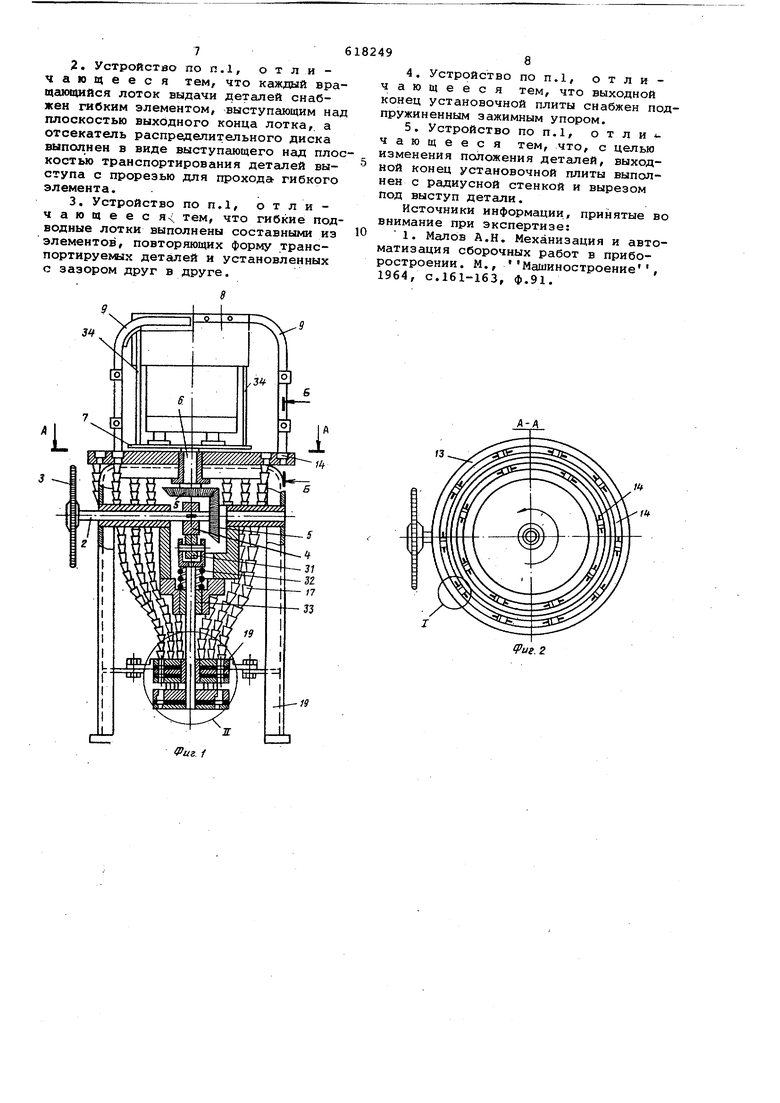
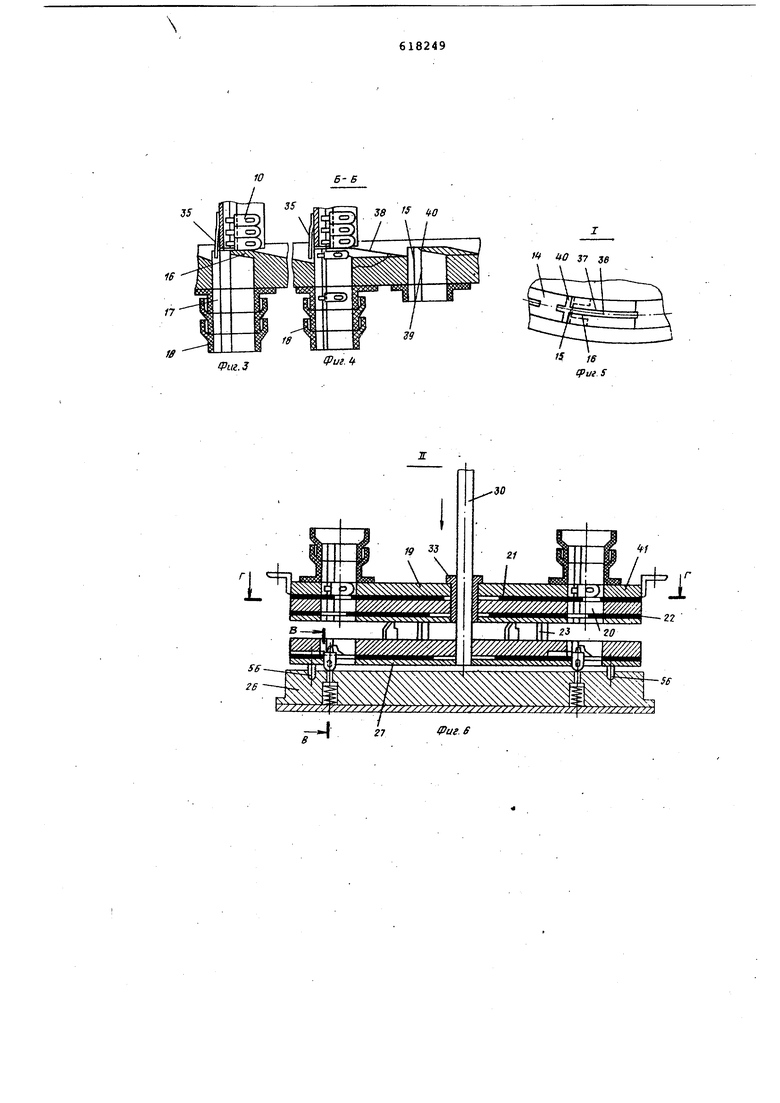
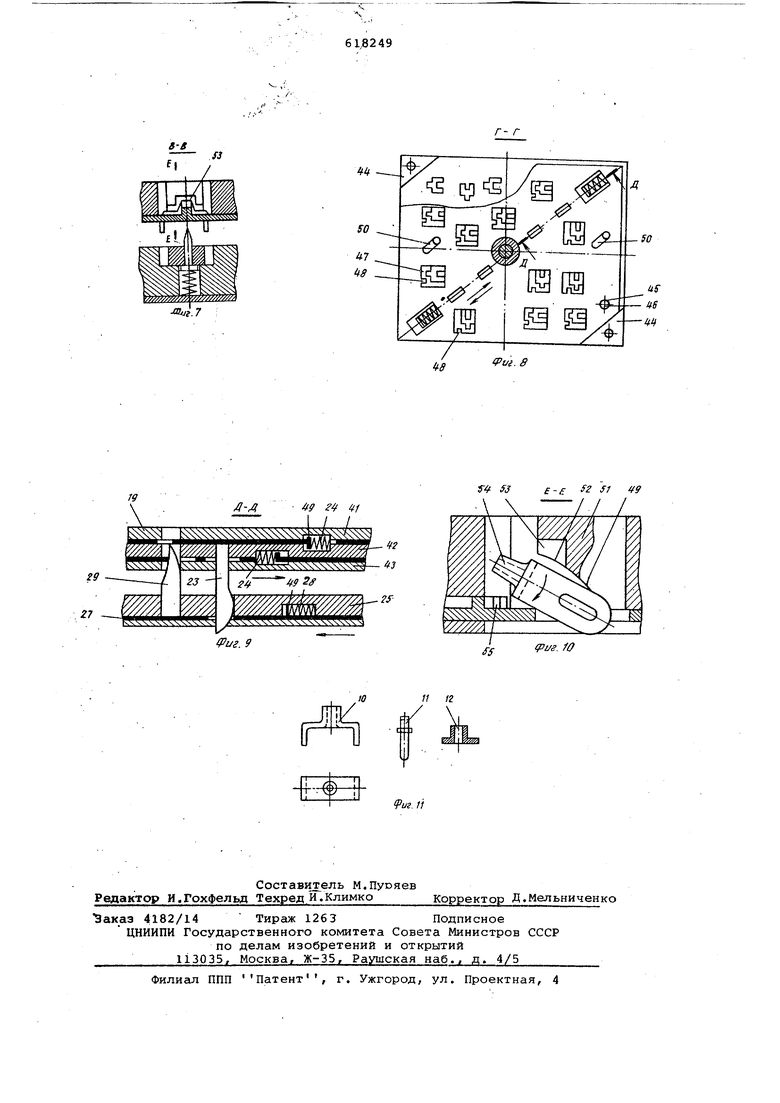
(54) УСТРОЙСТВО ДЛЯ УСТАНОВКИ .ДЕТАЛЕЙ В МАТРИЦУ ТРАНСПОРТЕРА АВТОМАТА СБОРКИ ром и выполнен с радиусной стенкой и вырезом под выступ детали. На фиг. 1 показано описываемое устройство, общий вил; на фиг. 2 разрез А-А фиг.1; на фиг. 3 - разрез Б-Б фиг.1 (лоток в кольцевом пазу с детсшями-двухрожковыми лепестками, расположенНЫ1Л1 на отсекателе в го;ризонтальном положении); на фиг. 4 - ТО же, в момент отсечения двухрожкового лепестка отсекателем; на фиг.5 узел .1 фиг.2; на фиг. б - узел П фиг.1; на фиг. 7 - разрез В-В фиг.б; на фиг. 8 - разрез Г-Г фиг. 6; на фиг. 9 - разрез Д-Д фиг.8; на фиг. 10раэрез Е-Е фиг.7; на фиг. 11 - устанавливаемые детали. Устройство для установки деталей на матрицы транспортера автомата (фиг.1) состоит из cлeдsпoщиx основных узлов и деталей; станины 1, на которой крепится вал 2 со звездочкой 3 и кулачком 4; конической пары 5, закрепленной на валу 2 и оси 6 с основанием 7, на котором установлен многочашечный вйбробункер 8 с лотками 9, производящий ориентацию и выдачу деталей простой и сложной пространственной формы, например двухрожковых лепестков 10, цилиндрических штырей 11 и пустотелых заклепок 12 (фиг.11), имеющие выступ в виде пустотелой заклепки; распределительного составного диска 13, закрепленного неподвижно на станине 1, с кольцевыми пазами 14, в которых пс окружности расположены входные окна отверстий 15 с закрепленными отсекаталями 16 (фиг.1-5); составных транс портных лотков 17, закрепленных сниз к каждому отверстию 15 распределительного диска, выполненных из отдельных трубок 18 (П-образного сечеВИЯ для транспортировки двухрожковых лепестков и круглого - для штырей и пустотелых заклепок), вставляемых од на в другую с зазором, позволяющим произвести плавный разворот