(54) СПОСОБ ОБРАБОТКИ ДЕКОРАТИВНЫХ ГРАНЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки резанием многолезвийными вращающимися резцами | 1975 |
|
SU518275A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2010 |
|
RU2446920C2 |
| РАЗВЕРТКА | 2005 |
|
RU2288815C1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| Способ обработки многогранных криволинейных поверхностей | 1988 |
|
SU1673278A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Штамп для подрезки и отгибки надрезанныхучАСТКОВ лиСТОВОгО МАТЕРиАлА | 1978 |
|
SU848124A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ НАПРАВЛЯЮЩИХ СКОЛЬЖЕНИЯ | 1998 |
|
RU2148480C1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЦИЛИНДРА ДЛЯ ПОРШНЕВОГО ДВИГАТЕЛЯ И УЗЕЛ ГИЛЬЗЫ И ПОРШНЯ ЦИЛИНДРА | 1996 |
|
RU2162397C2 |
1
Изобретение относится к радиотехнической промышленности,, приборостроению, а также может быть использовано в машиностроении, например, для обработки смазочных н масляных канавок на направляющих станин различных машин и на сменных направляющих планках для той же цели.
Известен способ обработки декорат1юных граней на плоских поверхностях деталей вращающейся инструментальной головкой с продольным перемещением ее или обрабатываемой детали. При этом соотношение скоростей вращения инструмента и продольного перемещения детали выбирают крапп 1м шагу гра-1 ней {11,
Недостатком известного способа является низкая производительность обработки, так как формирование граней производится инструментом не на всей площади обрабатываемой поверхности одновременно, а отдельными строчками за многократное количество ходов детали.
Цель изобретения - повышение производительности обработки.
Поставленная дель достигается, тем, что формирование граней производят многолезвийным вращающимся инструментом одиовремен- но на всей площади обрабатываемой поверхности за один двойной ход детали, связьгеая число оборотов инструмента п, осевой шаг лезвий инструмента К и скорость продольного перемещения детали S соотношением
i.
10
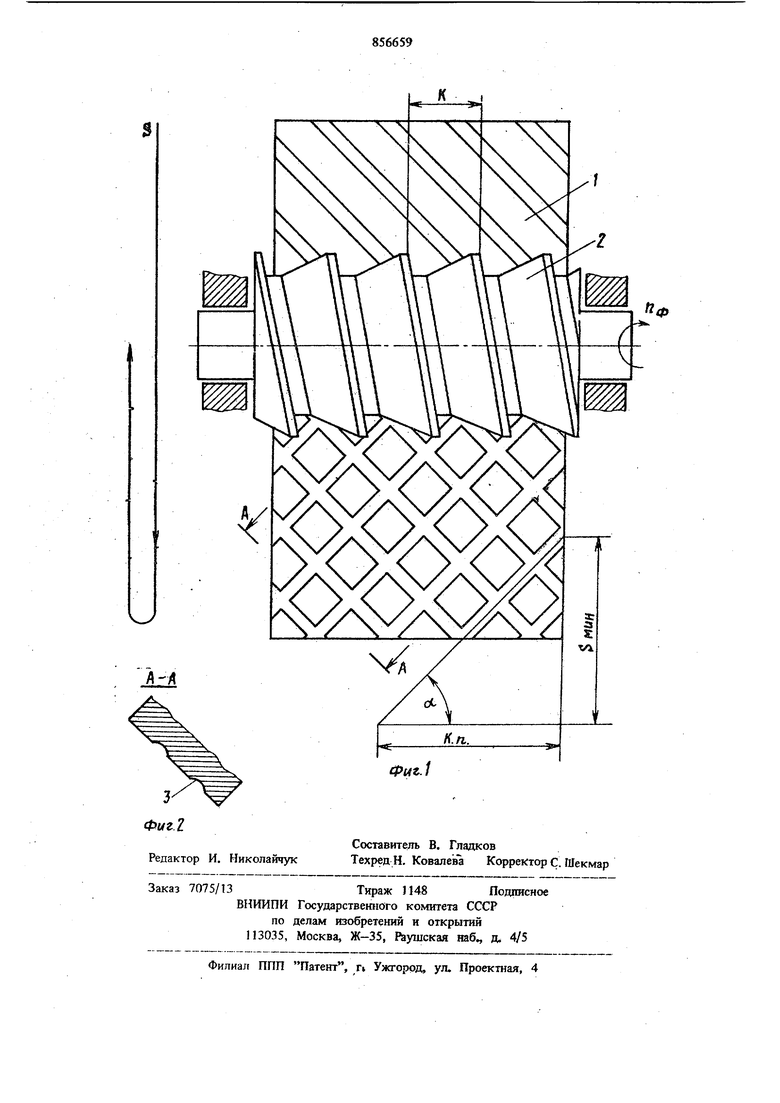
На фиг, I показана схема формирования граней в виде пересекающихся поверхностей; на фиг, 2 - сечение А-А на фиг. 1.
