(54) МЕХАНИЗМ ДЛЯ ФОРМИРОВАНИЯ УШКА К АВТОМАТУ ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН РАСТЯЖЕНИЯ ИЗ БЕСКОНЕЧНОЙ
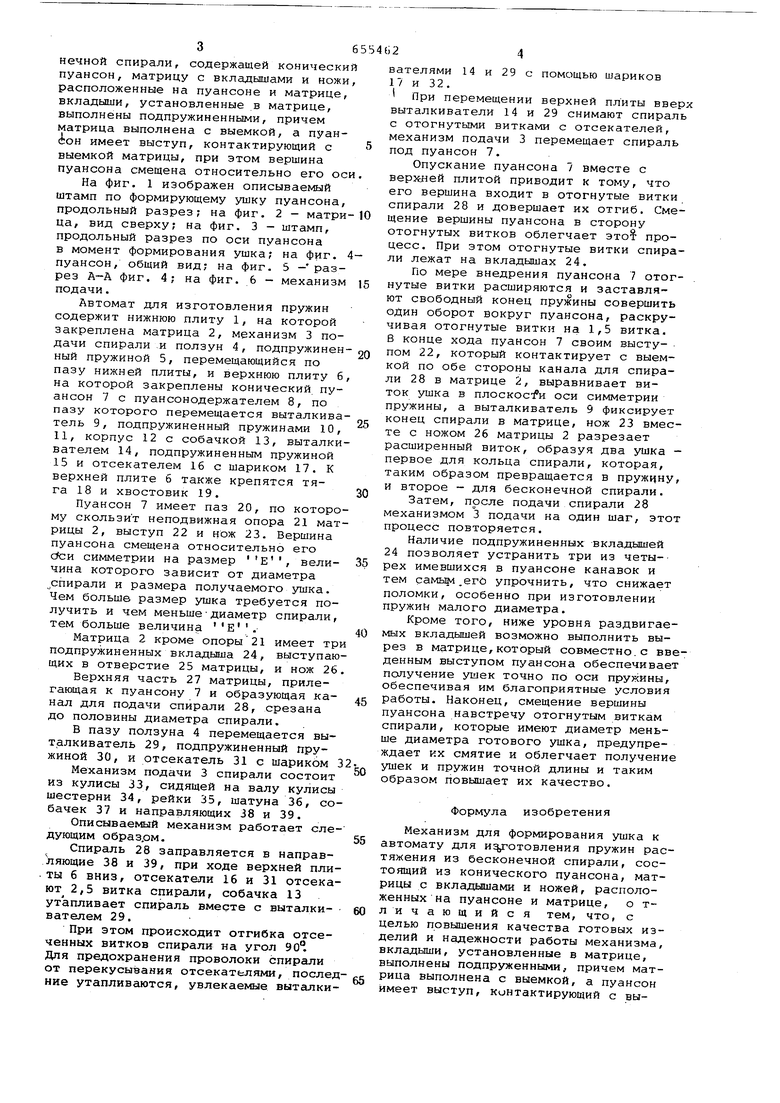
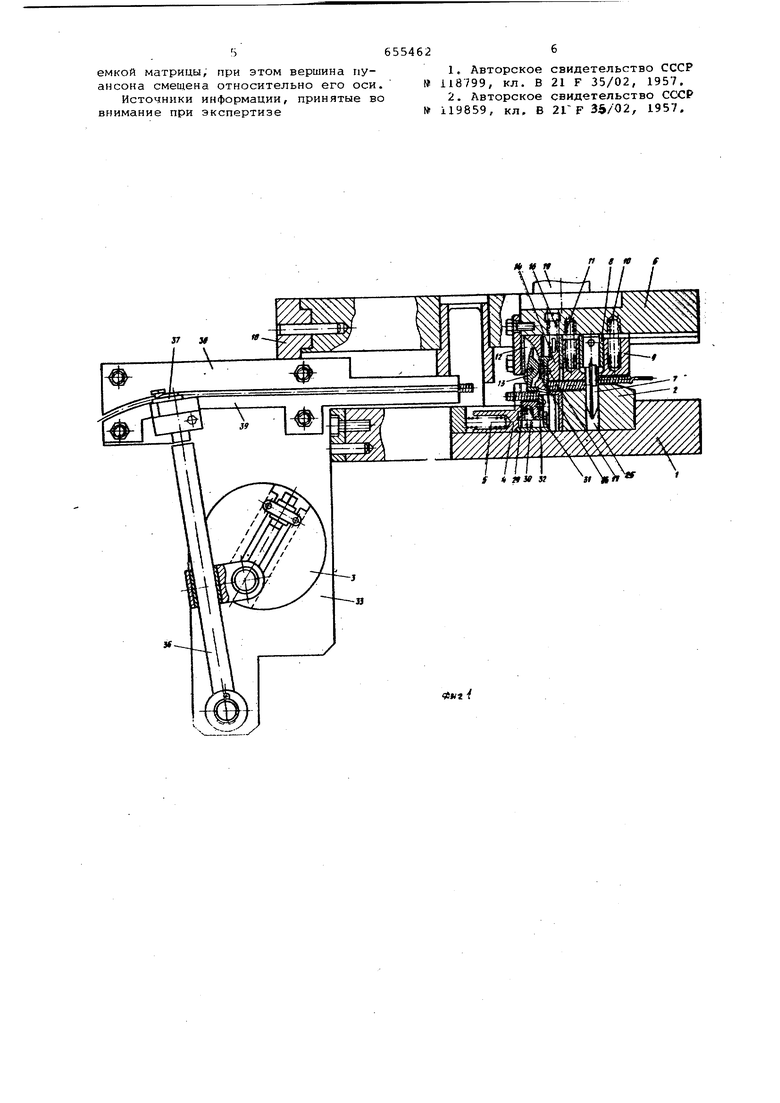
СПИРАЛИ 3 нечной спирали, содержащей конически пуансон, матрицу с вкладышами и ножи расположенные на пуансоне и матрице, вкладыши, установленные в матрице, выполнены подпружиненными, причем матрица выполнена с выемкой, а пуансон имеет выступ, контактирующий с выемкой матрицы, при этом вершина пуансона смещена относительно его ос На фиг. 1 изображен описываемый штамп по формирующему ушку пуансона, продольный разрез; на фиг. 2 - матри ца, вид сверху; на фиг. 3 - штамп, продольный разрез по оси пуансона в момент формирования ушка; на фиг. пуансон, общий вид; на фиг. 5 -разрез А-А фиг. 4; на фиг. 6 - механизм подачи. Автомат для изготовления пружин содержит нижнюю плиту 1, на которой закреплена матрица 2, механизм 3 подачи спирали и ползун 4, подпружинен ный пружиной 5, перемещающийся по пазу нижней плиты, и верхнюю плиту 6 на которой закреплены конический пуансон 7 с пуансонодержателем 8, по пазу которого перемещается выталкива тель 9, подпружиненный пружинами 10, 11, корпус 12 с собачкой 13, выталки вателем 14, подпружиненным пружиной 15 и отсекателем 16 с шариком 17. К верхней плите б также крепятся тяга 18 и хвостовик 19. Пуансон 7 имеет паз 20, по которо му скользит неподвижная опора 21 мат рицы 2, выступ 22 и нож 23. Вершина пуансона смещена относительно его симметрии на размер , величина которого зависит от диаметра спирали и размера получаемого ушка. Чем больше размер ушка требуется получить и чем меньшедиаметр спирали, тем больше величина Е. Матрица 2 кроме опоры 21 имеет тр подпружиненных вкладыша 24, выступаю щих в отверстие 25 матрицы, и нож 26 Верхняя часть 27 матрицы, прилегающая к пуансону 7 и образующая канал для подачи спирали 28, срезана до половины диаметра спирали. В пазу ползуна 4 перемещается выталкиватель 29, подпружиненный пружиной 30, и отсекатель 31 с шариком Механизм подачи 3 спирали состоит из кулисы 33, сидящей на валу кулисы шестерни 34, рейки 35, шатуна 36, со бачек 37 и направляющих 38 и 39. Описываемый механизм работает сле дующим образ.