Изобретение относится к деформирующему инструменту для прессования металлов.
Цель изобретения - повышение стой
кости матрицы путем исключения изгюса g винтовой), и проекцией на это сече1)абочей тюперхности метоллом пресс- остатка при его извлечении и снижение трудоемкоЬти ее изготовления путем обеспечения вьтолнеиия канала выдавливанием.
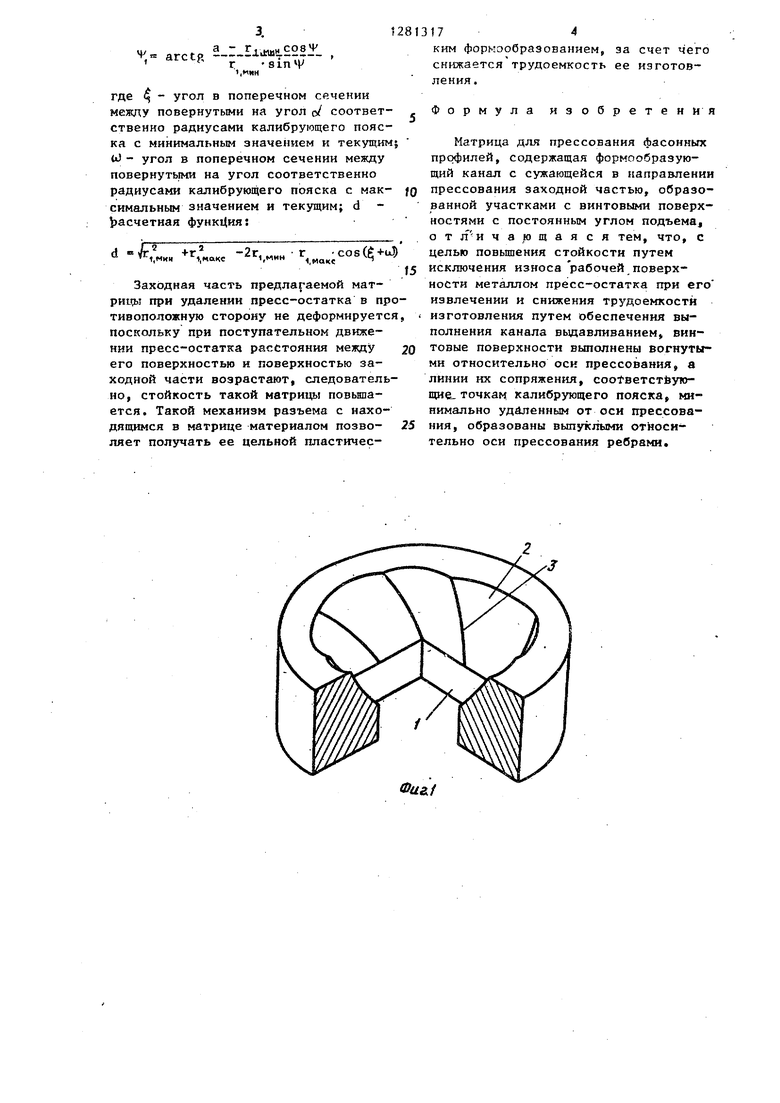
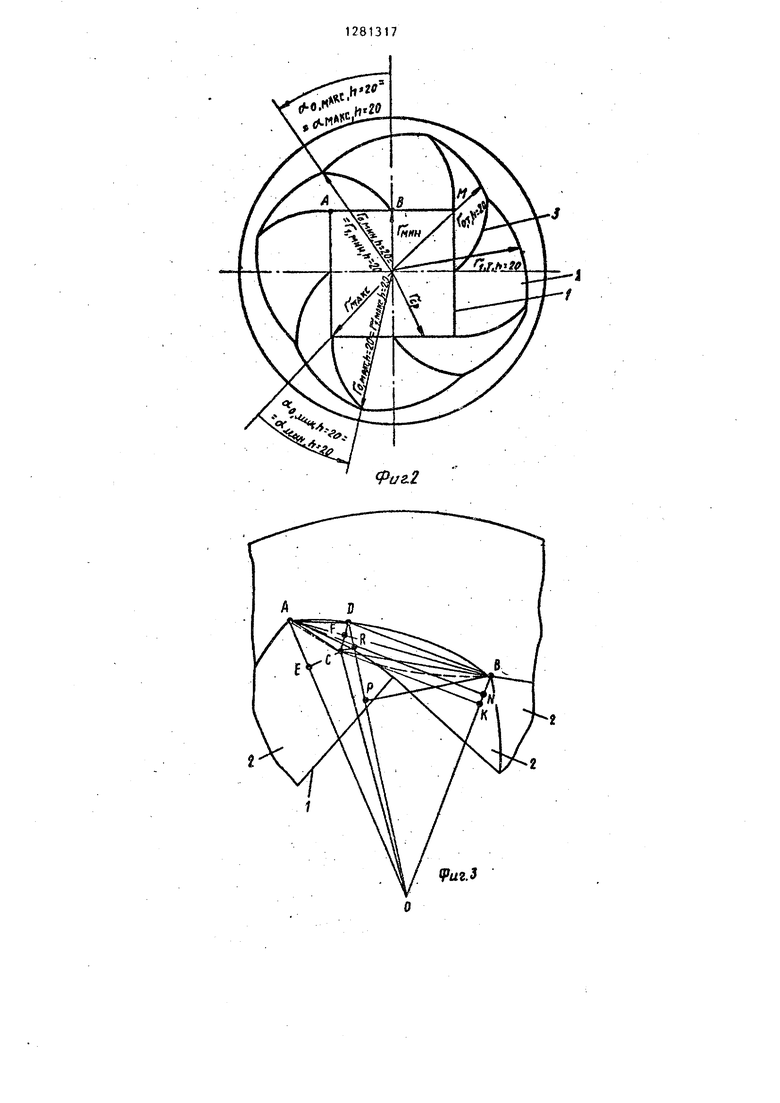
На фиг. 1 изображена матрица для прессования фасоппьк профилей, аксо-. иометрия; на фиг, 2 - то же, вид сверху; на фиг. 3 фрагмент заход- ной части матрицы, соответствующий точкам калибрующего пояска, расстояния которых от оси прессования при обходе контура против часовой стрелки возрастают, поперечное сече™
