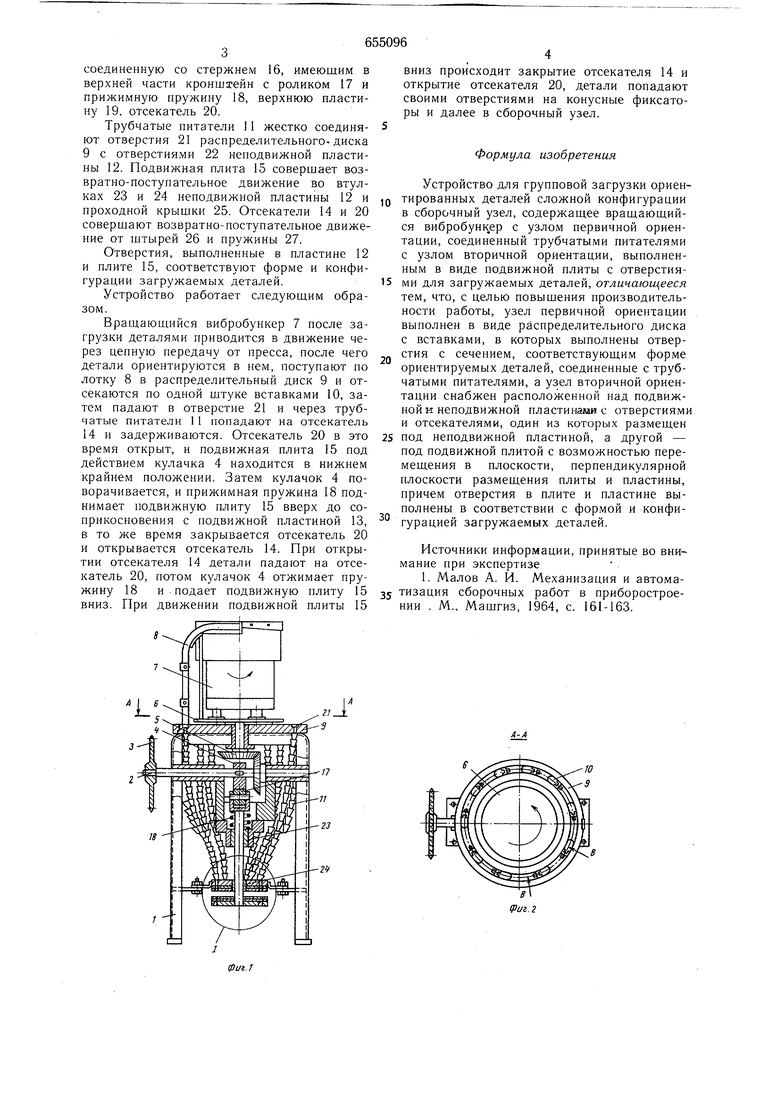
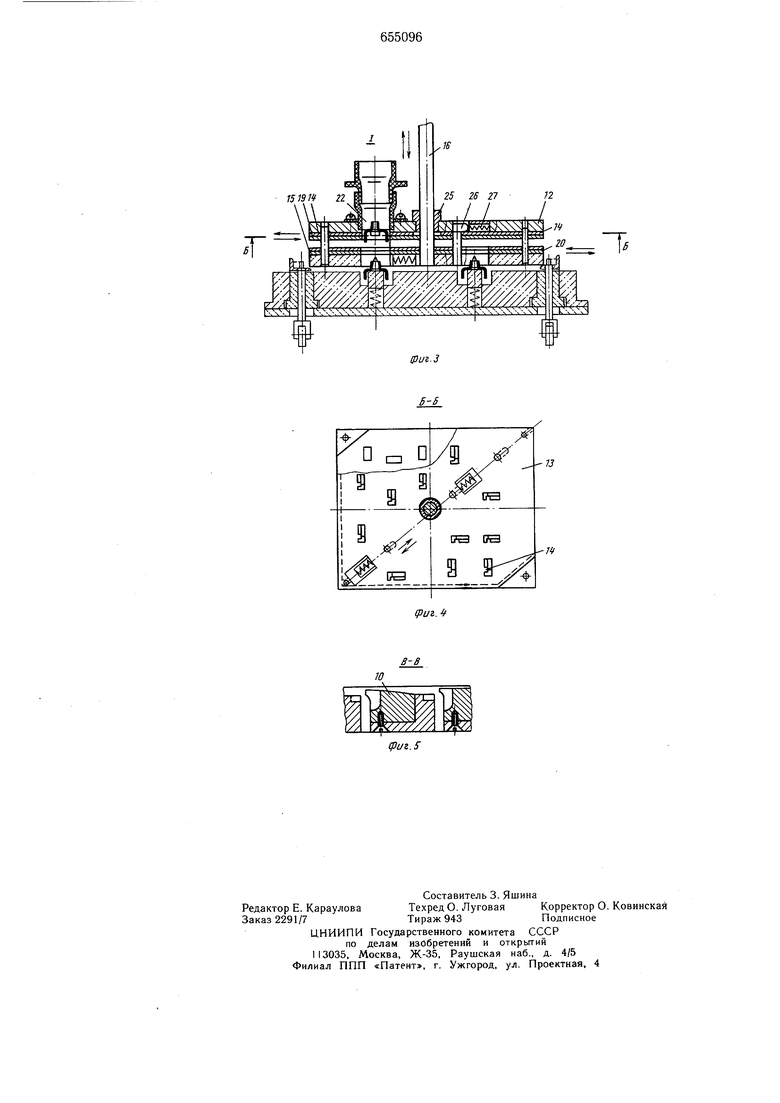
Изобретение относится к радиоэлектронике. Известны устройства для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел, включающие вращающийся вибробункер, узел первичной ориентации, узел вторичной ориентации в виде подвижной плиты с отверстиями для загружаемых деталей 1. Однако известные устройства обладают низкой производительностью из-за большого объема операций, выполняемых вручную, Цель изобретения - повыщение производительности работы. Это достигается тем, что в предлагаемом устройстве для групповой загрузки узел первичной ориентации выполнен в виде распределительного диска с вставками, в которых выполнены отверстия с сечением, соответствующим форме ориентируемых деталей, соединенные с трубчатыми питателями, а узел вторичной ориентации снабжен расположенной над подвижнойи неподвижной плас тинами с отверстиями и отсекателями, один из которых размещен под неподвижной пластиной, а другой - под подвижной плитой с возможностью перемещения в плоскости. перпендикулярной плоскости размещения плиты и пластины, причем отверстия в плите и пластине выполнены в соответствии с формой и конфигурацией загружаемых деталей. На фиг. 1 показано предлагаемое устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - узел 1 на фиг. 1; на фиг. 4 - разрез по Б-Б на фиг. 3; на фиг. 5 - сечение по В-В на фиг. 2. Устройство состоит из станины 1, на которой закреплен вал 2 со звездочкой 3 и кулачком 4, конической пары 5, вращающегося основания 6 для закрепления вращающегося вибробункера 7, лотка 8, узла первичной ориентации в виде распределительного диска 9 с вставками 10, в которых выполнены отверстия с сечением, соответствующим форме ориентируемых деталей, соединенные с трубчатыми питателями 11. Узел вторичной ориентации включает неподвижную пластину 12 и подвижную пластину 13, между которыми установлен отсекатель 14, подвижную плиту 15, жестко соединенную со стержнем 16, имеющим в верхней части кронштейн с роликом 17 и прижимную пружину 18, верхнюю пластину 19, отсекатель 20. Трубчатые питатели I1 жестко соединяют отверстия 21 распределительного-диска 9 с отверстия1ми 22 неподвижной пластины 12. Подвижная плита 15 совершает возвратно-поступательное движение во втулках 23 и 24 неподвижной пластины 12 и проходной крышки 25. Отсекатели 14 и 20 совершают возвратно-поступательное движение от штырей 26 и пружины 27. Отверстия, выполненные в пластине 12 и плите 15, соответствуют форме и конфигурации загружаемых деталей. Устройство работает следующим образом. Вращающийся вибробункер 7 после загрузки деталями приводится в движение через цепную передачу от пресса, после чего детали ориентируются в нем, поступают по лотку 8 в распределительный диск 9 и отсекаются по одной штуке