Изобретение относится к станкостроению и может быть применено при обработке концов цилиндрических заготовок различного диаметра.
Известен автоматический станок для снятия фасок с торцов круглого проката, содержащий установленную на направляющих основания щпиндельную бабку с резцовой головкой, взаимодействующую с устройством подналадки на обработку заготовок различного диаметра, закрепляемых в самоцентрирующих призмах механизма зажима 1.
Однако этот станок характеризуется недостаточной точностью обработки фасок из-за длинной кинематической цепи привода резцовой головки и невозможности учета разброса допускаемого размера в партии, и сложностью конструкции станка.
Цель изобретения - повыщение точности размера снимаемой фаски на заготовках без переналадки и упрощение конструкции.
Поставленная цель достигается тем, что автоматический станок для подрезки торцов и снятия фасок на цилиндрических заготовках, содержащий установленную на станине с возможностью перемещения щпиндельную бабку с резцовой головкой, механизм зажима заготовок с самоцентрирующими призмами и устройство для подналадки станка на обработку заготовок разного диаметра, в щпиндельную бабку введен неподвижный упор, а устройство подналадки выполнено в виде щарнирно закрепленного на механизме зажима двуплечего рычага, взаимодействующего одним плечом с самоцентрирующей призмой, а другим - с упором.
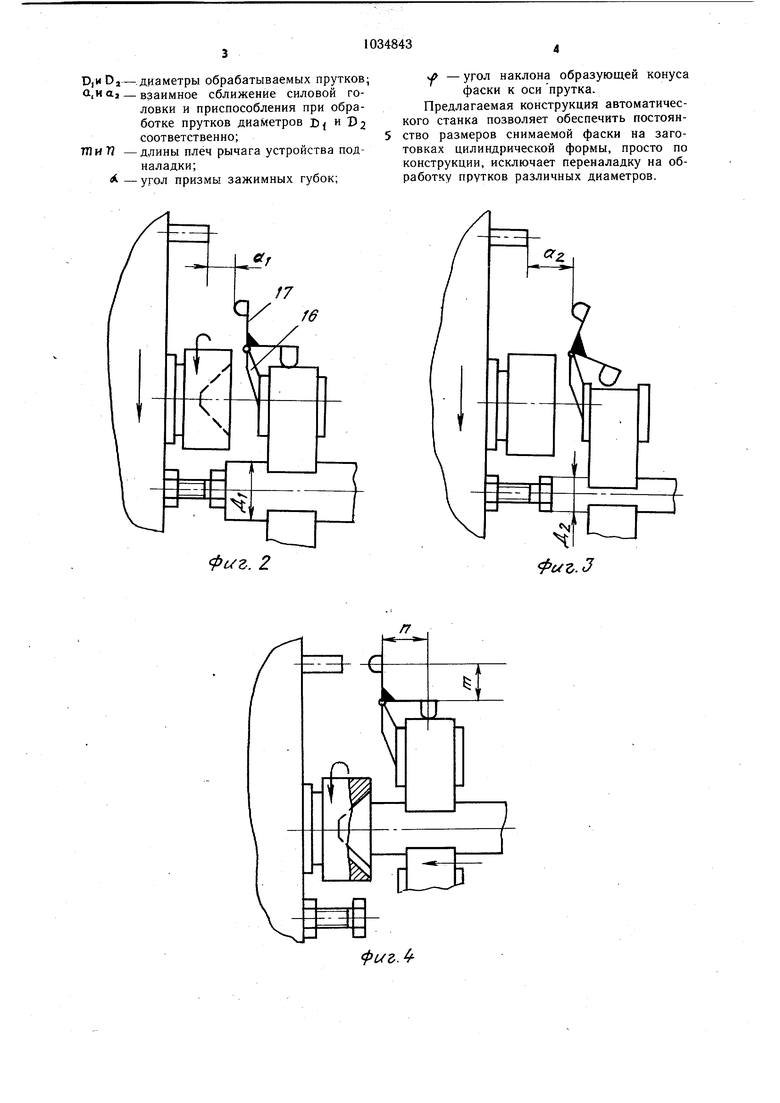
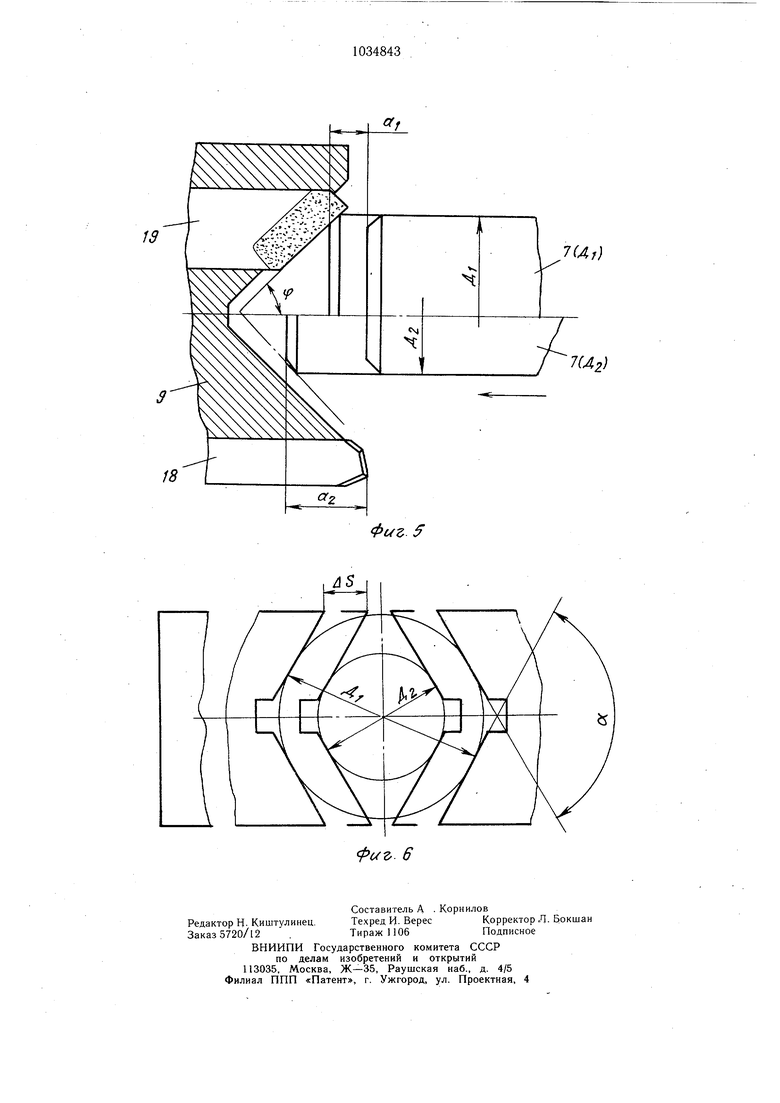
На фиг. 1 показан станок, общий вид; на фиг. 2 - схема расположения заготовки и устройства подналадки станка в момент подрезки торца прутка на фиг. 3 - то же, в момент подрезки торца прутка на фиг. 4 - то же, в момент снятия фаски; на фиг. 5 - то же, при снятии фаски с заготовок Д, и на фиг. 6 - схема зажима заготовки (Д) или Д).