ние радиуса, проведенного из оси прессования к соответствующей точке калибрующего пояска; h - расстоя ния точек поверхности зяходной част
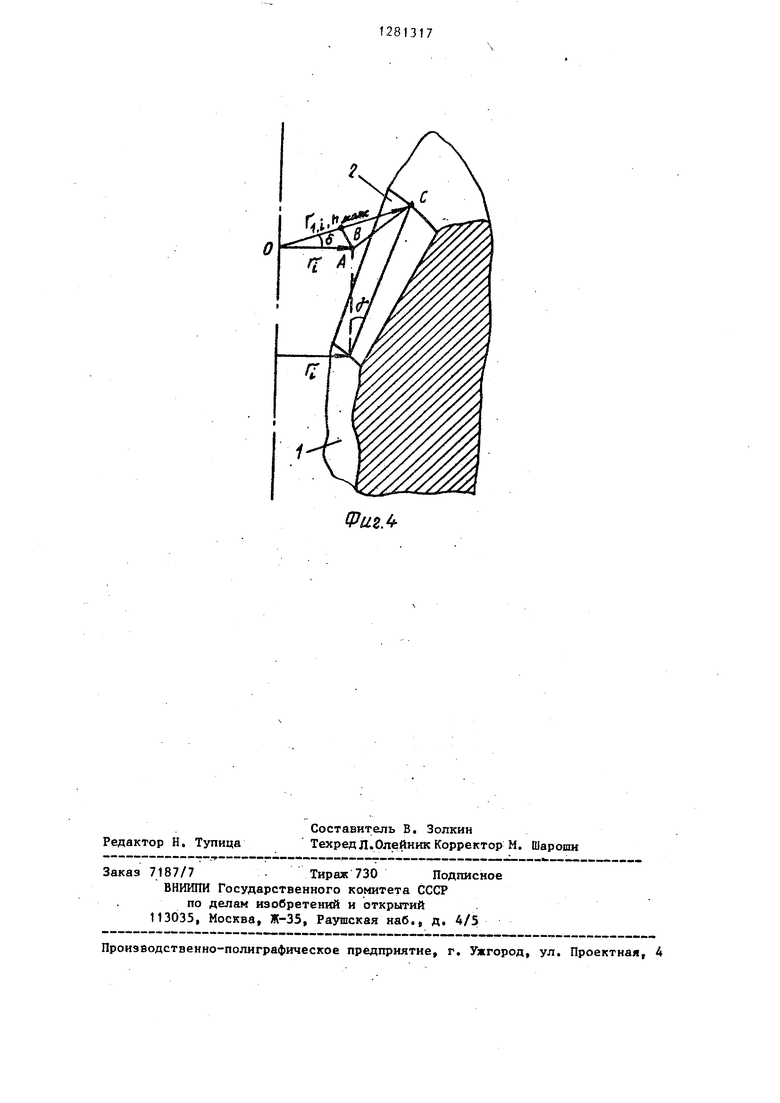
fO матрицы от начала калибрующего пояс ка вдоль оси прессования; Ji- угол наклона образующей заходной части матрицы к ее оси; i - углы поворота радиусов, проведенных к точкам верхности заходной части относитель но соответствующих радиусов, проведенных к точкам калибрующего пояска расположенным в пределах от максимально до минимально удаленной, ние , на фиг. 4 - фрагмент конической 20 угол подъема поверхности заходной чаматрицы с обозначениями ее геометрических параметров, Т1родольньй разрез.
