Изобретение относится к машине строению и может быть использовано в механосборочном производстве, в частности, для сборки мелких деталей, например пряжек.
Известен штамп совмещенного действия , содержащий смонтированные на станине механизм подачи деталей, механизм гибки в виде пуансона и матрицы, а также перемещающиеся в горизонтсшьном направлении ступенчатые ползушки Cl}.
Известен также.автомат дпя сборки пряжек, содержащий смонтированные на станине механизмы с шибером собираемых деталей и механизм гибки в виде пуансона и матрицы, а также их привод С2.
Однако известный автолат не обеспечивает сборку пряжек сложной формы.
Цель изобретения - расширение диапазона типоразмеров изделия.
Эта цель достигается за счет того, что автомат, содержащий смонтированные на станине механизмы подачи с шибером для собираемых деталей и механизм гибки в виде-пуансона и матрицы, снабжен смонтированной на станине приводной верхней плитой и не:подвижной нижней плитой с вертикальными и горизонтальными направляющими каналами, а также установленными в каналах нижней плиты с возможностью перемещения ползушками с приемными гнездами дпя собираемых деталей} при этом пуансон механизма гибки выполнен многоступенчатым с продольным пазом под ползущки и закреплен на неподвижной плите с возможностью взаимодействия с ползушками по поверхности паза; матрицы имеют под пружиненные прижимы и закреплены на верхней плите, привод которой выполнен в виде установленных на ней подпружиненных Пальцев и Г-образных двуплечих рычагов, связанных i одним концом с пальцами, а другими с шибером механизма подачи, воздействующим на ползушки.,
Автомат может быть снабжен толкателем, смонтированным на неподвижной нижней плите с возможностью взаимодействия с ползушками и верхней плитой, а также выталкивателем укрепленным на верхней плите.. Кроме того, он может быть снабжен механизмом отрезки заготовки в виде ножа, закрепленного на верхней плите.
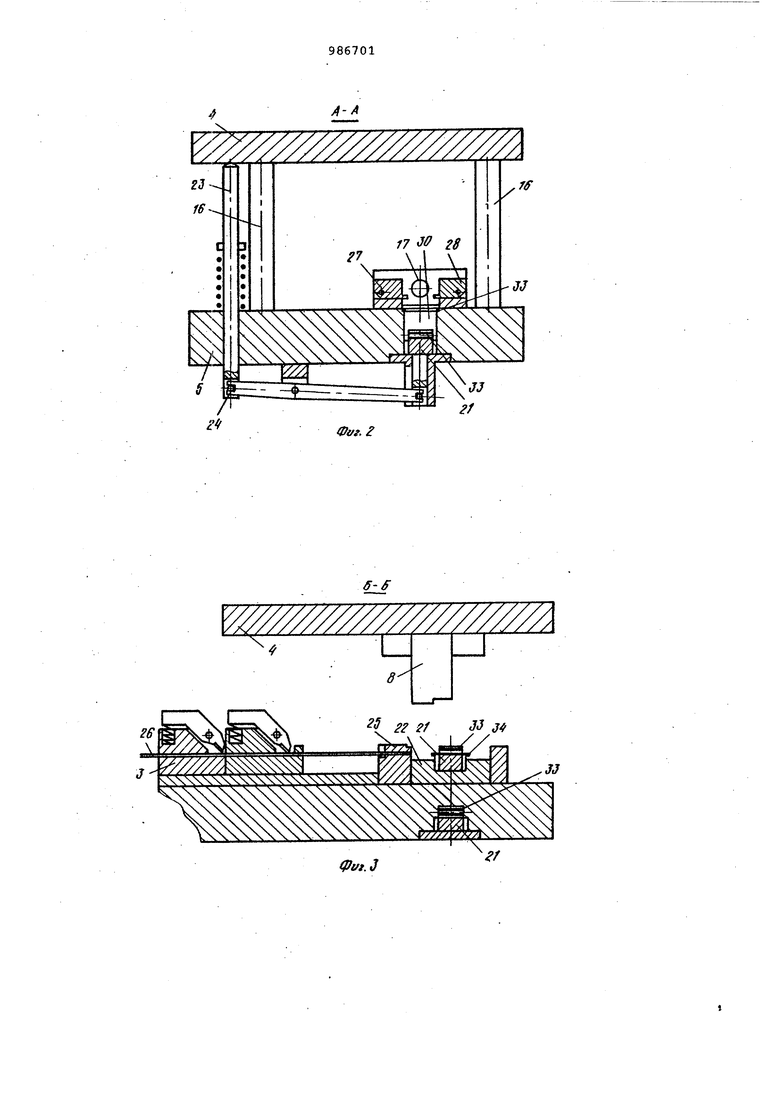
На фиг. 1 схематично изображен продольный разрез автомата; на фиг. 2 - разрез А-А фиг, 1; на фиг. 3 - разрез Б-Б на фиг Л; на фиг разрез В-В фиг1 :L; на фиг. 5 - разрез Г-Г фиг. 1; на фиг. б - разрез Д-Д фиг. 1; на фиг. 7 - разрез Е-Е фиг. 1 ; на фиг. 8 - вид сбоку на и делие; на фиг 9 - разрез Ж-Ж фиг. Автомат состоит из установленных на станине механизмов подачи с пода ющими лотками 1-3 для подачи дета лей в зону сборки, а также приводно верхней плиты 4 и неподвижной нижне плиты 5. На плите 4 установлены подпружин ные пальцы 6,7, нож 8, матрица 9, в которой укреплен подпружиненный при жим 10, матрица 11, в которой укреплен подпружиненный прижим 14, выталк ватель 15. Наплите 5 установлены колонки 16 являющиеся направляющими для плиты 7 шй-бер 17 и Г-образный рычаг 18, взаимодействующий с пальцем 6 и шибером 17, шибер 19 и Г-образный рычаг 20, взаимодействующий с пальцем 7 и шибе ром 19, пдлзушки 21, каждая из которых