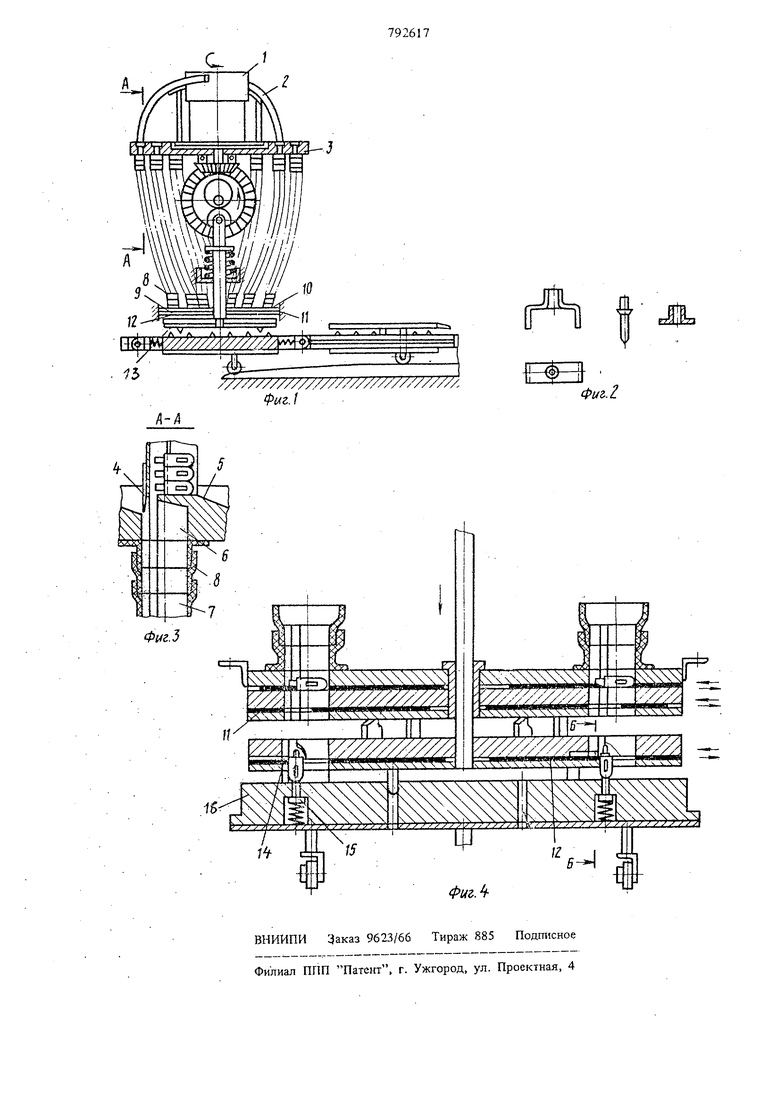
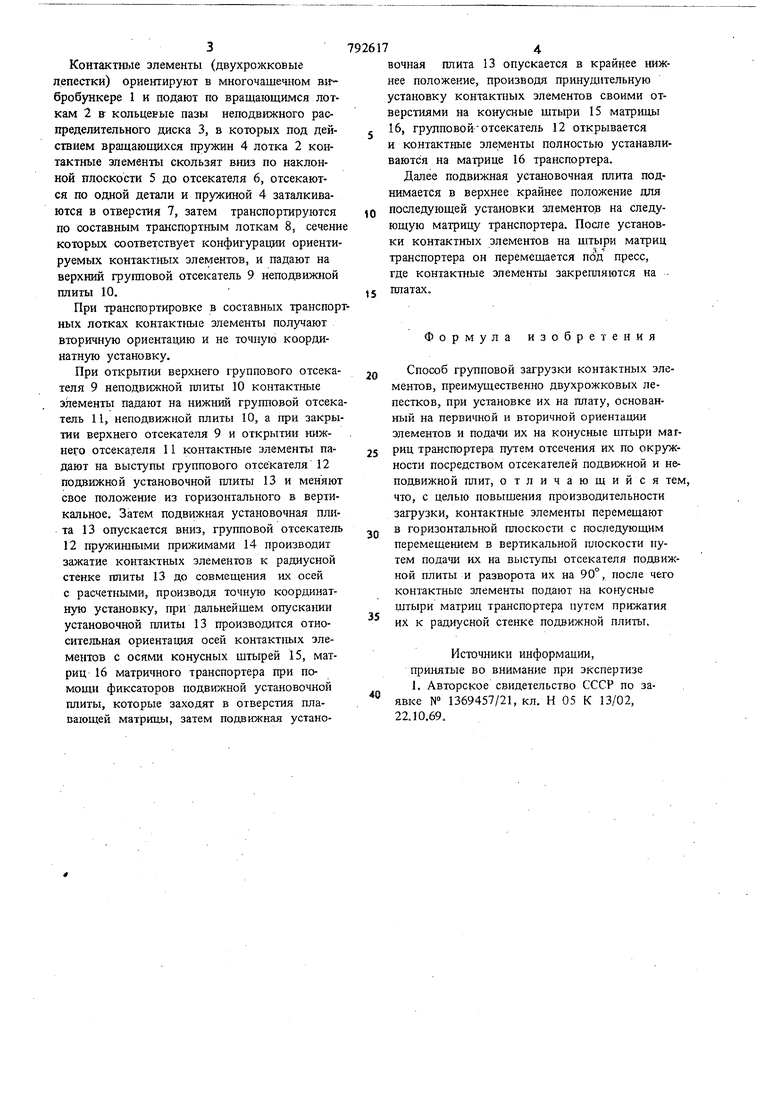
KoHTaKTiDiie элементы (двухрожковые лепестки) ориентируют в многочашечном В1Гбробункере 1 и подают но вращающимся лоткам 2 в кольцевые пазы неподвижного распределительного диска 3, в которых под действием вращающихся пружин 4 лотка 2 контактные элементы скользят вниз по наклонной плоскости 5 до отсекателя 6, отсекаются по одной детали и пружиной 4 заталкиваются в отверстия 7, затем транспортируются но составным транспортным лоткам 8, сечени которых соответствует конфигурации ориентируемых контакт1&1х элементов, и падают на верхний групповой отсекатель 9 неподвижной плиты 10. При транспортировке в составных транспор ных лотках контактные элементы получают вторичную ориентацию и не точную координатную установку. При открытии верхнего группового отсекателя 9 неподвижной плиты 10 контактные элементы падают на нижний групповой отсека тель И, неподвижной плиты 10, а при закры тии верхнего отсекателя 9 и открытии нижнего отсекателя 11 контактные элементы падают на выступы группового отсекателя 12 подвижной установочной плиты 13 и меняют свое положение из горизонтального в вертикальное. Затем подвижная установочная плита 13 опускается вниз, групповой отсекатель 12 гфужишш1ми прижимами 14 производит зажатие контактных элементов к