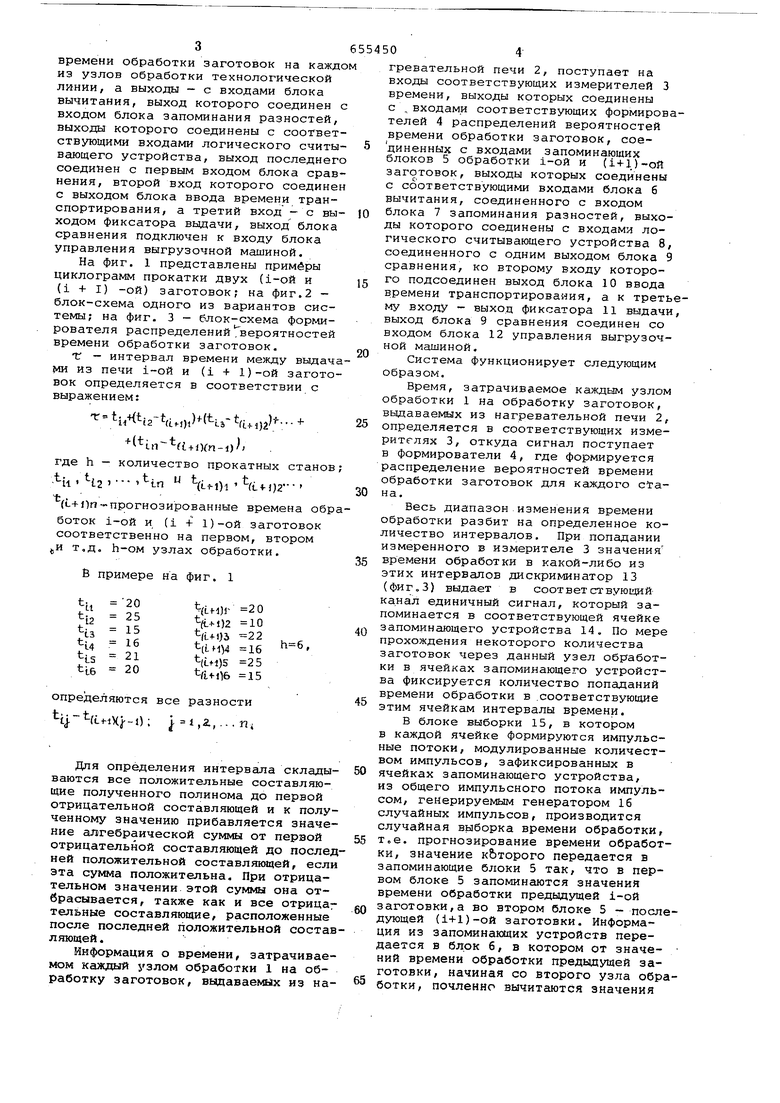
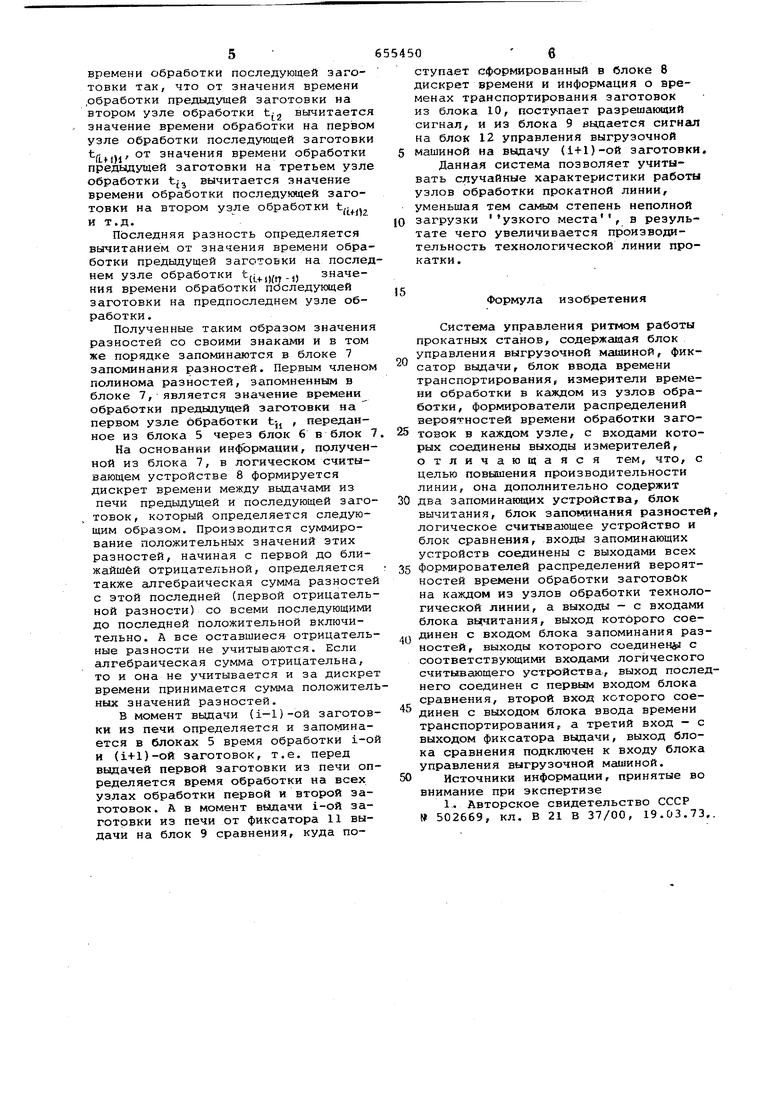
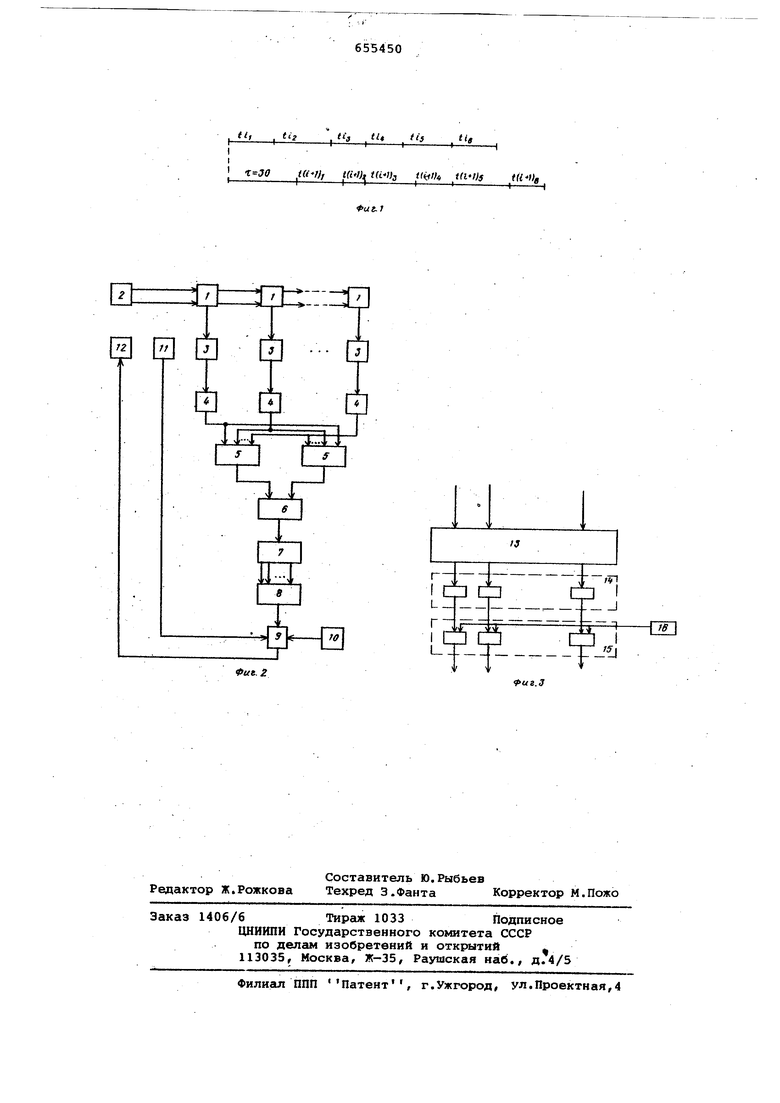
3 времени обработки заготовок на кажд из узлов обработки технологической линии, а выходы с входами блока вычитания, выход которого соединен входом блока запоминания разностей, выходы которого соединены с соответ ствующими входами логического считы вающего устройства, выход последнег соединен с первым входом блока срав нения, второй вход которого соедине с выходом блока ввода времени транспортирования, а третий вход - с вы ходом фиксатора выдачи, выход блока сравнения подключен к входу блока управления выгрузочной машиной. На фиг. 1 представлены примеры циклограмм прокатки двух (1-ой и (i + I) -ой) заготовок; на фиг.2 блок-схема одного из вариантов системы; на фиг. 3 - блок-схема формирователя распределений Гвероятностей времени обработки заготовок. Т - интервал времени между выдач ми из печи i-ой и (1 + 1)-ой загото вок определяется в соответствии с выражением; )1)(и-Ч.1)2.---+ (i.. + i)Cn-i) где h - количество прокатных станов ii -i2 tn )i 02- ч- , (1.+On-прогнозированные времена обр боток i-ой и (i + 1)-ой заготовок соответственно на первом, втором .,и т.д. h-oM узлах обработки. Ё примере на фиг. 1 )6 15 определяются все разности 4j.-(L4-iX --i); 1,г,...п рЦля определения интервала склады ваются все положительные составляющие полученного полинома до первой отрицательной составляющей и к полу ченному значению прибавляется значе ние алгебраической суммы от первой отрицательной составляющей до после ней положительной составляющей, есл эта сумма положительна. При отрицательном значении этой суммы она отбрасывается, также как и все отрица тельные составляющие, расположенные после последней положительной соста ляющей. Информация о времени, затрачивае мом каждый узлом обработки 1 на обработку заготовок, вьвдаваемйх из н 0 гревательной печи 2, поступает на входы соответствующих измерителей 3 времени, выходы которых соединены с ,входами соответствующих формирователей 4 распределений вероятностей времени обработки заготовок, соединенных с входами запоминающих блоков 5 обработки 1-ой и (1+1)-ой заготовок, выходы которых соединены с соответствующими входами блока б