(54) СПОСОБ ОБРАБОТКИ ДЕКОРАТИВНБ1Х ГРАНЕЙ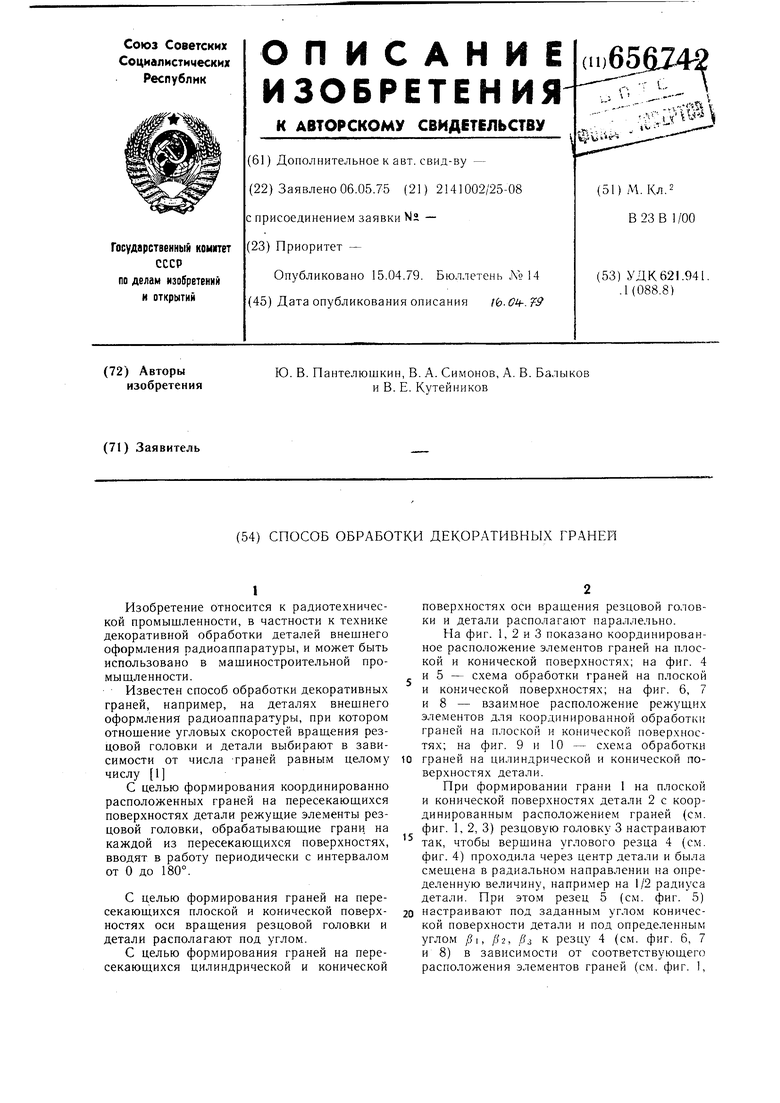
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки декоративных граней | 1975 |
|
SU582063A1 |
| Способ обработки граненых поверхностей | 1977 |
|
SU657930A1 |
| Инструментальная головка | 1975 |
|
SU631260A1 |
| Способ обработки декоративных граней | 1979 |
|
SU856659A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| Способ обработки многогранных поверхностей | 1984 |
|
SU1172645A1 |
| Устройство для заточки резцовой головки | 1980 |
|
SU948284A3 |
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| Автоматическая резцовая головка | 1990 |
|
SU1743709A1 |
1
Изобретение относится к радиотехнической промышленности, в частности к технике декоративной обработки деталей внешнего оформления радиоаппаратуры, и может быть использовано в машиностроительной промыш,лен кости.
Известен способ обработки декоративных граней, например, на деталях внешнего оформления радиоаппаратуры, при котором отношение угловых скоростей врашения резцовой головки и детали выбирают в зависимости от числа -граней равным целому числу 1
С целью формирования координированно расположенных граней на пересекаюшихся поверхностях детали режуш.ие элементы резцовой головки, обрабатывающие грани, на каждой из пересекающихся поверхностях, вводят в работу периодически с интервалом от О до 180°.
