Изобретение относится к технической оснастке сборочных процессов и может быть применено в различных областягх машиностроения, в частности при запрессовке резиновых армированных манжет в комплекте с шайбами.
Известно устройство для ориентации и сборки деталей в изделие, содержащее ста:нину, расположенные одна в другвй и имеющие возможность независимого перемещения вдоль оси сборки оправки, силовой цилиндр и питатель 1J .
Однако известное устройство не позволяет производить сборку двух деталей одновременно, что снижает производителность труда.
Цель изобретения - повышение производительности труда.
Цель достигается тем, что наружная оправка снабжена цилиндрическим кольцом с внутреш1ей конусной проточкой, в стенках которого раднально расположены постояншле магниты, крюме того.
В1гутренняя оправка снабжена регулируемым упором.
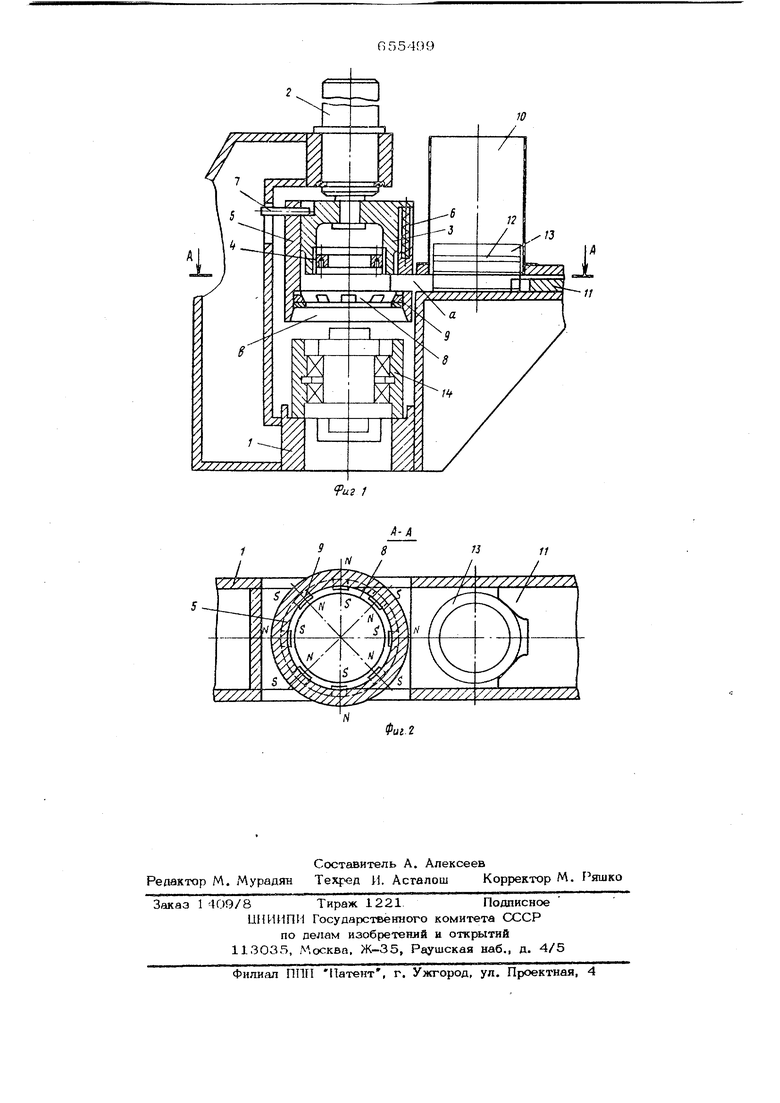
На фиг. 1 изображено предложенное устройство, общий вид; на фиг. 2 - разре А-А фиг. 1.
Устройство для ориентации и сборки деталей содержит станину 1, в посадочном гнезде которой установлен силовой цилиндр 2. На штоке цилиндра 2 жестоко закреплена внутренняя оправка 3.
В оправке 3 на резьбе установлен регулируемый упор 4, выполненный в виде круглой гайки. Соосно с оправкой 3 установлена наружная оправка 5. Три пружины б и штифт 7 удерживают оправку 5 в заданном по отношению к оправке 3 положении, допуская сборки деталей.
Штифт 7 вторым концом заходит в паз станины 1, предотвращая поворот оправки 5 относительно оси сб;.)рки. В оправке 5 выполнены загрузочное окно а к конусная проточка. В гнездо оправки 5 запрессовано кольцо 8 цилиндрической формы с внутреннрй конусной проточкой, в стенках кольца в определенной последовател шости установлены постоян}гые магниты 9. Ка станине 1 расположен питатель, состоящий из магазина Ю и шибера 11. Шайба 12, манжета 13 и изделие 1 показаны условно. Устройство работает следующим образом . Изделие 14 устанавливают в лоток станины 1, детали 1 2 и 13 - в магазин 10. При движении влево шибер 11 отсекает детали 12 и 13 из магазина 10 и при дальнейшем движении через загру зочное окно а подает их в наружную оправку 5. Шибер 11 возвращается в исходное положение. Детали 12 и 13 проваливаются в конусную проточку кол ца 8 и удерживаются от выпадения мат ниткым полем, создаваемым набором по сто5шных магнитов 9. В поршневую полость силового цилиндра 2 подается рабочее давление. Шток цилиндра опускает ся и наружная оправка 5 конусной прот кой в центрирует и прижимает изделие 14 к станине 1. При дальнейшем движении штока цилиндра 2 внутренняя оправка 3, преодолевая сопротивление пружин 6, проталкивает детали 12 и 1 через конусную проточку кольца 8, при этом детали 12 и 13 центрируются до запрессовки их в изделие 14. В конце хода штока осуществляется операция запрессовки, оправка 3 упором 4 упирается в элемент изделия 14, предотвращая снятие детали 13, При достижении определенного давления в поршневой полости цилиндра 2 происходит возврат штока и оправок в исходное положение. Формула изобретения 1.Устройство для ориентации и сборки деталей в изделие, например резиновых армированных манжет с шайбами, содержащее станину, расположенные одна в другой и имеющие возможность независимого перемещения вдоль оси сборки оправки, силовой цилиндр и питатель, отличающееся тем, что, с целью повышения производительности труда, наружная оправка снабжена цилиндрическим кольцом с внутренней конусной проточкой, в стенках которого радиально расположены постоянные магниты. 2,Устройство по п. 1, о т л и чающееся тем, что внутренняя оправка снабжена регулируемым упором. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР NO 465863, кл. В 23 Р 19/О4, 1976.
Ю
/
11
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1980 |
|
SU891313A1 |
| Устройство для сборки деталей запрессовкой | 1987 |
|
SU1581557A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Устройство для автоматической сборки изделий типа прутковых транспортеров | 1989 |
|
SU1685671A1 |
| Устройство для сборки запрессовкой | 1986 |
|
SU1355436A1 |
| Устройство для установки упругих разрезных колец в кольцевые канавки на наружной поверхности цилиндрических деталей | 1986 |
|
SU1324816A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2036768C1 |
| Устройство для сборки деталей типа вал-втулка | 1974 |
|
SU516499A1 |
| Устройство для двусторонней сборки запрессовкой вала с втулками | 1983 |
|
SU1146170A1 |
Фиг.г
