ленные в корпусе этих электродов, выполненные, например, в виде подпружиненных элементов с шаровыми наконечниками контактируют с заготовкой в течение всего периода обработки (т.е. при различных рабочих зазорах), надежно гася ее вибрацию.
Ввиду точеч.ного контакта виброгасителей с деталью обеспечивается практически равномерная обработка всех ее поверхностей, а наличие изоляции между электродом и виброгасителем предохраняет от возникновения коротких замыканий при указанном контакте.
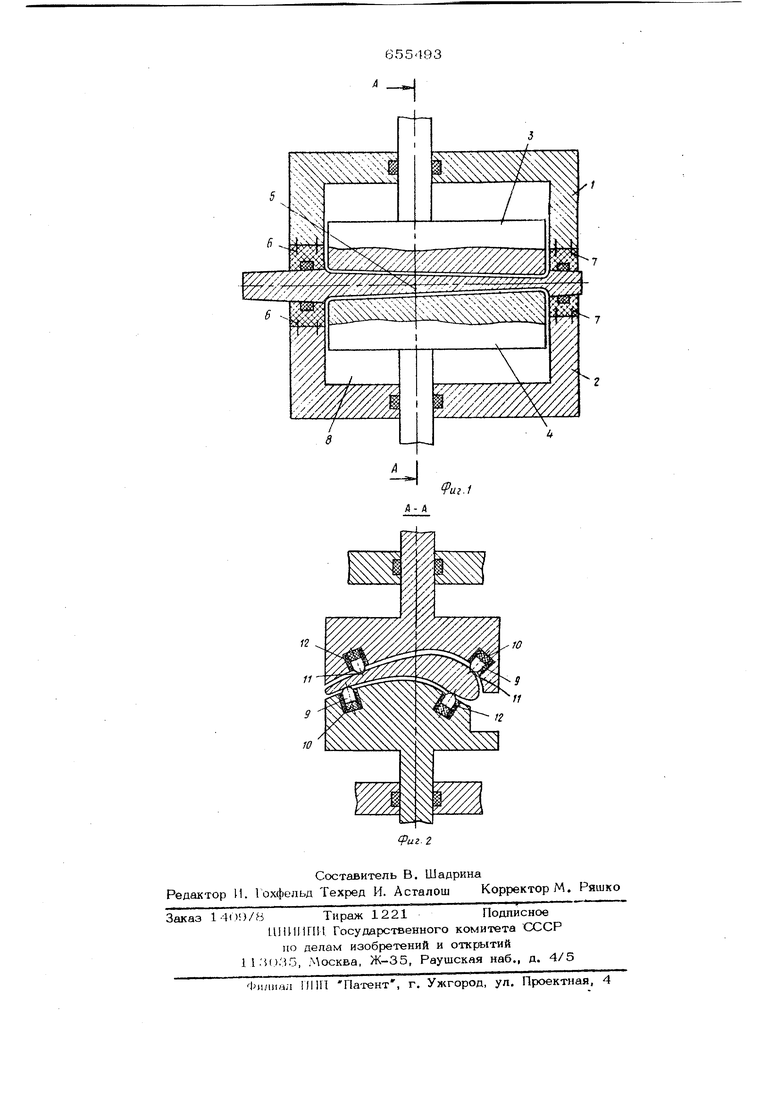
На фиг. 1 схематично показано предлагаемое устройство в продольном разрезе; на фиг. 2 - сечение А-А фиг.1.
Устройство выполнено в виде разъемного блока из двух половин 1 и 2 со встречно направленными электродамиинструментами 3 и 4. Обрабатьшаемая деталь-лопатка 5 закреплена в базовых элементах 6 и 7, которые при сближении половин 1 и 2 герметизируют на концевых участках детали 5 камеру 8. На электродах-инструментах 3 и 4 со стороны рабочей поверхности выполнены полости, в которых установлены виброгасители 9, упруго взаимодействующие с обрабатываемой поверхностью детали 5 за счет резиновых подкладок 1О, помещенных в донной части полостей под виброгасителями 9. Наконечники 11 виброгасителей 9 выполнены скругленными для обеспечения точечного контакта с деталью 5. Втулки 1.2 кз текстолита изолируют виброгасители 9 от потенциала электродов-инструментов 3 и 4. Электролит подается в камеру 8 и отводится из нее через отверстия (на чертеже не показаны) ,
При прокачке электролита под высоким давлением через камеру 8 (от турбуленгности его движения, особенно при пульсирующей прокачке) нежесткий межэлектродный участок детали 5 начинает вибрировать. Однако при сближении электродовинструментов 3 и 4 виброгасители 9, Е заимодействуя с обрабатываемой поверхностью, надёжно устраняют (гасят) эту
вибрацию. При этом эффект гашения вибрации возрастает при уменьшении зазора между деталью 5 и электродами-инструментами 3 и 4, т.е. как раз тогда, когда возникает необходимость в увеличении
давления прокачиваемого через указанный зазор электролита. Округленность наконечников 11 виброгасителей 9 обеспечивает, практически, равномерную обрабо-псу всей поверхности детали 5, а втулки 12 предохраняют устройство от коротких замыканий.