вычитания, соединенного с входом блока 7 запоминания разностей, выходы которого соединены с входами логического считывающего устройства 8, соединенного с одним выходом блока 9 сравнения, ко второму входу которого подсоединен выход блока 10 ввода времени транспортирования, а к третьему входу - выход фиксатора 11 выдачи, выход блока 9 сравнения соединен со входом блока 12 управления выгрузочной машиной. Система Функционирует следующим образом. Время, затрачиваемое каждьлм узлом обработки 1 на обработку заготовок, выдаваемых из нагревательной печи 2, определяется в соответствующих измеритглях 3, откуда сигнал поступает в формирователи 4, где формируется распределение вероятностей времени обработки заготовок для каждого сгана. Весь диапазон изменения времени обработки разбит на определенное количество интервалов. При попадании измеренного в измерителе 3 значения времени обработки в какой-либо из этих интервалов дискриминатор 13 (фиг.З) выдает в соответствующий канал единичный сигнал, который запоминается в соответствующей ячейке запоминающего устройства 14. По мере прохождения некоторого количества заготовок через данный узел обработки в ячейках запоминающего устройства фиксируется количество попаданий времени обработки в .соответствующие этим ячейкам интервалы времени. В блоке выборки 15, в котором в каждой ячейке формируются импульсные потоки, модулированные количеством импульсов, зафиксированных в ячейках запоминающего устройства, из общего импульсного потока импульсом, генерируемым генератором 16 случайных импульсов, производится случайная выборка времени обработки, т.е. прогнозирование времени обработки, значение к&торого передается в запоминающие блоки 5 так, что в первом блоке 5 запоминаются значения времени обработки предьодущей i-оЙ заготовки,а во втором блоке 5 - последующей (1+1)-ой заготовки. Информация из запоминакяцих устройств передается в блок б, в котором от значе- НИИ времени обработки предыдущей заготовки, начиная со второго узла обработки, почленно вычитаются значения времени обработки последующей затотовки так, что от значения времени .