Автоматический станок для подрезки торцов и снятия фасок состоит из станины 1, на направляющих 2 и 3 которой установлена щпиндельная бабка 4, снабженная силовым цилиндром 5 ее перемещения и механизма зажима 6 заготовки 7, имеющего силовой цилиндр 8 его подачи.
В шпиндельной бабке 4 размещен щпиндель 9 с резцовой головкой 10, приводимый во вращение электродвигателем 11, а на корпусе шпиндельной бабки 4 закреплены упоры 12 и 13. Механизм зажима снабжен самоцентрирующими призмами 14, силовым цилиндром 15 и кронштейном 16, на котором щарнирно закреплено устройство подналадки, выполненное в виде двуплечего рычага 17. Резцовая головка 10 имеет резцы 18 для обработки торцов заготовки 7 и фасонные резцы 19.
Заготовка перемещается в зону обработки при помощи подающего устройства 20. 5 Автоматический станок для подрезки торцов и снятия фасок работает следующим образом.
Из загрузочного устройства (не показано) обрабатываемый пруток 7 любого диаметра из заданного диапазона перемещается на вращающиеся ролики подающего устройства 20 и подается в зону обработки до упора 13.
По сигналу конечного выключателя (не показан) вступает в работу силовой цилиндр
5 15 и самоцентрирующие призмы 14, смещаясь к центру, зажимают пруток 7, затем включается силовой цилиндр 6 и шпиндельная бабка 4 начинает перемещаться вдоль направляющих 2, при этом резцы 18 вращающейся резцовой головки- 10 подрезают
0 торец прутка 7.
Перемещение шпиндельной бабки осуществляется до жесткого упора (не показан) до положения, когда ось шпинделя 9 совпадает с осью обрабатьшаемого прутка 7, закрепленного в самоцентрирующих призмах 14 механизма зажима 6.
