1
Изобретение относится к металлургии, к прокатному ироизводству, в частности к системам управления комплексов «печь-прокатный стан.
Р1звестна система управления темпом выдачи металла из нагревательных печей, содержащая фиксатор выдачи, блок управления выгрузочной машиной, последовательно соединенные измерители времени для каждого стана прокатной линии, дискриминаторы временных интервалов, формирователи распределения вероятностей времен обработки заготовок для каждого стана линии в отдельности. В системе при помощи расчетных блоков определяются математические ожидания, из которых устройством определения максимума выделяется максимальное математическое ожидание, определяется стан, который в среднем является «узким местом прокатного агрегата, и полученная величина математического ожидания принимается за интервал времени между выдачами, подаваемый на блок управления выгрузочной машины печи.
Однако узкое .место определяется по макси aльнoмy значению математического ожидания времен обработки заготовок, что не соответствует случайному характеру его перемещения в линии, в результате чего работа системы не достаточно эффективна, следствием чего является сии5кеиие ироизводительиости,
2
качества прокатываемых изделий, увеличение безвозвратных потерь тепла и электроэнергнн на прокатку единицы продукцпи.
Целью изобретения является иовыщение производительности прокатного агрегата, улучшение качества готовой продукции, умень1нение рас.хода топлнва и электроэнергнн.
Постав.ченная цель достигается тем, что система уиравления темном выдачи металла из нагревательных нечей дополпительно содержит оперативные запоминающне блоки, блоки выделения стана с максимальным временем обработки заготовок, запоминающне блоки, формирователь распределения вероятиостей местонахождения на линии стана с максимальным временем обработки заготовок, два блока сравнения, два генератора случайных чисел, блокирующий блок, ири этом выходы дискриминаторов времепиых интервалов соединены со входамн соответствующих оперативиых запоминаюииьх блоков, выходы которых соединены со входамн б.юка выделения стана с максимальным временем обработки заготовок, выход которого соединен со входом заиоминающего блока, его выход соединен со входом формирователя распределения вероятиостей местонахождения на .шипи стана с .1акси 1альпым временем обработки заготовок, выход которого соединен с иервым входом первого блока сравнения, второй вход
первого блока сравнения соединен с выходом первого генератора случайных чисел, выход первого блока сравнения соединен с управляющим входом блокирующего блока, его другие входы соединены с выходами формирователей распределений вероятностей времен обработки заготовок, а выход блокирующего блока соединен с первым входом второго блока сравпеипя, второй вход которого соединен с выходом второго генератора случайных чнсел, выход второго блока сравнения соединен с управляющим входом блока управления выгрузочной машиной, выходы фиксатора выдачи соединены с управляющими входами геиераторов случайных чисел п управляющим входом блока выделения стаиа с максимальным временем обработки заготовок.
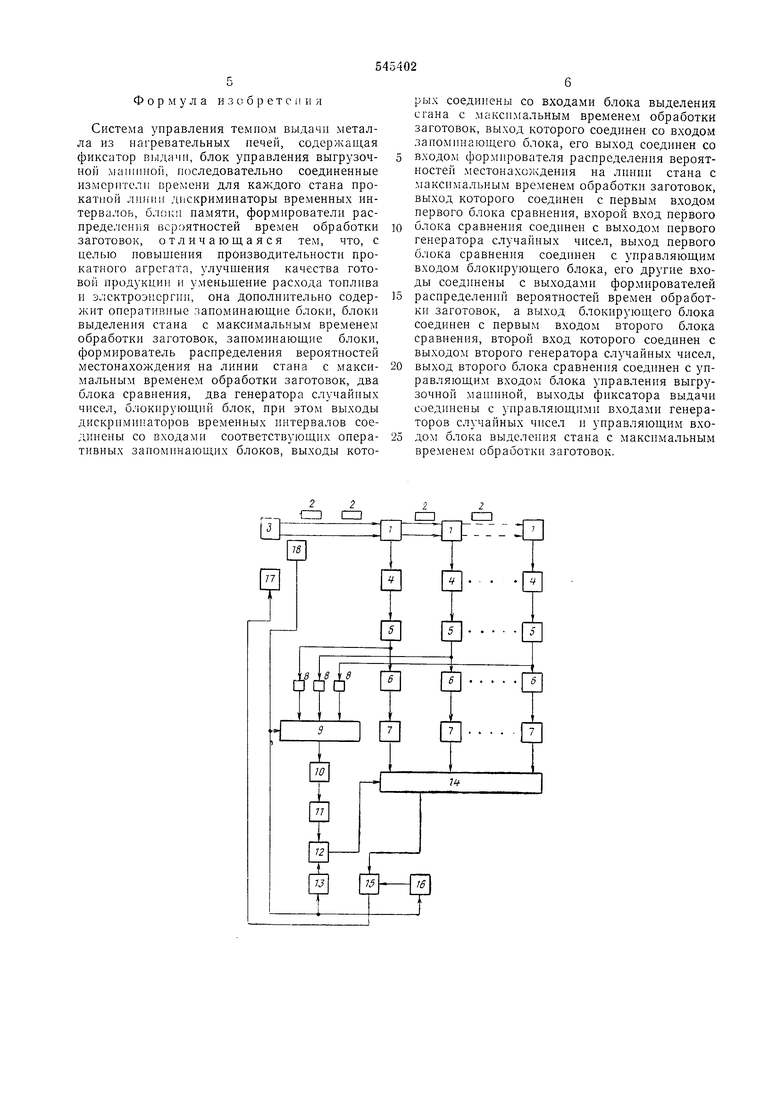
На чертеже приведена блок-схема системы управлеипя темпом выдачп металла из нагревательной печи.