вставками 10, затем падают в отверстие 21 и через трубчатые питатели 1 1 попадают на отсекатель 14 и задерживаются. Отсекатель 20 в это время открыт, и подвижная плита 15 под действием кулачка 4 находится в нижнем крайнем положении. Затем кулачок 4 поворачивается, и прижимная пружина 18 поднимает подвижную плиту 15 вверх до соприкосновения с подвижной пластиной 13, в то же время закрывается отсекатель 20 и открывается отсекатель 14. При открытии отсекателя 14 детали падают на отсекатель 20, потом кулачок 4 отжимает пружину 18 и . подает подвижную плиту 15 вниз. При движении подвижной плиты 15 вниз происходит закрытие отсекателя 14 и открытие отсекателя 20, детали попадают своими отверстиями на конусные фиксаторы и далее в сборочный узел. Формула изобретения Устройство для групповой загрузки о.риентированных деталей сложной конфигурации в сборочный узел, содержащее вращающийся вибробунк.ер с узлом первичной ориентации, соединенный трубчатыми питателя.ми с узлом вторичной ориентации, выполненным в виде подвижной плиты с отверстиями для загружаемых деталей, отличающееся тем, что, с целью повышения производительности работы, узел первичной ориентации выполнен в виде распределительного диска с вставками, в которых выполнены отверстия с сечением, соответствующим форме ориентируемых деталей, соединенные с трубчатыми питателями, а узел вторичной ориентации снабжен расположенной над подвижной и неподвижной пластинами с отверстиями и отсекателями, один из которых размещен под неподвижной пластиной, а другой - под подвижной плитой с возможностью перемещения в плоскости, перпендикулярной плоскости размещения плиты и пластины, причем отверстия в плите и пластине выполнены в соответствии с формой и конфигурацией загружаемых деталей. Источники информации, принятые во внимание при экспертизе 1. Малов А. И. Механизация и автоматизация сборочных работ в приборостроении . М., Машгиз, 1964, с. 161-163.
А-Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1976 |
|
SU764161A2 |
| Устройство для установки деталей в матрицу транспортера автомата сборки | 1976 |
|
SU618249A1 |
| Способ групповой загрузки контактных элементов | 1976 |
|
SU792617A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ И ЗАГРУЗКИ НОЖЕВЫХ КОНТАКТОВ В ГНЕЗДА КОЛОДКИ РАЗЪЕМА | 1972 |
|
SU343333A1 |
| Ориентирующее устройство | 1982 |
|
SU1052365A1 |
| Устройство для установки пружинных контактов в гнезда колодки соединителя | 1990 |
|
SU1725303A1 |
| Устройство для ориентации и загрузкиКОНТАКТОВ B гНЕздА КОлОдКи РАз'ЕМА | 1979 |
|
SU828282A1 |
| Устройство для набора комплекта деталей | 1977 |
|
SU678569A1 |
| Устройство для набора контактов в изоляторы электрических разъемов | 1988 |
|
SU1552277A1 |
| Автомат для подачи и сборки деталей | 1980 |
|
SU959982A1 |
-13
ш
У//,