оси лотка в пространстве на необходимый уго и согнуть его в любую сторону по радиусу; неподвижной плиты 19, служащей для закрепления составных транспортных лотков 17 к ее отверстиям 20 для установки групповых отсекателей верхнего 21 и нижнего 22 и крепления копиров 23 и пружин 24 (см.фиг.6, 9) установочной подвижной плиты 25, про изводящей принудительную и коордйнат ную установку деталей, на матрицу 26 транспортера. Плита 25 содержит груп повой отсекатель 27 с пружинами 28 и копирами 29, стержень 30, который одним концом жестко соединен с плитой 25, а другим концом-через закреп ленный на нем ролик 31 при помощи пружины 32 прижимается к кулачку 4, совершая возвратно-поступательное движение во втулках 33 вниз от , вверх от пр5жины. Каждый поток 9 вибробункера закреплен на стойке 34 к вращающемуся основанию 7. Снизу на задней стенке каждого лотка закреплена пружина 35 для подачи деталей к отсекателям 16 и принудительного заталкивания их Б отверстия распределительного диска. Распределительный составной диск 13 имеет два и более кольцевых паза 14. Количество пазов зависит, от того, сколько деталей, необходимо устанавливать на матрицу и сколько наименований деталей. Каждый паз с отсекателями 16 предназначен только для отсечения в нем деталей одного наименования. Кольцевые пазы для двухрожковых лепестков имеют прямоугольную форму, для штырей и пустотелых заклепок полукруглую. Каждый отсекатель представляет собой вставку с продольным пазом 36 для прохода пружины 35 лотка. Верхняя горизонтальная плоскость 37 отсекателя постепенно переходит в наклонную плоскость 38 и в углубление паза 14 с отверстием П-образного сечения для двухрожковых лепестков, круглого - для штырей, пустотелых заклепок. Отсечение деталей отсекателем по одной штуке производится при помощи вертикальной стенки 39 и выступа 40, расположенного над каждым отверстием