радиусной стенке плиты 13 до совмещения их осей с расчетными, производя точную координатную установку, при дальнейшем опуска1ши установочной плиты 13 производится относительная ориентация осей контактных элементов с осями конусных штырей 15, матриц 16 матричного транспортера при помощи фиксаторов подвижной установочной плиты, которые заходят в отверстия плавающей матрицы, затем подвижная устано4ночная плита 13 опускается в крайнее нижнее положение, производя принудительную установку контактных элементов своими отверстиями на конусные щтьфи 15 матрицы 16, групповой-отсекатель 12 открывается н контактные элементы полностью устанавливаются на матрице 16 транспортера. Далее подвижная установочная плита поднимается в верхнее крайнее положение для последующей установки хчементо.в на следующую матрицу транспортера. После установки контактных элементов на штыри матриц транспортера он перемещается под пресс, где контактные элементы закрепляются на . платах. Формула изобретения Способ групповой загрузки контактных элементов, преимущественно двухрожковых лепестков, при установке их на плату, основанный на первичной и вторичной ориентации элементов и подачи их на конусные штыри матриц транспортера путем отсечения их по окружности посредством отсекателей подвижной и неподвижной плит, отличающийся тем, что, с целью повышения производительности загрузки, контактные элементы перемещают в горизонтальной плоскости с последующим перемещением в вертикальной гаюскости путем подаш их на выступы отсекателя подвижной плиты и разворота их на 90°, после чего контактные элементы подают на коьгусные штыри матриц транспортера путем прижатия иХ к радиусной стенке подвижной плиты. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 1369457/21, кл. Н 05 К 13/02, 22.10.69.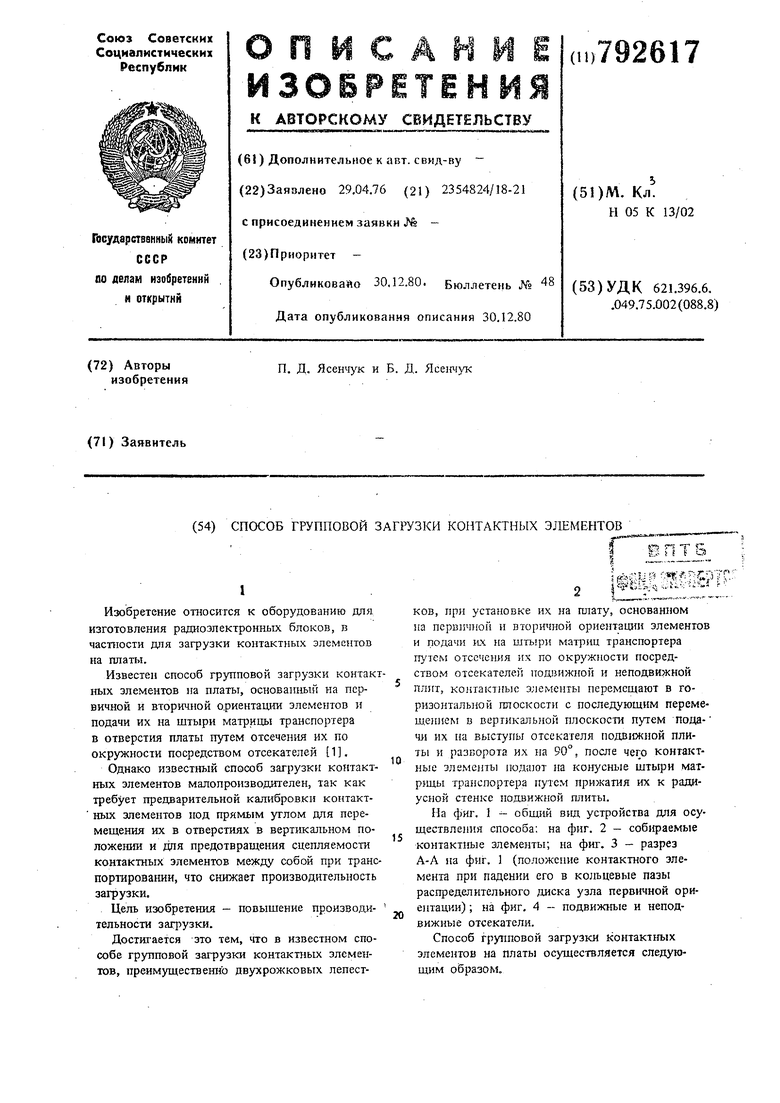
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки деталей в матрицу транспортера автомата сборки | 1976 |
|
SU618249A1 |
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1976 |
|
SU764161A2 |
| Штамп для сборки развальцовкой | 1979 |
|
SU782984A1 |
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1969 |
|
SU655096A1 |
| Устройство для сборки развальцовкой узла, состоящего из нескольких деталей | 1988 |
|
SU1606255A1 |
| Устройство для изготовления упрочненных пружин | 1976 |
|
SU751480A1 |
| Устройство для гибкого токоподвода к подвижным электроприемникам | 1976 |
|
SU955315A1 |
| Устройство для автоматической сборки узла состоящего из двух деталей | 1968 |
|
SU604651A1 |
| Устройство для гибкого токоподвода к подвижному электроприемнику | 1980 |
|
SU1092639A1 |
| Штамп для обработки штучныхзАгОТОВОК | 1978 |
|
SU801940A1 |