При обработке граней детали 1 сообии т продольное перемещение относительно вращаю15щегося многолезвийного инструмента 2 при соотношении числа оборотов инструмента п, шага лезвий инструмента К и скорости продольного перемещения детали S равного или меньше 1, т.е.
2Q
V1-K , -д-М.
Инструмент 2 вращается только в одну сторону - вправо. Деталь перемещается в Продольном направлении дважды - вперед и обратно. При этом на плоской поверхности детали 1 формируются грани 3, пересекаясгь под заданным углом , П р и м е р. Формирование граней 3 (смазочных канавок) проводится на медной заготовке 1, закреш1е1шой в тисках на столе горизонтально-фрезерного с|анка, лшоголезвийным инструментом 2, представляющим собой цилиндр диаметром 75 мм,, на котором выполнена винтовая режущая кромка с осевым шагом К между витками, равттым 20 мм, Угол наклона режущей кромки к оси инстру мента 2 составляет 65-70. Инструменту 2 сообащется вращение с числом оборотов п 125 об/мин, а заготовке 1 - продольное перемещение сначала в прямом направлении со скоростью мМ/мин, затем в обратаом направлении с той же величиной мм/мин. При этом инструмент 2 вращается только в одну сторону - вправо. При формировании декоративного рисунка (граней) в работе одновременно участвуют участки режущей кромки, контактирующие с обрабатываемой поверхностью с заданной глубиной резания, и обеспечивают как бы многолезвийную обработку всей площади поверхности. При этом получается форма рисунка, изображенного на фиг. 1. Форма рисунка зависит от изменения из величин: либо скорости вращения п винтовой режущей кромки инструмента 2, либо осевого шага К между витками втстовой режущей кромки инструмента. Кроме этого, по предлагаемому способу можно получать детали с разнообразными декоративными рисунками, если отдельным yiacTKaM режущей кромки режущего инструмента придавать определенный профиль. В приведенном конкретном примере реалиации предлагаемого способа задавалось полуение рисунков смазочных и масляных кана ок на направляющих станин станков, на менных направляющих планках прессов, ползунов и т.Пс с целью создания наиболее благоприятных условий сохранения масляной пленки между трущимися элементами подвижных соединений. ,ПредлагаемыЙ1 способ позволяет повысить производительность ; обработки в 10-15 раз. Формула изобретения Способ обработки декоративных граней, например, на плоских поверхностях деталей внешнего оформления радиоаппаратуры, при котором вращающемуся инструменту или обрабатываемой детали сообщают продольное перемещение, отличающийся тем, что, с далью повышения производительности обработки, формирование граней производят многолезвийным вращающимся инструментом одновременно на всей площади обрабатываемой поверхности за один двойной ход детали, связывая число оборотов инструмента п, осевой щаг лезвий инструмента К и скорость продольного перемещения детали S соотношением Исто1пшки информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 583063, кл. В 23 В 1/00, 1975.
