(54) УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСОК С КРУГЛОГО ПРОКАТА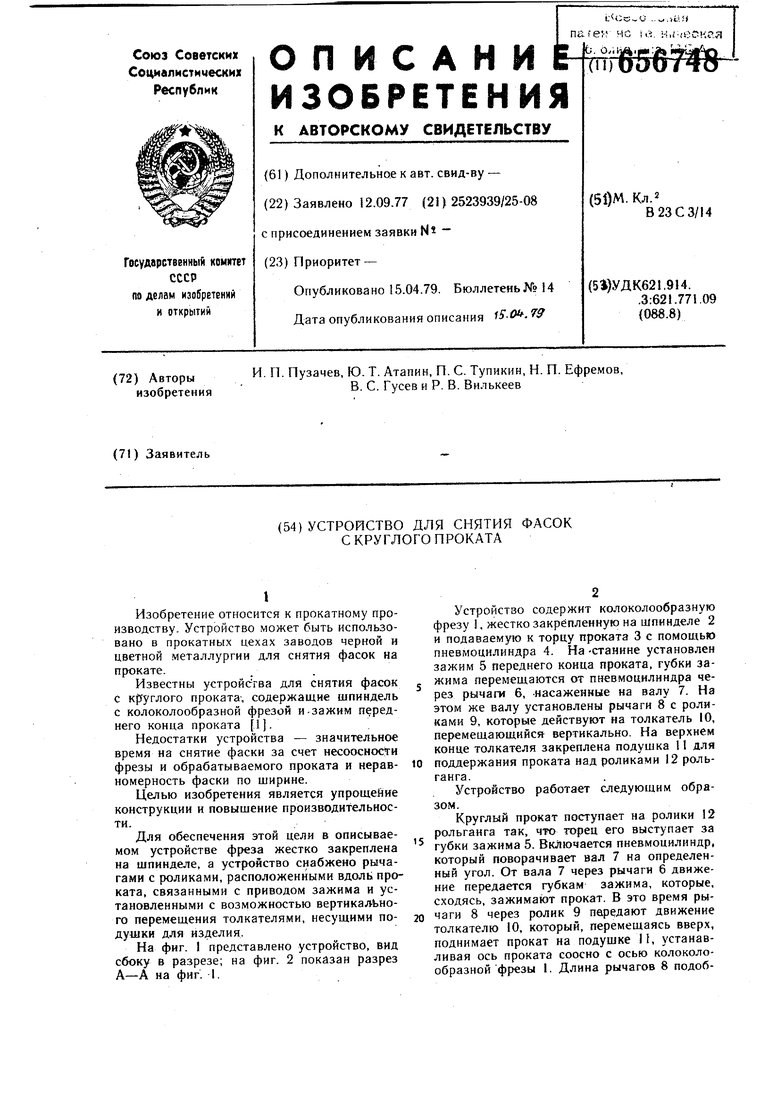
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для снятия ФАСОК с КРУГЛОГО ПРОКАТА | 1968 |
|
SU210620A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| Автомат для снятия фасок на втулках | 1980 |
|
SU891222A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| В. И. ЗОЛОТОЕ, С. Е. Жердев, В. Ф. Кудимов,С. В. Мерекин, Н. В. Гайдуковский, А. Е. Муриков, Г. Н. Саваник,И. Г. Шибанов, И. В. Томас, М. Г. [Иейнберг, Е. П. Пиотрковскаяи И. М. Никифоров | 1967 |
|
SU205795A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| Устройство для резки труб | 1976 |
|
SU577101A1 |
| Установка для обработки труб | 1980 |
|
SU891224A1 |
1
Изобретение относится к прокатному производству. Устройство может быть использовано в прокатных цехах заводов черной и цветной металлургии для снятия фасок на прокате.
Известны устройс гва для снятия фасок с круглого проката, содержащие шпиндель с колоколообразной фрезой и-зажим переднего конца проката 1.
Недостатки устройства - значительное время на снятие фаски за счет несоосности фрезы и обрабатываемого проката и неравномерность фаски по ширине.
Целью изобретения является упрощение конструкции и повышение производительности.
Для обеспечения этой цели в описываемом устройстве фреза жестко закреплена на шпинделе, а устройство снабжено рычагами с роликами, расположенными вдоль проката, связанными с приводом зажима и установленными с возможностью вертикального перемещения толкателями, несущими подушки для изделия.
