производство , 1976, 4, с. 13-17. 2. Авторское свидетельство СССР по заявке № 2397605/27, кл. В 21 С 23/08, 22.08.75 (прототип)
1-5