имеет паз и гнездо для установки собираемых деталей, ступенчатый пуансон 22 с продольным пазом, являющимся направляющей для ползушек 21, подпружиненный толкатель 23, взаимодействующий с плитой 4 и ползушками через рычаг 24 (фиг. 2, нож-фильера 25 (фиг. 3), через которую подается проволока 26 на отрезку заготовки, откидывающиеся направляющие 27,28. Кроме того, в плите 5 выполнен вертикальные каналы 29 и 30 (фиг. 1, 2,7 ) с поперечным сечением по форме сечения ползущек 21 и соосные с.каналами подачи до упора собираемых деталей. Б канале 29 ус:тановлен фиксатор 31 (фиг. 7), исключающий свободное падение в канале 29 ползушки 27 при ее взаимодействии с выталкивателем 1 Изделие 32 1фк:г. 7 - 9 содержит втулку 39, петлю фигурную 34 и планку 38,1-имеющую симметрично расположенный О-образный: профиль, получаемый после отрезки заготовки от проволоки 26 в процессе последовательной гибки сначалс1 заготовки 36 с О-образными концс;ми, а затем заготовки 37 с П-образными концами. Автомат р аботс1ет следующим образом. При движении плиты 4 вниз по направляющкм колонр:ам 16 пальцы 6 и 7 нажимают на Г-образные рычаги 18,20 которые отводят шиберы 17,19 (фиг.1) от ползушек 21. Взаимодействуя с плитой, опускается подпружиненный толкатель 23, во действующий через рычаг 24 (фиг. 2), который перемещает ползушку 21 по вертикальному каналу 30, в котором ползушка, несущая на себе втулку 33, встречавпе.тлю 34, которая садится в гнездо ползушки. При дальнейшем движении ползушка поворачивает направляющий 27,28, возвращающиеся в исходное положение (фиг. 2) после прохода через них ползушки. Из лотка 3 подается через нож-фильеру 25 проволока 26 внутрь втулки 33, выталкиватель 15 выталкивает ползушку из изделия 32 (фиг. 1,7, проталкивает ее в канале 29 до упора в дно канала и оставляет изделие на выступе плиты 5. Как только паз ползушки 21 (фиг. 2,1), продвигаемой выталкивателем 15 и в это время прижимаемой фиксатором 31 окажется на оси лотка 2, в него из механизма подачи подается втулка 33. В конце, хода плиты 4 вниз нож 8, взаимодействуя с ножом-фильерой 25 (фиг. 3, отрезает заготовку планки 35 от проволоки 26, прижим 10 на следующей ползушке 21 прижимает заготовку планки 35, и матрица 9 (фиг. 4 ) на пуансоне 22 гнет заготовку 31, прижим 12 (фиг.5 на следующей ползушке прижимает заготовку планки 35, и матрица 9 (фиг. 4J на пуансоне 22 гнет заготовку 37, матриц 11 на пуансоне 22 гнет заготовку 37, прижим 14 (фиг.6) на следующей ползушке 21 прижимает заготовку 37, и матрица 13 на последней ступени пуансона 22 гнет симметрично расположенный О-образный профиль планки 35. При движении плиты 4 вверх под- пружиненный толкатель 23 поднимается и через рычаг 24 сажает ползушку 21 на направляющие 27,28, подпружиненный палец 6 через рычаг 18 перемещает шибер 17, который сталкивает ползушку 21 с направляющих 27,28 вниз пуансона 22, перемещая находящиеся в нем ползушки 21 до упора, причем