в пазу (фиг.2-5). Форма отверстий 15 на неподвижной плите аналогична форме отверстий распределительного диска, транспортных лотков и установочной плиты, так как они представляют общий трубопровод, для транспортировки, например, двухрожкового лепестка. Неподвижная плита 19 состоит из верхней 41, средней 42 плит и крышки 43. Верхняя и средняя плиты имеют направляющие 44 для перемещения в них отсекателей по диагонали (фиг.6, 8, 9). Втулка ЗЗ жестко крепится только в отверстии верхней плиты 41. На неподвижной плите имеется отверстие 45 под фиксатор 46 для фиксации верхнего группового отсекателя 21, Все rpynnoBbie отсекатели 21, 22, 27 выполнены с отверстиями 47, которые имеют выступы 48 для отсечения деталей. Кроме того, на отсекателях имеются отверстия под пружины, снабженные -упорами 49 (фиг.9), и отверстия под копиры. Отверстия 20 под двухрожковые лепестки 10 расположены одно относительно другого с разворотом их сечения и не в ряд. Для отсечения штырей, пустотелых заклепок на отсекателях выполнены отверстия 50, которые имеют форму па за с радиусными закруглениями. Установочная подвижная плита сдепана со вставками 51 для изменения
положения двухрожковых лепестков из горизонтсшьного в вертикальное. Встаки имеют П-образную форму с радиусной стенкой 52, позволяющей производить беспрепятственный разворот двухрожкового лепестка при падении его ребром на выступ 48 отсекателя и вырез 53 под выступ 54 двухрожкового лепестка (фиг.10). На отсекателе 27 установочной плиты каждый выступ снажен подпружиненным упором 55 для зажатия деталей при установке их на матрицу. Снизу на установочной плите закреплены два фиксатора 56 для точного сопряжения ее с плавающей матрицей транспортера автомата.
Устройство работает следующим образом.
