(54) СПОСОБ ОТДЕЛКИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2065815C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219064C1 |
| Способ изготовления бумажного трафарета для получения рельефных изображений на изделиях из бетона (варианты) и способ получения рельефных изображений на изделиях из бетона | 2020 |
|
RU2747135C1 |
| Способ получения стеклопластиковых изделий | 1972 |
|
SU463548A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИЗДЕЛИЯ И ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ | 1997 |
|
RU2169068C2 |
| ПАНЕЛЬ С ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ С ПОКРЫТИЕМ | 2019 |
|
RU2770194C1 |
| Способ изготовления бетонных и железобетонных изделий с полимерным покрытием | 1978 |
|
SU726065A1 |
| СПОСОБ НАНЕСЕНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ И ДЕКОРАТИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2006 |
|
RU2326008C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА С ДЕКОРАТИВНЫМ ПОКРЫТИЕМ | 1996 |
|
RU2106321C1 |
| Способ получения литого изделия | 1974 |
|
SU900796A3 |
Изобретение относится к промышлености строительных материалов и может быть использовано при изготов лении железобетонных изделий с офактуренной поверхностью.
Известен способ, предусматривающий получение офактуренной поверхности у бетонных изделий, при котором имитация рельефной структуры достигается путем нанесения слоя кремнийорганических соединений контрастных цветов и воздействия на тонкие струи сжатого воздуха давлением 0,5-3 ати под углом 45 - ЭО к направлению струи ij .
Производство таких изделий связано с применением специального оборудования.
Наиболее близким к изобретению является способ поверхностной обработки железобетонных изделий путем нанесения на поверхность слоя полимеризующейся композиции, наложения на нее пленки, обладающей малой адгезией к композиции, например целлофана, и последукицей полимеризации 2j .
Однако указанный способ не позволяет получить декоративно-рельефной фактурной поверхности.
Цель изобретения - снижение энергозатрат и получение рельефной фактуры.
Достигается это тем, что при способе отделки железобетонных изделий путем нанесения на поверхность слоя полимеризующейся композиции и укладки на нее антиадгезионной пленки с последуквдим отверж0дением, отверждение отделочного слоя осуществляют с приложением давления 10 - 200 гс/см. Давление создают путем укладки изделий одно на другое.
5
Сущность способа заключается в следующем.
На поверхность изделий с помощью распьшителя, кисти или валика наносят жидкий полимеризующийся
0 состав следующего содержания, вес.ч.:
100
Смола полиэфирная ПН-1
Перекись бензоила
-2,5
1 Диметиланилин 0,1
-0,5
5 Наполнители (порошки, пеДо 300 сок и др.)
Толщина наносимого слоя - 0,3 30мм.
Затем поверхность с нанесенным составом укрывают пленкой, обладающей малой адгезией к составу, например целлофановой, полиэтиленовой, и на нее передают равномерное давление величиной 1,0 - 200 гс/см- до отверждения состава.
Указанный состав отверждается без нагревания при температуре О 30°С и без доступа воздуха в течение 5-30 мин.
До приложения нагрузки слой, укрытый пленкой, находится под воздействием сил адгезии к поверхности изделия и пленки.
Сообщаемое давление будет существенно больше, чем вес пленки и слоя, но в то же время меньше, чем силы поверхностного натяжения на границе раздела слоя с изделием и с пленкой. Вследствие этого жидкий состав практ,,ически не вьвдавливается с,поверхности изделия, но находится в напряженном состоянии под внешней нагрузкой.
