Изобретение относится к элёктро- физическим и электрохимическим методам обработки-и может быть применено при электрохимической обработке поверхностей длинномерных нежестких деталей преимущественно сложной формы.
По основному авт.св. 655493 известно устройство для двухсторонней электрохимической обработки нежестких деталей сложной , в частности рабочего профиля крупногабаритных турбинных лопаток,включёцоще.е электроды-инструменты, со стороны рабочего торца которых выполнены полости, в которых установлены виброгасители с наконечниками, упруго взаимодействующими с обрабатываемой поверхностью путем точечного контакта изолированных от потенциала электродов-инструментов. Достоинство известного устройства заключается в повышении точности обработки нежестких деталей за счет устранения их вибрации в процессе обработки С И.
Недостатком устройства является ограниченность его технологических возможностей, заключающаяся в невозможности придания его электродаминструментам вибрирующих перемещений в направлении, характеризуемом попеременным увеличением и уменьшением межэлектродного зазора, которые обычно осуществляют для лучшей прокачки . электролита через рабочую зону.
При таких вибрирующих перемещениях электродов-инструментов виброгасители, установленные в его полостях, теряют необходимую стабильность своего взаимодействия с обрабатываемой деталью, что отрицательно сказывается на ее фиксации и еще более пульсирующем (вследствие вибрации элек5 тродов-йнструментов) потоке электролита, а следовательно и на точности .
ее обработки.
Целью изобретения является расширение технологических возможностей устройства за счет обеспечения условий для -вибрирующих перемещений его электродов-инструментов.
Указанная цель достигается тем, ,jTO полости в электродах-инструментах под виброгасители выполнены сквозными, причем в 1брогасители связаны между собой с обратной стороны электродов-инструментов посредством общих несущих элементов.
Кроме того виброгасители кинематически связаны механизмом, обеспечивающим их попеременное перемещение в сторону обрабатываемой детали до контакта с нею и обратно заподлицо с рабочей поверхностью электродов-инструментов .
i В отведенном от обрабатываемой детали положении виброгасители могут быть снабжены возможностью подключения к потенциалу электродов-инструментов.
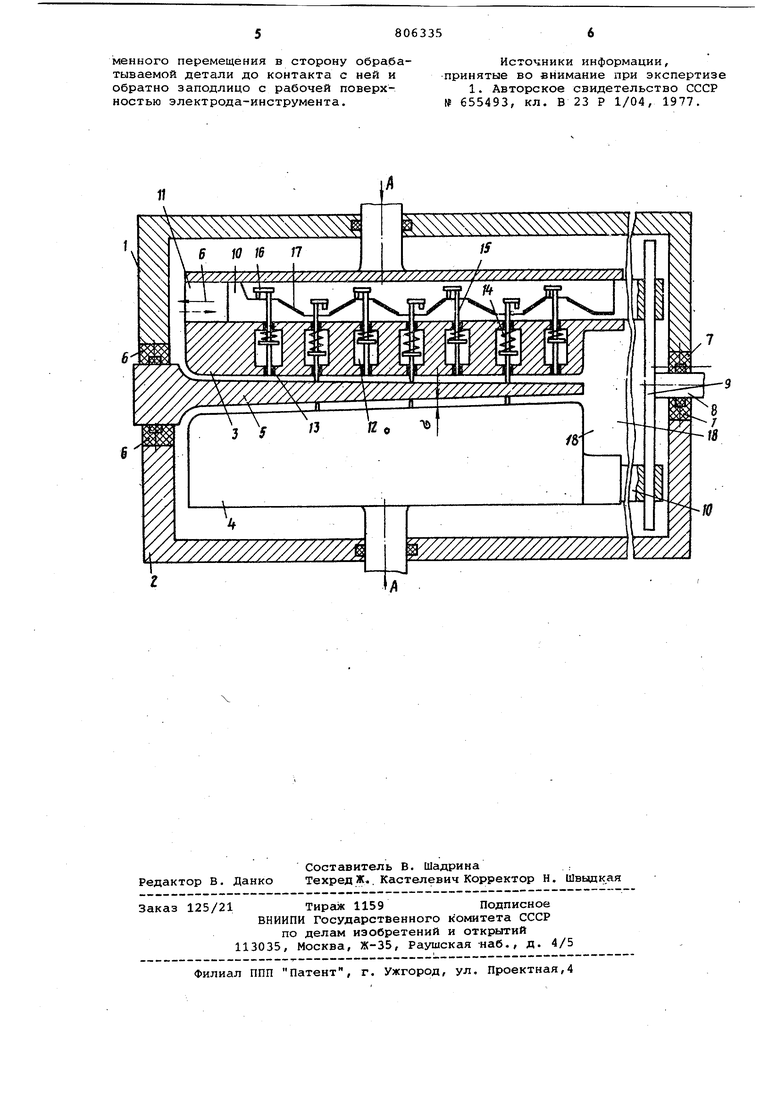
На чертеже схематично представлен пример усовершенствованного в соответствии с предлагаемым техническим решением устройства для двухсторонней электрохимической обработки нежестких деталей сложной фор№Л.