После остановки шпиндельной бабки 4 включается силовой цилиндр 8 подачи, механизм зажима 6 с зажатым прутком 7 перемещается в направлении резцовой головQ ки 10 до момента взаимодействия одного плеча двуплечего рычага 17 с упором 12, и при помойки фасонных резцов 19 обеспечивается снятие фаски на прутке (фиг. 5). Затем происходит возврат механизма зажима 6 и шпиндельной бабки 4 в исходное положение, разжим и уда.ление обработанного прутка.
Каждому определенному диаметру заготовки соответствует определенное положение зажимных губок призм и, следовательно, определенный угол разворота рыча0 га 17. При изменении диаметра заготовки на величину дО D , - р j, положение каждой зажимной губки изменяется на величину д5 fsln % Р величина осевого сближения силовой головки
зажимного приспособления при обработке фаски изменяется на величину
а - а, . -0г Sin h тл
0 Для обеспечения постоянной величины обрабатываемой фаски для прутков различных диаметров соотношение плеч рычага 17 определяется формулой
-О ±i
В работе приняты следующие обозначения:
.диаметры обрабатываемых прутков;
взаимное сближение силовой головки и приспособления при обработке прутков диаметров Dj и БЗ соответственно;
длины плеч рычага устройства подналадки;угол призмы зажимных губок;
- угол наклона образующей конуса
фаски к оси прутка. Предлагаемая конструкция автоматического станка позволяет обеспечить постоянство размеров снимаемой фаски на заготовках цилиндрической формы, просто по конструкции, исключает переналадку на обработку прутков различных диаметров.
Г
фиг. 2
фиъ.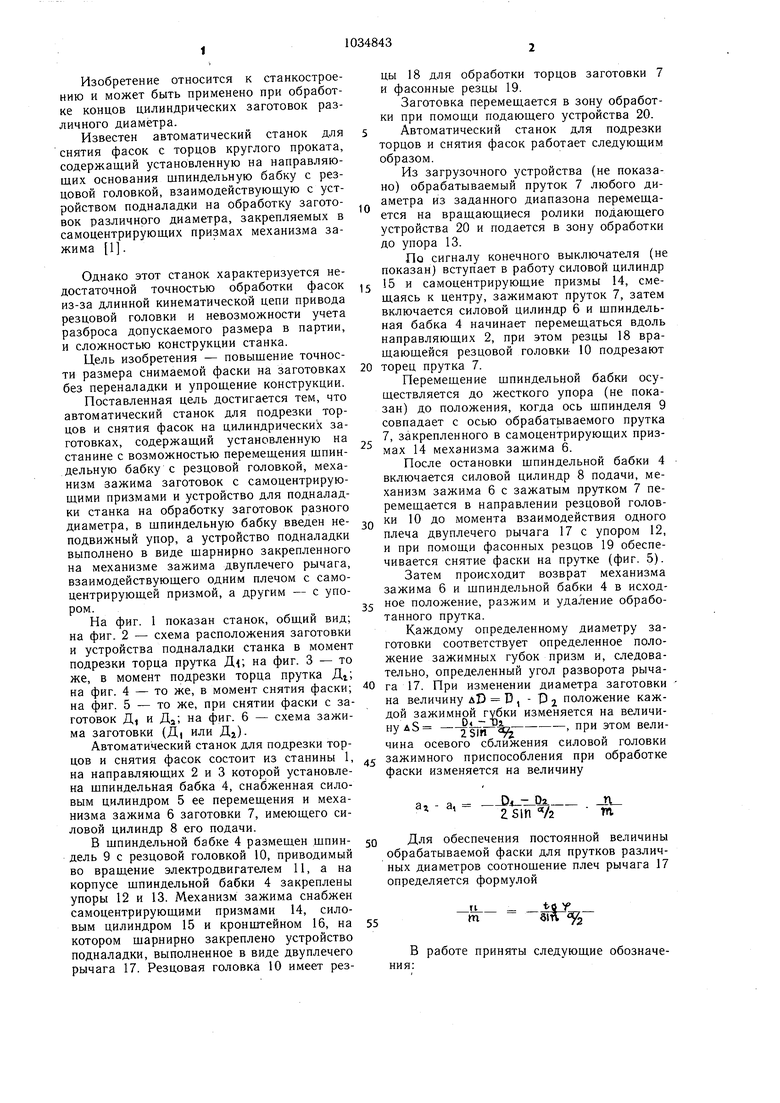
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для подрезки торцов и снятия фасок | 1985 |
|