ползушка из-под ножа 8 (фиг. 1 ) перемещается под матрицу 9, ползу111ка из-под матрицы 9 перемещается под матрицу, ползущка издод матрицы 11 перемещается под матрицу 19, ползушка из-под матрицы 13 перемещается под выталкиватель 15, сталкивая изделие 32, находящееся на выступе плиты 5, на нижнюю плоскость для удаления из , автомата. Подпружиненный палец 7 через Г-образный рычаг 20 перемещает шибер 19, который переталкивает ползушку 21 из канала 29 и находящуюся перед ней ползушку до упора в канале 30. Из механизма подачи через лоток 1 фигурная петля 34 подается до упора в канале 30. При движении плиты вниз цикл повторяется., Предлагаемый автомат по сравнению с базовБМ объектом, взятом за прототип, позволяет повысить качество сборки пряжек сложной формы и производительность. Формула изобретения 1. Автомат для сборки пряжек, содержащий смонтированные на станине механизмы подачи с шиб.ером для собираемых деталей и механизм гибки в ви де пуансона и матрицы, отлича ющийся тем, что, с целью расширения диапазона типоразмеров изделия, он снабжен смонтированными на станине приводной верхней плитой и неподвижной нижней плитой с вертикал ными и горизонтальными направляюсо Ми каналами, а также установленными в каналах нижней плиты с возможность перемещения ползушками с приемными гнездами для собираемых деталей, при этом пуансон механизма гибки выполнен многоступенчатым с продольным па зом под ползушки и закреплен на неподвижной плите с возможностью взаимодействия с ползушками по поверхности паза; матрицы имеют податружиненные и закреплены на верхней Плите, привод которой Выполнен в виде установленных на ней подпружиненных пальдбв и Г-образных двуплечих рычагов, связанных одним концом с пальцами, а другими - с щибе-; ром механизма подачи, воздействуквдим на ползушки. 2.Автомат по п. 1, отличающийся тем, что он снабжен толкателем, смонтированным на неподвижной нижней плите с возможностью взаимодействия с ползушками и верхней плитой, а также выталкивателем, закрепленным на верхней плите. 3.Автомат по п. 1, отличающийся тем, .что он снабжён механизмом обрезки заготовки в виде ножа, закрепленным на верхней плите. Источники информации, ; принятые во внимание при экспертизе 1.Авторское свидетельство СССР; 653005, кл. В 21 D 37/08, 1978. 2.Авторское свидетельство СССР 484967, кл. В 23 Р 19/02, 1976 ( прототип ).


| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Плоскопрокатный автомат | 1981 |
|
SU980907A2 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| Штамп для обработки штучных заготовок | 1985 |
|
SU1258562A1 |
| Устройство для штамповки деталей из штучных заготовок | 1986 |
|
SU1360858A1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |


f. 4 г ff f /. -1 -1 -1 -Н Н го 7 fs ff fj ff g в гд fs e / 7 V / 5 rff 29 г f - - 7 r ff A
Фг/г. f f /
У/7///////// /////////Л
У ////////////////// //У.
В-8
r-r
JJJ7 /
.
хУ /«
fOtp
-И f
Ж
Фиг. 8
Jf-jr
JJ
Лг
