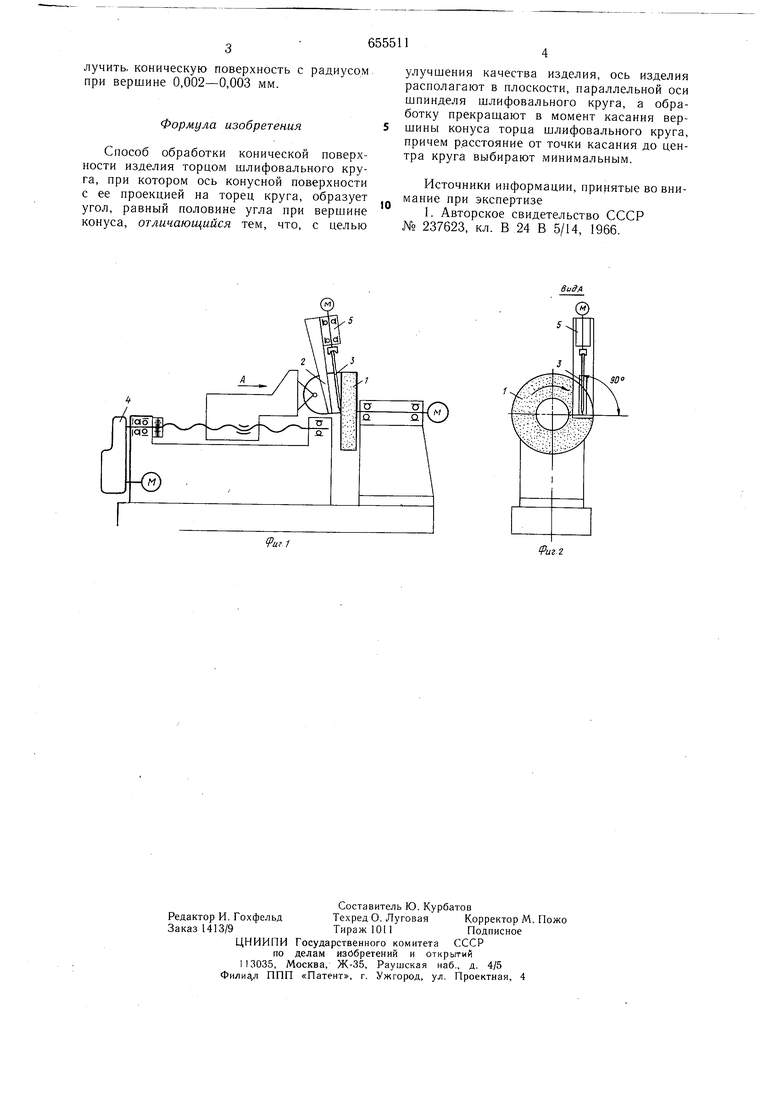
Изобретение относится к обработке конусных поверхностей изделия торцом вращающегося инструмента, например шлифовального круга. Известны способы обоаботки конических поверхностей изделия торцом щлифозального круга, при котором ось конусной поверхности с ее проекцией на торец круга образует угол, равный половине угла при верщине конуса 1 . Недостаток этих способов заключается в том, что невозможно получить конусную поверхность иглы с равномерным утонением к концу и с радиусом вершины 0,002- 0,003мм. Цель изобретения - улуч пение качества изделия. Это достигается тем, что по предлагаемому споеобу ось изделия располагают в плоскости, параллельной оси шпинделя шлифовального круга, а обработку прекращают в момент касания верщины конуса торца шлифовального круга, причем расстояние от точки касания до центра круга выбирают минимальным. На фиг. 1 изображено устройство для осуществления данного способа; на фиг. 2 - вид А фиг. 1. Устройство содержит шлифовальный круг 1, к торцу которого при помощи жесткого упора 2, настроенного на заданный угол, прижата обрабатываемая игла 3. Микрометрическая подача упора 2, а вместе с ним и иглы 3 осущеетвляется от механического привода 4 в соответствии с заданным режимом обработки. Игла 3 вращается от индивидуального привода 5. Иглу 3 закрепляют в зажиме индивидуального привода 5. Упор 2 и иглу 3 устанавливают под заданным углом к торцу шлифовального круга 1. Игла 3 и шлифовальный круг I приводятся во вращение и при. помощи привода 4 производят микрометрическую подачу иглы 3 в направлении шлифовального круга 1. Обработку прекращают в момент касания вершины конуса торца шлифовального круга, причем расстояние от точки касания до центра круга выбирают минимальным. Применение данного способа обработки позволяет улучшить качество изделия и получить, коническую поверхность с радиусом при вершине 0,002-0,003 мм.
Формула изобретения
Способ обработки конической поверхности изделия торцом шлифовального круга, при котором ось конусной поверхности с ее проекцией на торец круга, образует угол, равный половине угла при вершине конуса, отличающийся тем, что, с целью
улучшения качества изделия, ось изделия располагают в плоскости, параллельной оси шпинделя шлифовального круга, а обработку прекращают в момент касания вершины конуса торца шлифовального круга, причем расстояние от точки касания до центра круга выбирают минимальным.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 237623, кл. В 24 В 5/14, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования конических поверхностей деталей | 1979 |
|
SU901026A1 |
| Вертикальный станок для шлифования торцов конических роликов | 1939 |
|
SU64425A1 |
| Заточной станок | 1980 |
|
SU929404A1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
| Станок для обработки конусных изделий | 1982 |
|
SU1189660A1 |
| СПОСОБ ШЛИФОВАНИЯ ВРАЩАТЕЛЬНО-СИММЕТРИЧНОЙ МАШИННОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2318648C2 |
| КООРДИНАТНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2074081C1 |
| Устройство для изготовления резьбообразующего инструмента | 1979 |
|
SU1002114A2 |
иг 1
90°
Й/г.2