На чертеже обозначено: станы 1 прокатные, заготовкп 2, нагревательная печь 3, измерители 4 вримсни, дпскриминаторы 5 временных иитервалов, 6 памятп, фор.мирователи 7 расиределений вероятностей времен обработки .заготовок, оперативные запоминающие блоки 8, блок 9 выделения стана с максимальпь,1 времене.м обработки заготовок, запоминающий блок 10, фор.мирователь 11 расиределения вероятностей мес.она.хождения стана с макси.мальным временем обработки на линии, иервый блок 12 сравнения, первый генератор 13 случайных чисел, блокирующий блок Н, второй блок 15 сравнения, второй leuopaTop 16 случайных чисел, блок 17 управления выгрузочной машиной, фиксатор 18 выдачп.
Выходы соединены с входами соответствующих дискримииаторов 5 временных интервалов, соединенных выхода.ми со входами соответствующих блоков 6 намяти, выходы которых соединены со входами соответствующих формирователей, соединенных выходами с соответствующи.ми входами блокирующего блока 14.
Выходы дискриминаторов 5 также соединены со входами оператпвных запоминающих блоков 8, выходы которых соедипены со входа.ми блока 9, выход которого соединен со входом запо.мииающего блока 10, соедииеиного выходом с входом формирователя И, выход которого соединен с первы.м входом первого блока 12 сравнения, на второй вход которого подсоединен выход первого генератора 13 случайных чисел, выход первого блока 12 сравнения подсоедииен к управляюще.му входу блокирующего блока 14, выход которого подсоединен к первому входу второго блока 15 сравнения, на второй вход которого подсоединен выход второго генератора 16 случайных чисел, а выход второго блока 15 сравнения подсоединен к управляющему входу блока 17. Выход фиксатора 18 выдачи подсоедипен к управляющим входам обопх генераторов 13, 16 и к управляюще.му входу блока 9.
Система управления те.мпо.м выдачи металла из нагревательпых печей работает следующим образом.
Время, затрачиваемое каждым станом 1, на
обработку за;отовок 2, выдаваемых из пагревательной печи 3, определяется измерителями 4. Это время иидентиф1щир -ется с временным интервалом в соответств ющих дискриминаторах 5 временных ннтервалов, откуда сигнал
поступает в соответствующие регистры иамяти блоков 6. На основании иифор.мации блоков 6 в формирователях 7 формируются расиределения вероятностей вре.мен обработки заготовок для каждою стаиа. С дискриминаторов 5 1П1фор.маппя поступает также в оперативные запоминающие блоки 8, причем они заиоминают ииформацию, полученную только на последнем такте опроса. С блоков 8 информация передается в блок 9. После определения па данно.м такте опроса стана с максимальным вре.менем обработкн засылается единипа в соответствующий регистр запом1П1ающего блока 10, и формирователем И фор.мируется распределеппе вероятностей местонахождения стана с максимальным вре.мепем обработки на линии. В первом блоке 12 сравнения, на второй вход которого иодается равно.мерпо распределенное в интервале (0,1) случайное чпсло, генерпруемое первым геператором 13 случайных чисел, выбирается стан с максимальны.м времене.м обработки, т. е. стан «узкое место, способом случайного попска и подается и.мпульс на блокирующий блок 14, который деблокирует тот канал формирователя распределений вре.мен обработки, который соответствует выбранному стану -«узкое место. Во втором блоке 15 сравнения, на иервый вход которого поступает информация о распределении времен обработки выбранного стана - «узкое место, а на второй вход иодается генерируемое вторы.м генератором 16 случайных чисел равномерио распределенное в интервале (0,1) случайное число, выбирается велич1И а способо.м случайного поиска из
указапного распределенпя. Выбранная случайная величина, которая принимается паузой между последовательными выдачами, подается на блок 17 управления выгрузочной .мап иной. Такт опроса задается пмпульсо.м от фиксатора 18 выдачи, который подается на управляющий вход блока 9 и на управляющие входы обоих генераторов 13, 16 случайных чисел.
Таки.м образо.м, система позволяет значительно увеличить производительность трубопрокатного агрегата, улучшить качество готовой продукции, снизить затраты топлива па нагрев и расход электроэнергии на обжатие,
так как управление темпо.м выдачи металла должно проводиться соответственно такту работы «узкого места, которое в данпой системе определяется случайным образом, что соответствует случайному характеру пере.мещенпя «узкого места на линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления ритмом работы прокатных станов | 1976 |
|
SU655450A1 |
| Устройство для управления ритмом работы листопрокатных станов | 1975 |
|
SU564019A1 |
| Система управления темпом выдачи заготовок из нагревательных печей | 1979 |
|
SU900904A1 |
| Способ управления ритмом работы прокатных станов | 1973 |
|
SU502669A1 |
| Способ управления ритмом выдачи заготовок из печи | 1983 |
|
SU1109451A1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Устройство управления темпом работы трубопрокатного стана | 1974 |
|
SU500838A1 |
| Система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов | 1983 |
|
SU1156756A1 |
| Система отпуска товара | 1983 |
|
SU1130888A1 |