Вначале загружают многочгидечный вибробункер 8, например, двухрожковыми лепестками 10, цилиндрическими штырями 11, пустотелыми заклепками 1 и другими аналогичными деталями, затем закрывают фиксатором 46 отсекатель 21, включают вибробункер и привод автомата для вращения вала 2 через звездочку 3.
При вращении звездочки вращательное движение передается на вибробункер 8 и лотки 9 через вал 2, коническую пару 5, обь б и основание 7, Установочная подвижная плита возвратно-поступательное движение получает от кулачка 4 через ролик 31 я стержень 30 и от пружины 32.
Возвратно-поступательное движение отсекатели 21, 22, 27 получают от копиров 23 и 29 и пружин 24 и 28 при опускании и подъеме установочной плиты.
ДетсШи, ориентирующиеся во врсццающемся вибробункере 8, подаются по вращающимся лоткам 9 в кольцевые пазы 14 распределительного диска, в котором под действием пружины 35 перемецаются вначале по горизонтальной плоскости 37 отсекателя, а потом по наклонной, заходят под выступ 40 до упора с вертикальной стенкой 39, отсекаются и пружиной 35 затеипкиваются в отверстие 15 распределительного диска.
Дальше детали из отйерстий попадают в составные транспортные лотки 17 транспортируются в них и падают на верхний зтрупповой отсекатель 2 неподвижной плиты, получая вторичную ориентацию и неточную координатную установку. После заполнения составных транспортных лотков на 2/3 их высоты снимают фиксатор 46.
При подъеме установочной подвижной плиты копиры 23 неподвижной плиты заходят в отверстия отсекателя 27 и закрывают его. Одновременно при подъеме установочной плиты ее копиры 29 заходят вначале в отверстия нижнего отсекателя 22, открывеиот его а затем - в отверстия верхнего отсекателя 21 неподвижной плиты и закрыBtJOT его.
При опускании установочной плиты вниз ее копиры 29 выходят из отверстий отсекателей 1 и 22, под действием пружин 24 отсекатель 21 открывается, а отсекатель 22 закрывается,
детали с верхнего отсекателя падают на нижний.