ом. Спираль 28 заправляется в направляющие 38 и 39, при ходе верхней пли ты б вниз, отсекатели 16 и 31 отсека ют 2,5 витка спирали, собачка 13 утапливает спираль вместе с выталкивателем 29. При этом происходит отгибка отсеченных витков спирали на угол 90° Для предохранения проволоки спирали от перекусывания отсекателями, после ние утапливаются, увлекаемые выталки 2 14 и 29 с помощью шариков ателями 7 и 32. При перемещении верхней плиты вверх выталкиватели 14 и 29 снимают спираль с отогнутыми витками с отсекателей, механизм подачи 3 перемещает спираль под пуансон 7. Опускание пуансона 7 вместе с верхней плитой приводит к тому, что его вершина входит в отогнутые витки спирали 28 и довершает их отгиб. Смещение вершины пуансона в сторону отогнутых витков облегчает процесс. При этом отогнутые витки спирали лежат на вкладышах 24. По мере внедрения пуансона 7 отог- . нутые витки расширяются и заставляют свободный конец пружины совершить один оборот вокруг пуансона, раскручивая отогнутые витки на 1,5 витка. В конце хода пуансон 7 своим выступом 22, который контактирует с выемкой по обе стороны канала для спирали 28 в матрице 2, выравнивает виток ушка в плocкocfи оси симметрии пружины, а выталкиватель 9 фиксирует конец спирали в матрице, нож 23 вместе с ножом 26 матрицы 2 разрезает расширенный виток, образуя два ушка - первое для кольца спирали, которая, таким образом превращается в пружцну, и второе - для бесконечной спирали. Затем, после подачи спирали 28 механизмом 3 подачи на один шаг, этот процесс повторяется. Наличие подпружиненных вкладышей 24 позволяет устранить три из четы-рех имевшихся в пуансоне канавок и тем самым,его упрочнить, что снижает поломки, особенно при изготовлении пружин малого диаметра. Кроме того, ниже уровня раздвигаемых вкладышей возможно выполнить вырез в матрице,который совместно.