Устройство выполнено в виде разъемного блока из двух половин 1 и 2 со встречно направленными электродами-инструментами 3 и 4. Обрабатываемая деталь-длинномерная турбинная лопатка 5 закреплена консольно в базовых элементах 6, а в соответствующих им элементах 7 с противоположной стороны блока с возможностью возвратно-поступательного осевого перемещения установлен шток 8 (его привод на чертеже не показан), несущий поперечину 9, на концевые участки которой своими отверстиями надеты две тяги 10, размещенные в сквозных отверстия 11 в электродах-инструментах 3 и 4.В электродах-инструментах 3 и 4 со стороны рабочзй поверхности выполнены полости 12, сообщающиеся с отверстиями 11, в которых на изолирующих втулках 13 ь подпружиненном (посредством пружин 14) в направлении обрабатываемой поверхности лопатки 5 состоянии установлены виброгасители 15, снабженные возможностью взаимодействия с поверхностью лопатки 5 посредством точечного контакта. С противополож юй стороны виброгасители 15 своими Г-образными наконечниками 16 способны взаимодействовать с профипьной поверхностью тяг 10, которая выполнена в виде регулярно чередующихся выступов и впадин. Тяги 10 соединены с потенциалом электродов-инструментов 3 и 4 и способны передать указанный потенциал виброгасителям 15 при контакте их Г-образных наконечников с вершинами выступов на профильной поверхности тяг. На боковой поверхности каждого выступа укреплены изолирующие накладки 17.
Электролит подается в камеру 18 устройства и отводится из нее через отверстия (на чертеже не показаны).
Перемещая электроды-инструменты 3 и 4 по стрелкам А до образования необходимого межэлёктродного зазора 6 начинают производить электрохи мическую обработку лопатки 5. Одновременно штоку 8 сообщают возвратно-поступательные перемещения, благодаря чему тяги 10 также начинают перемещаться по стрелкам Б. При этом происходит попеременное перемещение виброгасителей 15 в сторону обрабатываемой детали до контакта с нею с заданным расчетным усилием от пружи 14 и обратно заподлицо с рабочей поверхностью электродов-инструментов ;Это позволяет избежать возможных застоев и неравномерных скоростей и струйностей потоков при прокачке электролита в зазоре 6 и тем самым обеспечивает более равномерную (без локальных выступов,способных образовываться под виброгасителями) обработку поверхностей лопатки 5. Для более эффективного съема указанных локальных выступов вибpoгacитeJ и, отходя от поверхностей Лопатки 5 в крайнее положе- . ние (заподлицо с рабочей поверхностью электрода-инструмента),соединяются через штоки 8 с потенциалом электродов-инструментов, и съем выступов интенсифицируется. В принципе виброгасители могут быть выполнены присоединяемыми за счет использования предлагаемого их перемещения и с более высоким (или низким) потенциалом, подводимым к ним со стороны, например через те же штоки 8.
Таким образом, предложенное устройство позволяет повысить качество обработки поверхностей длинномерньзх нежестких деталей, сведя к минимуму образование на них локальных выступов, имеющих место в зоне контакта с нею виброгасителей.
При прикладном проектировании прелагаемого устройства следует обратить внимание на расчет и тарировку пружин 14, призванных обеспечить равнозначное виброгасящее действие попеременно и в разных точках взаимодействующих с поверхностью лопатки 5 по ее длине виброгасителей 15.
Формула изобретения
1.Устройство для двухсторонней электрохимической обработки нежестких деталей по авт.св. № 655493, отличающееся тем, что, с целью расширения технологических возможностей, полости в электродахинструментс1х под виброгасители выполнены сквозными, причем виброгасители связаны между собой с обратной стороны электродов инструментов посредством общих несущих элементов
2.Устройство по п,1, о т л ич ающееся тем, что, с целью повышения качества обработки ,виброгасители связаны механизмом попеременного перемещения в сторону обрабатываемой детали до контакта с ней и обратно заподлицо с рабочей поверхностью электрода-инструмента.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 655493, кл. В 23 Р 1/04, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двусторонней электрохимической обработки нежестких деталей | 1977 |
|
SU655493A1 |
| СПОСОБ СНИЖЕНИЯ ВИБРАЦИЙ НЕЖЕСТКОЙ ЗАГОТОВКИ, ОБРАБАТЫВАЕМОЙ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2500516C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2157301C1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ ОБРАБОТКИ ПОЛОЙ ЛОПАТКИ ТУРБОМАШИНЫ С ПЕРФОРАЦИОННЫМИ ОТВЕРСТИЯМИ | 2019 |
|
RU2722544C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240901C2 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| Способ электрохимической обработки кромок лопаток, моноколес, лопастей и электрод-инструмент для осуществления способа | 2019 |
|
RU2738939C2 |
