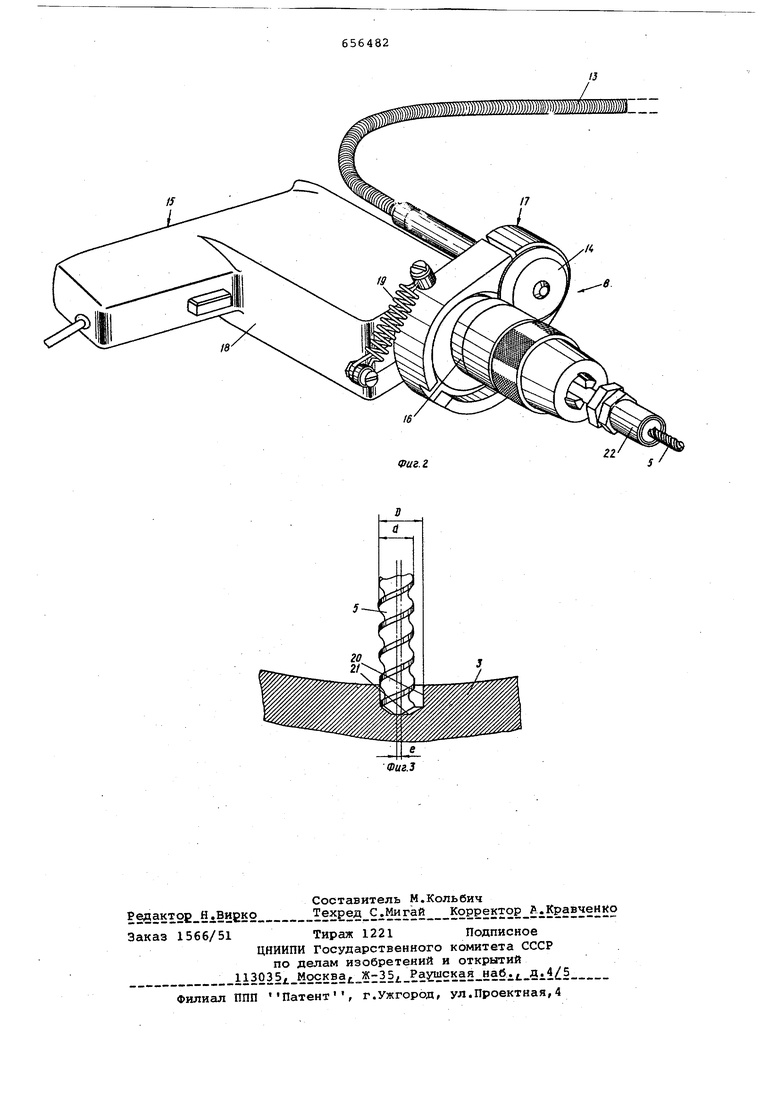
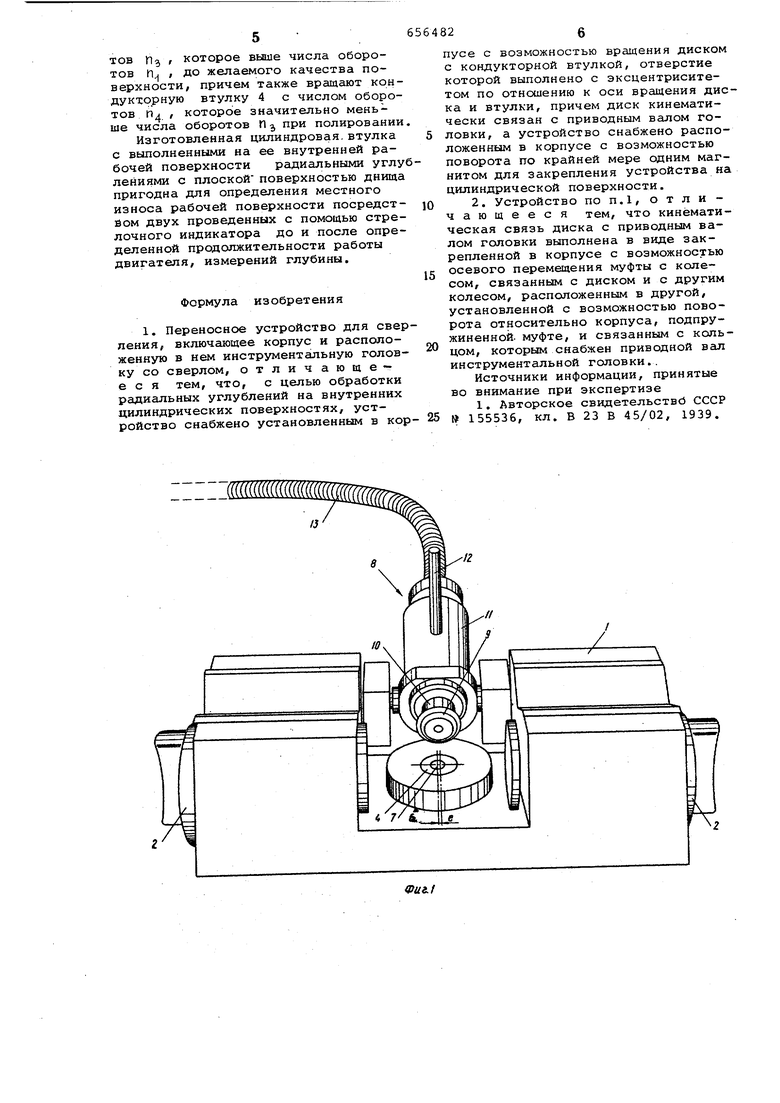
(54) ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ цилиндрической наружной поверхнсхзти втулки совпадает с осью врашения диска 6, а ось ее отверстия 7 смещена относительно оси вращения диска на эксцентриситете. Этот эксцентриситет составляет половину разности между внутренним диаметром D отверстия и наружным диаметром d применяемого сверла, т.е. е- .fi Кондукторная втулка 4 приводится приводным механизмом 8. Его колесо 9 находится в зацеплении с диском 6 и приводит его в движение и, тем самым, кондукторную втул ку 4 о При выходе из зацепления диск 6 и кондукторная втулка 4 останавливаются. Колесо 9 расположено на конце ва ла 10, размеденного«в муфте 11, Муф та жестко закреплена относительно корпуса 1, наклонена к диску 6 и выполнена образом, что посредством рычага 12 при помощи подвижного вала 13 вал 10 может быть приведен в положение зацепления или расцепления, при этом колесо 9 находится с диском 6 в зацеплении или соответственно, выведено из зацепления. Подвижный вал 13 может быть приведен в движение различным образом. На фиг. 2 представлена часть при водного механизма 8, включающая нах дящееся в зацеплении с колесом 9 ко лесо 14, которое приводится во вращение посредством жестко закрепленного на валу бормашины 15 кольца 16 Колесо 14 жестко закрепле.нО:, аа конце расположенного во второй муфт 17 вала, и муфта 17 расположена на наружной поверхности жестко закрепленной относительно корпуса 18 бормашины 15 направляющей втулки (не показана). Ось цилиндрической внутренней поверхности направляющей втулки совпадает с осью бормашины, а ось цилиндрической наружной повер ности смоцена относительно оси бормашины. Таким образом колесо 14 посредством поворота второй муфты на направляющей втулки может сцепляться или расцепляться с кольцом 1 Натяжная пружина 19, закрепленная одним концом на корпусе 18, а другим концом на муфте 17, поддер живает муфту 17 в зацеплении. Для расцепления на муФту 17 передают мо мент вращения, действующий в противоположном силе пружины 19 направлении . Если бормашина 15 включена, то вращается ее ваш и вместе с ним сверло 5. При помощи колеса 14 посредством подвижного вала 13 приводится во вращение колесо 9, а оно приводит во вращение диск 6 и вместе с ним кондукторную втулку 4. Если диаметр d сверла 5 и внутренний диаметр отверстия 7 приблизительно равны, то диаметр D просверленного во внутренней рабочей поверхности втулки 3 отверстия составляет l -d+2e. При этом спиральное сверло 5 выполняет комбинированные сверление и фрезерование и своей прямой перемычкой, проходящей перпендикулярно оси вращения, просверливает отверстие 20 с центральным плоским днищем 21. Кроме того, может быть предусмот:; рен служащий в качестве упора, состоящий из двух расположенных с возможностью перемещения одна отно Сительно другой в аксиальном нап-. равлении частей промежуточный элемент, насаженный на сверло 5 для определения глубины отверстия. Может быть даже предусмотрен инструмент для полирования плоской поверхности днища отверстия, который вМесто сверла приводится бормашиной15. В общем процесс полирования может быть проведен.посредством сверла 5, которое при соответственно выбранном числе оборотов обеспечивает хорошее качество поверхности плоского днища. Бормашина 15 может плавно изменять число оборотов с тем, чтобы для каждого отверстия можно было установить необходимое для полирования число оборотов в зависимости от свойств материала цилиндрической втулки. Сверление радиальных отверстий на внутренней рабочей поверхности цилиндрической втулки осуществляют посредством вышеописанного устройства следующим образом. Приспособление закрепляют во втулке в зоне выполняемого отверстия путем поворота постоянных магнитов 2. Бормашину 15 со спиральным сверлом 5, наружный диаметр d которого соответствует диаметру отверстия кондукторной втулки 4, продвигают через отверстие 7 до рабочей поверхности втулки 3. Сверло 5 приводят во вращение с числом оборотов п , которое выбирают в зависимости от свойств материала втулки и сверла. Одновре менно приводят во вращение кондукторную втулку 4 с числом оборотов 2 которое значительно меньше. Сверло 5 вставляют в цилиндрическую втулку и продвигают в радиальном направлении на глубину, ограниченную упором 22. Сверло 5 дополнительно к вращению вокруг своей оси получает также эксцентрическое вращательное движение, так что происходит комбинированное сверлящее и фрезерующее действия-И в цилиндровой втулке 3 выполняют отверстие с центральной плоской поверхностью днища 21. Затем промежуточный элемент удаляют и полируют плоскую поверхность днища 21 отверстия с числом оборотов Пз t которое выше числа оборотов п , до желаемого качества поверхности, причем также вращают кондукторную втулку 4 с числом оборотов П , которое значительно меньше числа оборотов П при полировании Изготовленная цилиндровая,втулка с выполненными на ее внутренней рабочей поверхности радиальными углу лениями с плоской поверхностью днища пригодна для определения местного износа рабочей поверхности посредстSOM двух проведенных с помощью стрелочного индикатора до и после определенной продолжительности работы двигателя, измерений глубины. Формула изобретения 1. Переносное устройство для свер ления, включающее корпус и расположенную в нем инструментальную головку со сверлс5м, отлич ающе - е с я тем, что, с целью обработки радиальных углублений на внутренних цилиндрических поверхностях, устройство снабжено установленным в кор пусе с возможностью вращения диском с кондукторной втулкой, отверстие которой выполнено с эксцентриситетом по отношению к оси вращения диска и втулки, причем диск кинематически связан с приводным валом головки, а устройство снабжено расположенным в корпусе с возможностью поворота по крайней мере одним магнитом для закрепления устройства на цилиндрической поверхности. 2. Устройство по п.1, отличающееся тем, что кинематическая связь диска с приводным валом головки выполнена в виде закрепленной в корпусе с возможностью осевого перемещения муфты с колесом, связанным с диском и с другим колесом, расположенным в другой, установленной с возможностью поворота относительно корпуса, подпружиненной, муфте, и связанным с кольцом, которым снабжен приводной вгш инструментальной головки.. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельств СССР 155536, кл. В 23 В 45/02, 1939.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм розыска "раза" ткацкого станка | 1982 |
|
SU1212329A3 |
| Дифференциал,для механизма подачи основы ткацкого станка | 1972 |
|
SU656538A3 |
| УСТРОЙСТВО СВЕРЛИЛЬНО-ФРЕЗЕРНОЕ УСФ | 2006 |
|
RU2309821C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ ПОД ДАВЛЕНИЕМ УСО-70 | 2015 |
|
RU2603413C2 |
| Ткацкий станок | 1990 |
|
SU1814667A3 |
| Устройство для установки товарного валика на ткацком станке | 1971 |
|
SU468442A3 |
| Станок для сверления неметаллических материалов | 1972 |
|
SU448955A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2358842C1 |
| СКОЛЬЗЯЩЕЕ КОЛЬЦО, ВАЛ, МЕХАНИЧЕСКОЕ УПЛОТНЕНИЕ, КОРПУС И РОТОР ДЛЯ ПОТОЧНОЙ МАШИНЫ И ПОТОЧНАЯ МАШИНА | 2014 |
|
RU2644645C2 |
| НАСТОЛЬНОЕ УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ И ВЫДАЧИ МНОГОКОМПОНЕНТНЫХ МАСС | 2008 |
|
RU2459671C2 |