с введенным выступом пуансона обеспечивает получение ушек точно по оси пружины, обеспечивая им благоприятные условия работы. Наконец, смещение вершины пуансона навстречу отогнутым виткам спирали, которые имеют диаметр меньше диаметра готового ушка, предупреждает их смятие и облегчает получение ушек и пружин точной длины и таким образом повышает их качество. Формула изобретения Механизм для формирования ушка к автомату для изготовления пружин растяжения из бесконечной спирали, состоящий из конического пуансона, матрицы с вкладышами и ножей, расположенных на пуансоне и матрице, о тличающийс я тем, что, с целью повышения качества готовых изделий и надежности работы механизма, вкладыши, установленные в матрице, выполнены подпруженными, причем матрица выполнена с выемкой, а пуансон имеет выступ, контактирующий с выi6554626
емкой матрицы, при этом вершина пу- 1. Авторское свидетельство СССР ансона смещена относительно его оси. 118799, кл. В 21 F 35/02, 1957,
Источники информации, принятые во 2. Авторское свидетельство СССР внимание при экспертизе№ 119859, кл. В 21 F 35/02, 1957.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат для изготовления пружин растяжения из бесконечной спирали | 1957 |
|
SU118799A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН РАСТЯЖЕНИЯ С УШКАМИ | 1972 |
|
SU433943A1 |
| Станок-автомат для изготовления, пружин растяжения с отогнутыми и расширенными по диаметру ушками | 1956 |
|
SU117834A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Автомат для сборки пряжек | 1981 |
|
SU986701A1 |
| Автомат для сборки запрессовкой ушковых пуговиц | 1987 |
|
SU1500461A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| ШТАМП ДЛЯ ФОРМИРОВАНИЯ УШКОВ ПРУЖИН РАСТЯЖЕНИЯ | 1966 |
|
SU216604A1 |
| БИБЛИОТЕКА IЛ. И. Фалалеев | 1972 |
|
SU349456A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
п t а t
/
fui.j
2г
-23
1
.Г
А-Л
го
1Риг