обработки предыдущей заготовки на втором узле обработки вычитается значение времени обработки на первом узле обработки последующей заготовки ,OT значения времени обработки предыдущей заготовки на третьем узле обработки tjj вычитается значение времени обработки последующей заготовки на втором узле обработки t.. и т.д. Последняя разность определяется вычитанием от значения времени обработки предьщущей заготовки на послед нем узле обработки () значения времени обработки последующей заготовки на предпоследнем узле обработки . Полученные таким образом значения разностей со своими знаками и в том же порядке запоминаются в блоке 7 запоминания разностей. Первым членом полинома разностей, запомненным в блоке 7, является значение времени обработки предыдущей заготовки на первом узле обработки t-,j , переданное из блока 5 через блок 6 в блок На основании информации, получен ной из блока 7, в логическом считывающем устройстве 8 формируется дискрет времени между выдачами из печи предыдущей и последующей заго товок, который определяется следующим образом. Производится суммирование положительных значений этих разностей, начиная с первой до ближайшей отрицательной, определяется также сшгебраическая сумма разносте с этой последней (первой отрицатель ной разности) со всеми последующими до последней положительной включительно. А все оставшиеся отрицатель ные разности не учитываются. Если алгебраическая сумма отрицательна, то и она не учитывается и за дискре времени принимается сумма положител ных значений разностей. В момент выдачи (1-1)-ой заготов ки из печи определяется и запоминается в блоках 5 время обработки i-о и (И-1)-ой заготовок, т.е. перед выдачей первой заготовки из печи оп ределяется время обработки на всех узлах обработки первой и второй заготовок. А в момент выдачи i-ой заготовки из печи от фиксатора 11 выдачи на блок 9 сравнения, куда по0 6 ступает сформированный в блоке 8 дискрет времени и информация о временах транспортирования заготовок из блока 10, поступает разрешающий сигнал, и из блока 9 выдается сигнал на блок 12 управления выгрузочной машиной на выдачу (1+1)-ой заготовки. Данная система позволяет учитывать случайные характеристики работы узлов обработки прокатной линии, уменьшая тем самым степень неполной загрузки узкого места , в результате чего увеличивается производительность технологической линии прокатки. Формула