С целью формирования граней на пересекающихся плоской и конической поверхностях оси вращения резцовой головки и детали располагают под углом.
С целью формирования граней на пересекающихся цилиндрической и конической
поверхностях оси вращения резцовой головки и детали располагают параллельно.
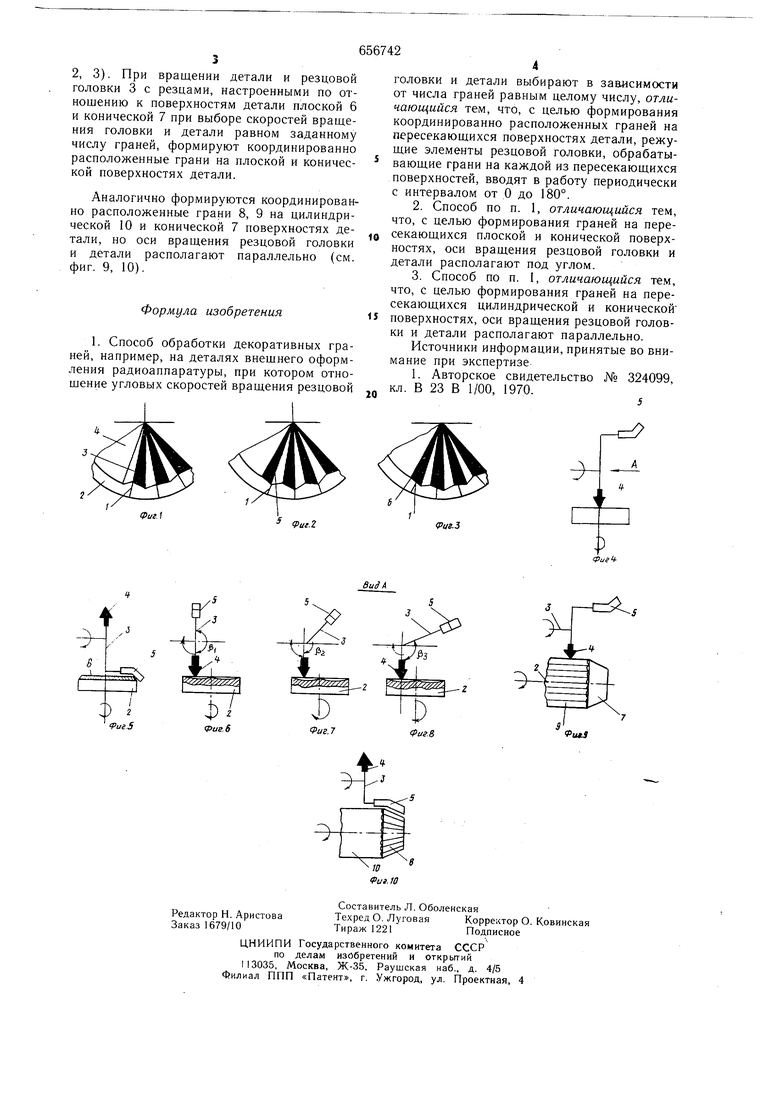
На фиг. 1, 2 и 3 показано координированное расположение элементов граней на плоской и конической поверхностях; на фиг. 4 и 5 - схема обработки граней на плоской и конической поверхностях; на фиг. 6, 7 и 8 - взаимное расположение режущих элементов для координированной обработки граней на плоской и конической поверхностях; на фиг. 9 и 10 - схема обработки
граней на цилиндрической и конической поверхностях детали.
При формировании грани 1 на плоской и конической поверхностях детали 2 с координированным расположением граней (см. фиг. 1, 2, 3) резцовую головку 3 настраивают так, чтобы вершина углового резца 4 (см. фиг. 4) проходила через центр детали и была смещена в радиальном направлении на определенную величину, например на 1/2 радиуса детали. При этом резец 5 (см. фиг. 5)
настраивают под заданным углом конической поверхности детали и под определенным углом /JI, /)2, ,/fj к резцу 4 (см. фиг. 6, 7 и 8) в зависимости от соответствующего расположения элементов граней (см. фиг. 1,