Гравюра матрицы состоит из калибрующего иолска 1 и заходной части 2, выполненной н виде винтовых по верхностей, вогнутых относительно оси прессования, с линиями сопряжения, соответстБующими точкамИ кали брующего пояска, минимально удаленными от они прессования, и образую- Li jtMU выпуклые относительно оси прес- ; со1:1апия ребра 3.
Величина радиусов, проведенных из оси прессования к точкам поверхности захо;1,11ой части, и углы поворота эт}гх радиусов относительно, со- ответствуюпгих радиусов, проведетшж из оси прессования к точкам калибрующего пояска, расположенным в пределах от максиъияльно -до минимально удаленной, при одном направлении обхода контура калибрующего пояска для всех точек поверхности равны
где r величина радиусор, проведенных из оси прессования к точкам поверхности заходнсй части, соответствующих точкам калибрующего пояска, расположенным в пределах от минимально дй максимально удаленной с; - углы поворота радиусов, проведенных к точкам поверхности заходной части относительно соответствутю
г, cosS+ 1 h4glo- r,f-sin 5; ix радиусов, проведенных к точкам
360°-h CtgJ5
7l (2r.-bh-tgfiy
где - величины радиусов, проведенных из оси прессования к точкам калибрующего пояска; , макс, Т.- индексы, указывающие на минималь- HQ.e, максимальное и текущее значения соответственно; г, j --величины радиусов, проведенных из оси прессования к точкам поверхности заходной части, соответствующих точкам калибрующего пояскаi расположенным в пределах от максимально до минимально
удаленной; S угол в поперечном сечении между радиусом, проведенным из оси прессования к точке эаход- ной части матрицы (до е е выполнения
ние радиуса, проведенного из оси прессования к соответствующей точке калибрующего пояска; h - расстояния точек поверхности зяходной части
матрицы от начала калибрующего пояска вдоль оси прессования; Ji- угол наклона образующей заходной части матрицы к ее оси; i - углы поворота радиусов, проведенных к точкам поверхности заходной части относительно соответствующих радиусов, проведенных к точкам калибрующего пояска, расположенным в пределах от максимально до минимально удаленной, 25
сти по винтовой линии,
. Величина радиусов, проведенных из оси прессования к точкам поверхности эаходной части, и углы поворот этих радиусов относительно соответствующих радиусов, проведенных из оси П1з ессования к точкам калибрую- щего пояска, расположенным в пределах of минимально до максимально удаленной, равны
Чмйм
-sin (Ч)- н ,) -6 in -5 ;
2 , в . ..1
35
40
d ut- arc cos |-Si- U t:u
O I.T
где r величина радиусор, проведенных из оси прессования к точкам поверхности заходнсй части, соответствующих точкам калибрующего пояска, расположенным в пределах от минимально дй максимально удаленной с; - углы поворота радиусов, проведенных к точкам поверхности заходной части относительно соответствутю ix радиусов, проведенных к точкам
50
калибрующего пояска, расположенным в пределах от минимально до максимально удаленнойJ
а,Ь,с,Ч 5 Ч,- расчетные функции:
+ r
1,НИМ
-. 2r
1.T
,.««/ cose,
b l4cV- (c +d a) ..,. „„„
55
.MeRc f
r cosu)
1,W6KC
. b. r.T slnfe.
2 arcsin - « arcsin
/,3i3
11/ а - г.„„„со8Ч
4 arctg . .НИН
81ПЧ
где 4 угол в поперечном сечении между повернутыми на угол с/ соответственно радиусами калибрующего пояска с минимальным значением и текущим; (О - угол в поперечном сечении между повернутыми на угол соответственно радиусами калибрующего пояска с максимальным значением и текущим; d - расчетная функЦия
.
,мии S,MaKC ,
Г -cosC +uJ
I.MOKt
Заходная часть предлагаемой мат- при удалении пресс-остатка в противоположную сторону не деформируется, поскольку при поступательном движении пресс-остатка расстояния между 20 его поверхностью и поверхностью за- ходной части возрастают, следовательно, стойкость такой матрицы повьнпа- ется. Такой механизм разъема с находящимся в матрице материалом позво- 25 ляет получать ее цельной пластичес12813174
КИМ формообразованием, за счет чего снижается трудоемкость ее изготовления.