При повторном подъеме установочной плиты открывается нижний отсекатель и закрывается верхний, детали из нижнего отсекателя 22 падают на отсекатель 27 установочной плиты и меняют свое положение из горизонтального в вертикальное, если это необходимо, например двухрожковые лепестки, так
как они транспортируются без сцепле ния в лотках только впритык друг к другу. Штыри, пустотелые заклепки и аналогичные детгши не требуют изменения положения.
При опускании установочной плиты отсекатель 27 находит на выступ копира 29 и производит зажатие деталей своими подпружиненными упорами 55
к стенке, дальше установочная плита при опускании заходит своими фиксаторами 56 в отверстия плавающей матрицы и фиксирует ее, затем установочная плита опускается в нижнее крайнее положение, осуществляют принудительную и точную установку деталей своими отверстиями на пальцы матрицы, после этого отсекатель открывается и детали полностью устанавливаются на матрице. Штыри и аналогичные детали устанавливаются на матрице в отверстие. Процесс установки деталей на следукедие матрицы транспортера псшторяется.
Формула изобретения
1. Устройство для установки деталей в матрицу транспортера автомата сборки, содержащее закрепленный на станине вибробункер с вращающимися лотками выдачи деталей, отсекатели и гибкие подводные лотки, о т л и ю щ е е с я тем, что, с целью повышения точности, производительности и надежности установки, оно снабжено распределительным диском с кольцевыми пазами и плитой, жестко установленными на станине и связанными между собой гибкими подводными лотками, и установленной с возможностью возвратно-поступательного перемещения относительно неподвижной плиты установочной плитой с. фиксаторами под матрицу транспортера, причем в кольцевых пазах распределительного диска выполнены входные окна, в которых установлены отсекатели, а неподвижная
и подвижная плиты снабжены дополнительными групповыми отсекателями и копирами для их возвратно-поступательного перемшцения.
2.Устройство по П.1, о т л и чающееся тем/ что каждый вращакндийся лоток выдачи деталей снабжен гибким элементом, выступающим над плоскостью выходного конца лотка, а отсекатель распределительного диска выполнен в виде выступающего над плоскостью транспортирования деталей выступа с прорезью для прохода гибкого элемента.
3.Устройство по П.1, отличающееся тем, что гибкие подводные лотки выполнены составными из элементов, повторяющих форму транспортируемых детёшей и установленных
с зазором друг в друге.
J/
Фиг i
4.Устройство по П.1, отличающееся тем, что выходной конец установочной плиты снабжен подпружиненным зажимным упором.
5.Устройство по П.1, отли чающееся тем, что, с целью изменения положения деталей, выходной конец установочной плиты выполнен с радиусной стенкой и вырезом под выступ детали.
Источники информации, принятые во внимание при экспертизе:
1. Малов А.Н. Механизация и автоматизация сборочных работ в приборостроении. М., Машиностроение, 1964, с.161-163, ф.91.
J-313
ttt
Vug. 2
Б- Б
Фиг Л
Риг. 3
f fO 37 зе
39
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1976 |
|
SU764161A2 |
| Способ групповой загрузки контактных элементов | 1976 |
|
SU792617A1 |
| Устройство для сборки развальцовкой узла, состоящего из нескольких деталей | 1988 |
|
SU1606255A1 |
| Штамп для сборки развальцовкой | 1979 |
|
SU782984A1 |
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1969 |
|
SU655096A1 |
| Устройство для изготовления упрочненных пружин | 1976 |
|
SU751480A1 |
| Устройство для автоматической сборки узла состоящего из двух деталей | 1968 |
|
SU604651A1 |
| Штамп для обработки штучныхзАгОТОВОК | 1978 |
|
SU801940A1 |
| Устройство для гибкого токоподвода к подвижным электроприемникам | 1976 |
|
SU955315A1 |
| Устройство для гибкого токоподвода к подвижному электроприемнику | 1980 |
|
SU1092639A1 |
fff 3
Л
Ш
22
ериг.б
JSjji
иг. 8
f fZ f} tfS
л -// /
epifs. fO
a 12
fui. ii