Таким .образом, предлагаемое устройство обеспечивает качественную электрохимическую обработку нежестких дли1шомерных деталей (типа турбинных лопаток длиной 800-1500 мм) и найдет .широкое использование в турбостроении, судостроении и других отраслях народного хозяйства.
Формула изобретения
Устройство для двуса-оронней электрохимической обработки нежестких деталей типа турбинных лопаток электродамиинструментами при закреплении обрабатьшаемой детали, отличающеес я тем, что, с целью повышения точности обработки за счет устранения вибрации детали, в электродах-инструментах со стороны рабочего торца выполнеш полости, в которых установлены виброгасители с наконечниками, упруго взаимо- . действующими с обрабатьтаемой поверхностью путем точечного контакта и изолированными от потенциала электродовинструментов.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СС-СР № 2984S5, кл. В 23 Р 1/04, 19G7.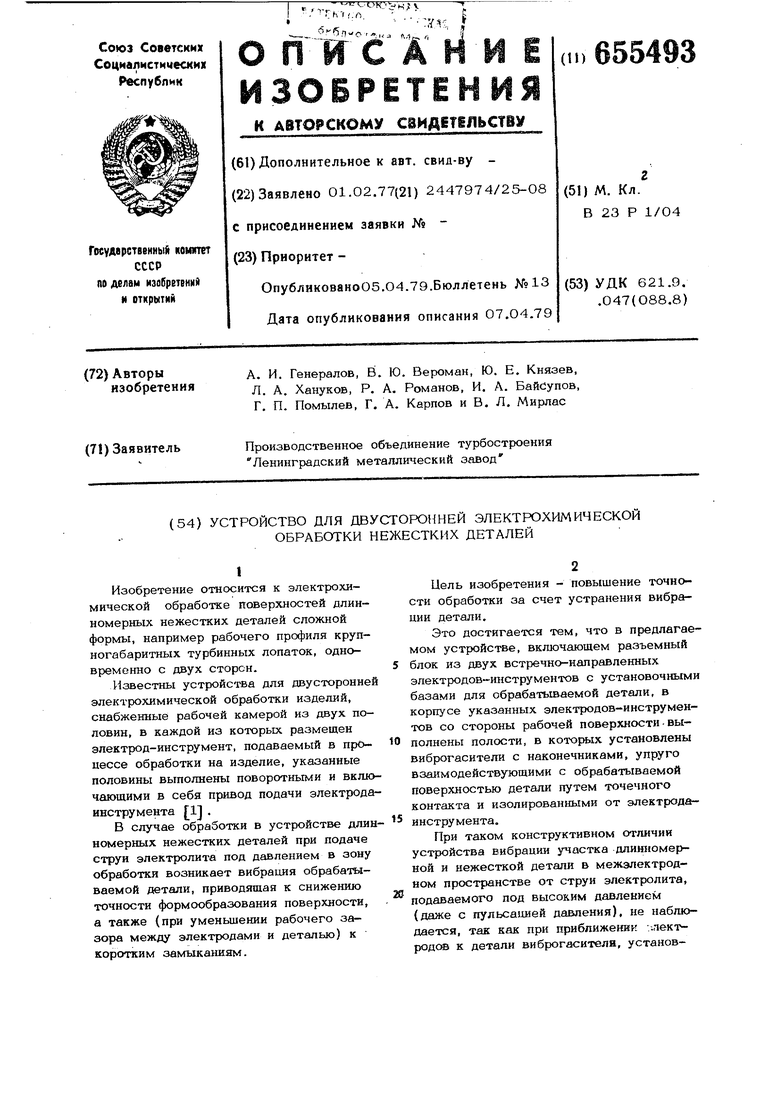
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двухстороннейэлЕКТРОХиМичЕСКОй ОбРАбОТКиНЕжЕСТКиХ дЕТАлЕй | 1979 |
|
SU806335A2 |
| Способ размерной электрохимическойОбРАбОТКи | 1979 |
|
SU814641A1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| Способ электрохимической обработки | 1990 |
|
SU1787716A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| Способ ионного полирования внутренней поверхности детали | 2020 |
|
RU2734179C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |