Фиг.1 Изобретение относится к области обработки металлов давлением, а именно к устройствам для правки. Известна машина для правки труб, содержащая станину с установленными на ней направляющимидля перемещения ползунов с закрепленными на них приводными валками, образующими трехвалковьм закрытый калибр, а так же механизмы угловой и радиальной настройки каждого валка. Недостатком известной машины является сложность настройки валков при правке труб определенного диаметра, а также низкое качество прав ки из-за недостаточной жесткости станины, вызьшающей нарутпение настройки валкового калибра. Целью изобретения является облег чение настройки и повьщ1ение качества правки. Эта цель достигается за .счет то го, что в предлагаемой машине стайина выполнена замкнутой, и направляющие расположены в одной плоскости под углом 120 одна относительно другой. На фиг.1 изображена предлагаемая машина, общий вид; на фиг.2 - то же поперечное сечение. Машина для правки труб состоит из жесткой замкнутой станины I, в расточках которой перемещаются полз ны 2, 3 и 4, несущие рабочие валки 5, 6 и 7, Валки образуют закрытый калибр. Ползун 2 верхнего валка 5 перемещается по нГаправляющим 8 и 9. Ползуны двух других валков перемещаются по аналогичным направляющим. Оси расточек, в которых уст новлены направляющие, лежат в одной плоскости под углом 120° друг к Другу и пересекаются в одной точке. Привод верхнего валка 5 состо6ит из двигателя 10, редуктора 11 и универсального шпинделя 12. Привод боковых валков состоит из двигателя 13, комбинированного редуктора 14, шпинделей 15 и 16. Ползуны оснащены механизмами радиальной настройки: ползун 2 - механизмом 17, а ползуны 3 и 4 - групповым механизмом 18, а также механизмами 19 угловой настройки. Машина работает следующим образом. Правка труб осуществляется образующими замкнутый калибр рабочими валками 5, 6 и 7, при чем аалок 5 приводится во вращение от индивидуального двигателя 10 через редуктор 11 и универсальный шпиндель 12,а валки 6 и 7 приводятся во вращение от группового двигателя 13 через комбинированный редуктор 14 и шпиндели 5 и 16. С целью создания калибра, необходимого для правки трубы заданного размера, ползуны 2, 3 и 4 вместе с рабочими валками 5, 6 и 7 перемещаются с помощью механизмом 17 и I8 радиальной настройки механизма I9 угловой настройки. Труба подается межгг ду валками и, проходя через них, выправляется. Поскольку оси расточек расположены в одной плоскости с одинаковым угловым интервалом, обеспечивается создание максимально точно- го калибра, а следовательно, повь)- шение точности правки. При переходе с одного диаметра вы- правляемой трубы на другой правильный калибр создается простым перемещением всех трех ползунов 2, 3 и 4 на одинаковое расстояние, что осуществляется механизмами 17 и 18 радиальной- настройки. Это сокращает время настройки предлагаемой машины.
Г7
ЮФиг.2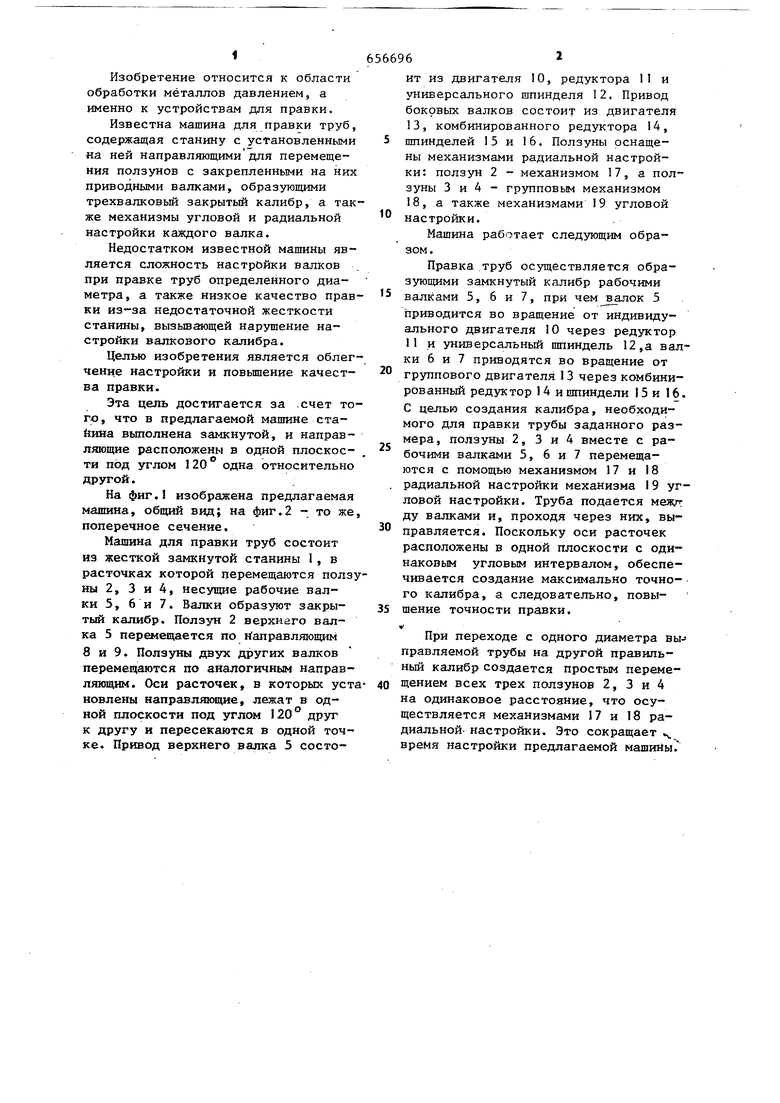
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для правки труб и прутков | 1976 |
|
SU677787A1 |
| Машина для правки круглого проката | 1988 |
|
SU1551442A1 |
| МАШИНА ДЛЯ ПРАВКИ ТРУБ | 1970 |
|
SU267312A1 |
| Машина для правки труб | 1976 |
|
SU699717A1 |
| Механизм радиальной и угловой настройки валка косовалковой правильной машины | 1990 |
|
SU1761334A1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| Косовалковая правильная машина | 1986 |
|
SU1428485A1 |
| Механизм радиальной настройки валка косовалковой правильной машины | 1990 |
|
SU1787615A1 |
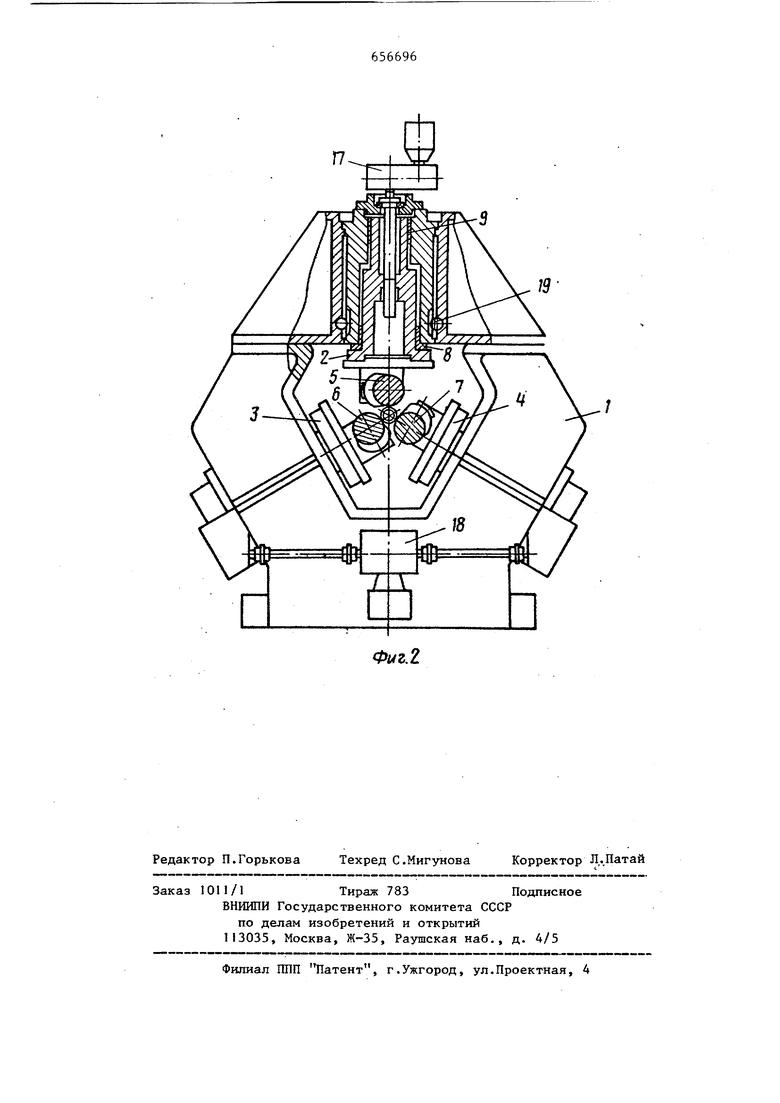
МАШИНА ДЛЯ ПРАВКИ ТРУБ, содержащая станину с установленнымина ней направляющими для перемеще- . ния ползунов с закрепленными на них приводными валками, образующими трехвалковый закрытый калибр, а ; также механизмы угловой и радиаль- ' ной настройки каждого валка, отличающаяся тем, что, с . целью облегчения настройки и повышения качества правки, станина выполнена замкнутой, а направляющие расположены в одной плоскости под углом 120 одна относительно другой.(Л05сдО)о» (;о о
| МАШИНА ДЛЯ ПРАВКИ ТРУБ | 0 |
|
SU267312A1 |
| В ,21 D 3/02, 1966. | |||