Формула изобретения
Матрица для прессования фасонных прсзфилей, содержащая формообразующий канал с сужающейся в направлении прессования заходной частью, образованной участками с винтовыми поверхностями с постоянным углом подъема, отл ичающаяся тем, что, с целью повьшения стойкости путем исключения износа рабочей поверхности металлом пресс-остатка при его извлечении и снижения трудоемкости изготовления путем обеспечения выполнения канала выдавливанием, винтовые поверхности выполнены вогнутыми относительно оси прессования, а линии их сопряжения, cootBeTCTbyio- щие- точкам калибрующего пояска, минимально удаленным от оси прессования, образованы выпуклыми относительно оси прессования ребрами.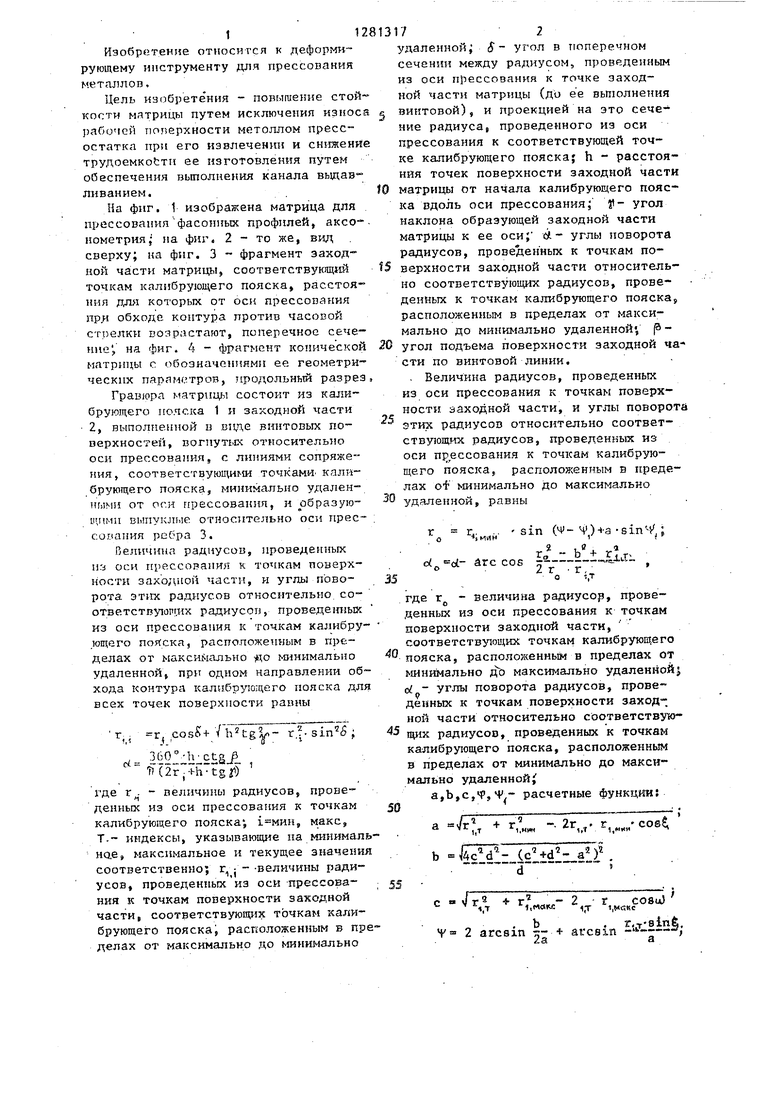
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования фасонных профилей | 1980 |
|
SU927356A1 |
| Многоканальная матрица для прессования изделий | 1974 |
|
SU512822A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| Заготовка для прессования | 1980 |
|
SU889177A1 |
| Матрица для экструдирования изделий | 1988 |
|
SU1637897A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
| Многоочковая матрица для прессования изделий | 1991 |
|
SU1793982A3 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2134622C1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Матрица для обжима концов труб | 1979 |
|
SU863092A1 |
Изобретение относится к матрице для прессования фасонных профилей, ее выполнение позволяет повысить стойкость матрицы и снизить трудоемкость изготовления. Рабочие винтовые поверхности матрицы выполнены вогнутыми и сопряжены выпуклыми реб рами. При -удалении из денной матрицы пресс-остатка исключен износ ее рабочей поверхности. Конструк ция матрицы обеспечивает ее изготовление выдавливанием. 4 ЯП. 9 to эо
иг.2
Уиг.З
VUZ.fiРедактор Н, Тупица
Составитель В. Золкин ТехредЛ.Олейник Корректор М. Шароши
Заказ 7187/7 - Тираж 730 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Матрица для прессования фасонных профилей | 1980 |
|
SU927356A1 |