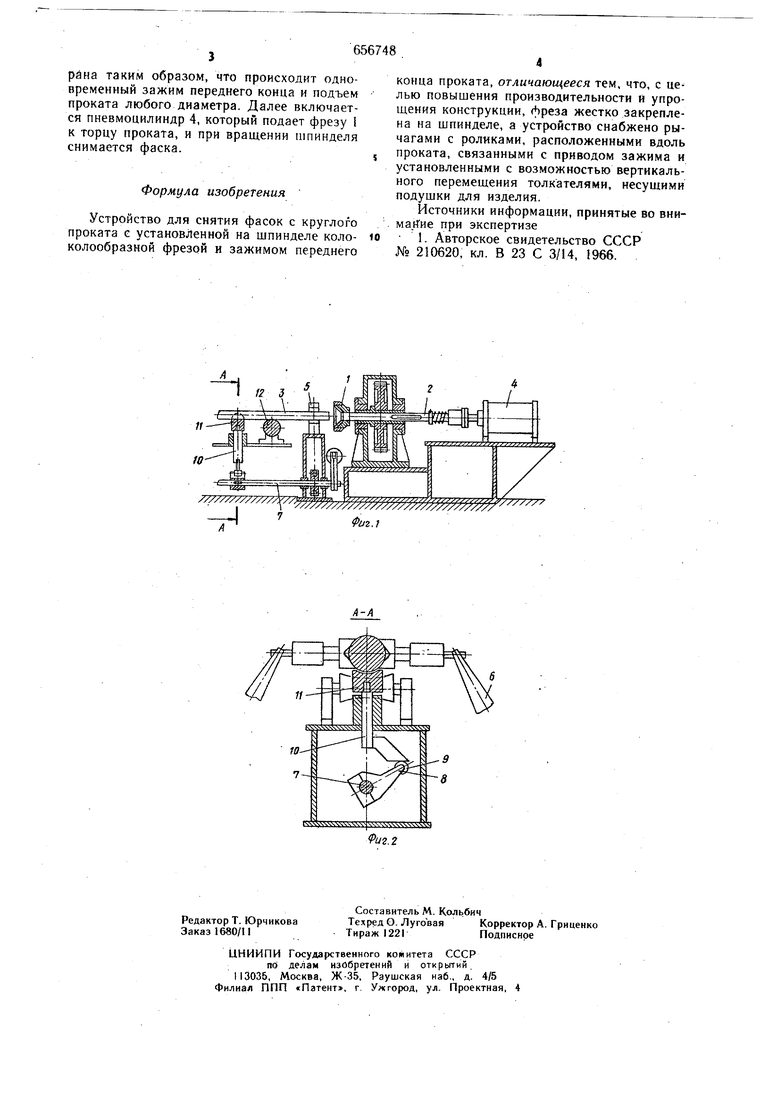
На фиг. I представлено устройство, вид сбоку в разрезе; на фиг. 2 показан разрез А-А на фиг. I.
Устройство содержит колоколообразную фрезу I, жестко закрепленную на шпинделе 2 и подаваемую к торцу проката 3 с помощью пневмоцилиндра 4. На -станине установлен зажим 5 переднего конца проката, губки зажима перемещаются от пневмоцнлиндра через рычаги 6, насаженные на валу 7. На этом же валу установлены рычаги 8 с роликами 9, которые действуют на толкатель 10, перемещающийся вертикально. На верхнем конце толкателя закреплена подущка 11 для поддержания проката над роликами 12 рольганга.
Устройство работает следующим образом.
Круглый прокат поступает на ролики 12 рольганга так, что торец его выступает за губки зажима 5. Включается пневмоцилиндр, который поворачивает вал 7 на определенный угол. От вала 7 через рычаги 6 движение передается губкам зажима, которые, сходясь, зажимак)Т прокат. В это время рычаги 8 через ролик 9 передают движение толкателю 10, который, перемещаясь вверх, поднимает прокат на подушке И, устанавливая ось проката соосно С осью колоколообразной фрезы 1. Длина рычагов 8 подобрйна таким образом, что происходит одновременный зажим переднего конца и подъем проката любого диаметра. Далее включается пневмоцилиндр 4, который подает фрезу 1 к торцу проката, и при вращении шпинделя снимается фаска.
Формула изобретения
Устройство для снятия фасок с круглого проката с установленной на шпинделе колоколообразной фрезой и зажимом переднего
конца проката, отличающееся тем, что, с целью повышения производительности и упрощения конструкции, фреза жестко закреплена на шпинделе, а устройство снабжено рычагами с ролмками, расположенными вдоль проката, связанными с приводом зажима и установленными с возможностью вертикального перемещения толкателями, несущими подушки для изделия.
Источники информации, принятые во внимаДие при экспертизе
z.f