изобретения Система управления ритмом работы прокатных станов, содержащая блок управления выгрузочной машиной, фиксатор выдачи, блок ввода времени транспортирования, измерители времени обработки в каждом из узлов обработки, формирователи распределений вероятностей времени обработки заготовок в каждом узле, с входами которых соединены выходы измерителей, отличаю ща яс я тем, что, с целью повышения производительности линии, она дополнительно содержит два запоминающих устройства, блок вычитания, блок запоминания разностей, логическое считывающее устройство и блок сравнения, входы запоминакнцих устройств соединены с выходами всех формирователей распределений вероятностей времени обработки заготовок на каждом из узлов обработки технологической линии, а выходы - с входами блока вьгчитания, выход которого соединен с входом блока запоминания разностей, выходы которого cceдинeнisл с соответствующими входами логического считывающего устройства, выход последнего соединен с первым входом блока сравнения, второй вход которого соединен с выходом блока ввода времени транспортированияр а третий вход - с выходом фиксатора выдачи, выход блока сравнения подключен к входу блока управления выгрузочной машиной. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 502669, кл. В 21 В 37/00, 19.03.73..
, ft, , , tc, tU Us , tig
j idHj tdDi t(i-i)y tf//4 i( tHtig
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления ритмом работы листопрокатных станов | 1975 |
|
SU564019A1 |
| Способ управления ритмом выдачи заготовок из печи | 1983 |
|
SU1109451A1 |
| Система управления темпом выдачи металла из нагревательных печей | 1975 |
|
SU545402A1 |
| Устройство для контроля и регистрации заготовок на станах горячей прокатки | 1977 |
|
SU732945A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Устройство для измерения угловыхпЕРЕМЕщЕНий | 1979 |
|
SU823842A1 |
| Система автоматического управления нагревом заготовок в проходной индукционной установке | 1979 |
|
SU865941A1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Система автоматического управления подогревом труб | 1982 |
|
SU1046306A1 |
| Система регулирования частоты выдачи заготовок из печи | 1976 |
|
SU655737A1 |
:frtt :J
. . , I
n
n
-JTe-Ы
Фut.2
.3