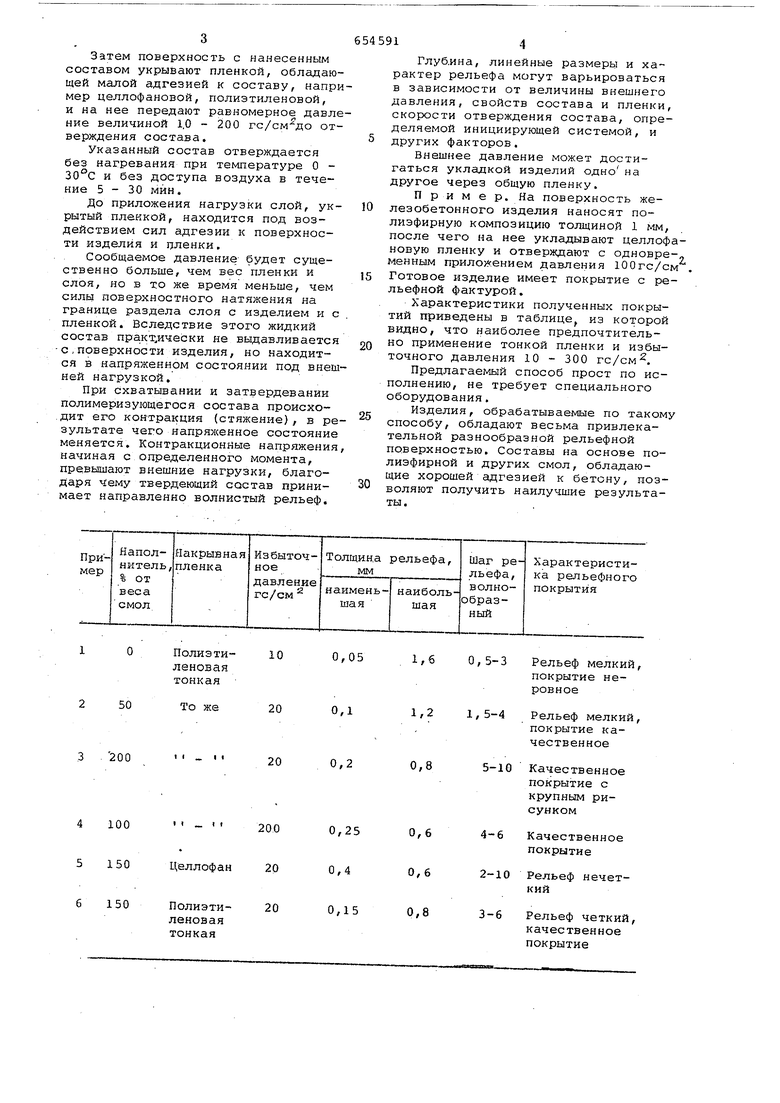
При схватывании и затвердевании полимеризующегося состава происхо.дит его контракция (стяжение), в результате чего напрях енное состояние меняется, Контракционные напряжения начиная с определенного момента, превышают внешние нагрузки, благодаря Чему твердеющий состав принимает направленно волнистый рельеф. Полиэти10 0,05 1,6 0,5-3 леновая тонкая То же 20 0,1 1,2 1,5-4 3 200 1 I I 1 20 0,2 4 100 . .f 200 0/25 5 150 Целлофан 20 0,4 Полиэти20 0,15 0,8 3-6 леновая тонкая
Глуб.ина, линейные размеры и характер рельефа могут варьироваться в зависимости от величины внешнего давления, свойств состава и пленки, скорости отверждения состава, определяемой инициирующей системой, и других факторов.
Внешнее давление может достигаться укладкой изделий одно на другое через общую пленку.
Пример. На поверхность железобетонного изделия наносят полиэфирную композицию толщиной 1 мм, после чего на нее укладывают целлофановую пленку и отверждают с одновреманным приложением давления ЮОгс/см Готовое изделие имеет покрытие с рельефной фактурой.
Характеристики полученных покрытий приведены в таблице из которой видно, что наиболее предпочтительно применение тонкой пленки и избыточного давления 10 - 300 гс/см.
Предлагаемый способ прост по исполнению, не требует специального оборудования.
Изделия, обрабатываемые по такому способу, обладают весьма привлекательной разнообразной рельефной поверхностью. Составы на основе полиэфирной и других смол, обладающие хорошей адгезией к бетону, позволяют получить наилучшие результаты. Рельеф мелкий, покрытие неровноеРельеф мелкий, покрытие качественное0,8 5-10 Качественное покрытие с крупным рисунком0,6 4-6 Качественное покрытие 0,6 2-10 Рельеф нечеткийРельеф четкий, качественное покрытие 5 Формула изобретения 1. Способ отделки железобетонных изделий путем нанесения на поверхность слоя полимеризующейся композиции и укладки на нее антиадгезионной пленки с последующим отверждением, отличающийс я тем, что, с целью снижения энергозатрат и получения рельефной фактуры, отверждение отделочного слоя осуществляют с приложением давления 10 - 200 гс/см, 45916 2. Способ по п. 1, о т л ичающийс я тем, что давление создают путем укладки изделий одно на другое, Источники информации, принятые 5 .во внимание при экспертизе 1. Авторское свидетельство СССР № 348538, кл. С 04 В 41/40, 1970. 2. Авторское свидетельство СССР Ю № 125506, кл. С 04 В 41/28, 1954.