SU1355359A2 |
| Станок для обработки концов труб | 1970 |
|
SU437569A1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| КОПИРОВАЛЬНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU382477A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Автоматический станок для снятия фасок | 1973 |
|
SU553049A1 |
| Металлорежущий станок | 1985 |
|
SU1278108A1 |
| .ЬА^%"*Ч?^% ^!4 ^>& ^%3/9339М. Кл. В 23d 45/00УДК 621.934.321(088.8)Авторыизобретения Л. Л. Ягджиев, В. И. Кисленко, И. И. Шульга, В. Ф. Тарасенко, В. Г. Чекесов, А. Т. Варивода, П. А. Макухин, В. А. Никульченкои А. В. Мигдеев | 1973 |
|
SU379339A1 |
| Многопозиционный станок | 1979 |
|
SU921788A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДРЕЗКИ БАЗОВЫХ ТОРЦОВ ЗАГОТОВОК ЗУБЧАТЫХ КОЛЕС | 1966 |
|
SU224987A1 |
АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПОДРЕЗКИ ТОРЦОВ И СНЯТИЯ ФАСОК на цилиндрических заготовках, содержащий установленную на станине с возможностью перемещения шпиндельную бабку с резцовой головкой, механизм зажима заготовок с самоцентрирующими призмами и устройство для подналадки станка на обработку заготовок разного диаметра, отличающийся тем, что, с целью повышения точности снимаемой фаски путем исключения переналадки и упрощения конструкции станка, в шпиндельную бабку введен неподвижный упор, а устройство подналадки выполнено в виде шарнирно закрепленного на механизме зажима двуплечего рычага, взаимодействуюшего одним плечом с самоцентрирующей призмой, а другим - с упором. Фиг.1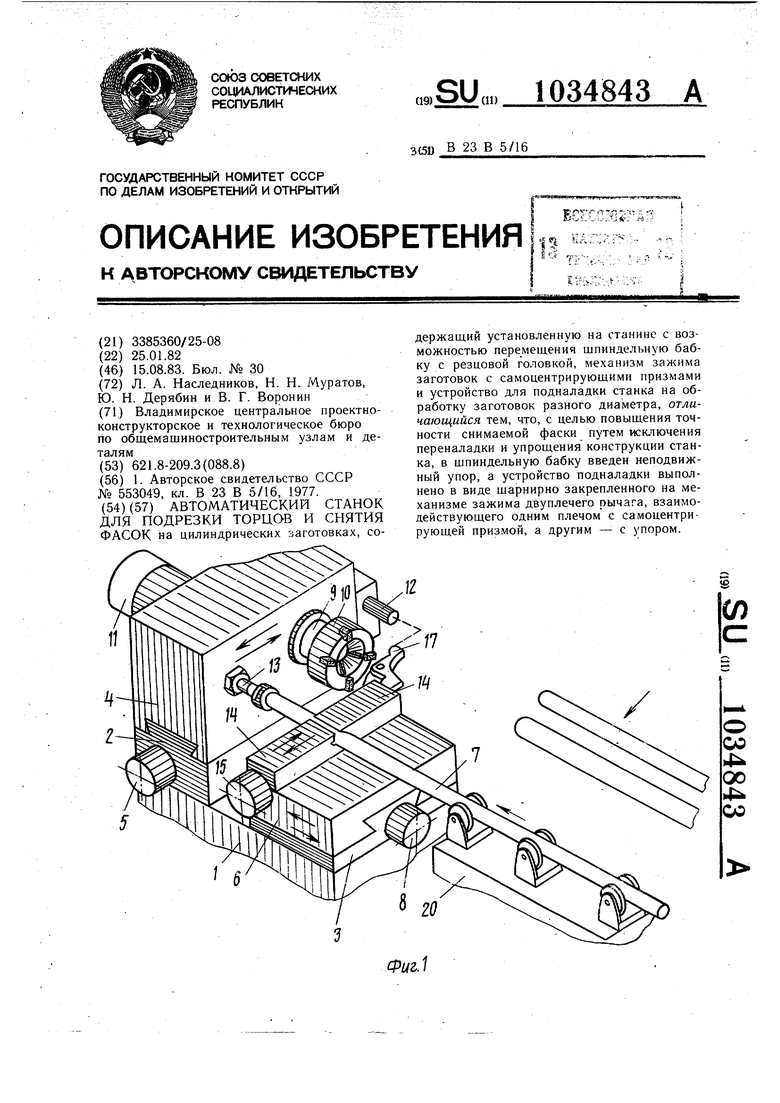
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматический станок для снятия фасок | 1973 |
|
SU553049A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
