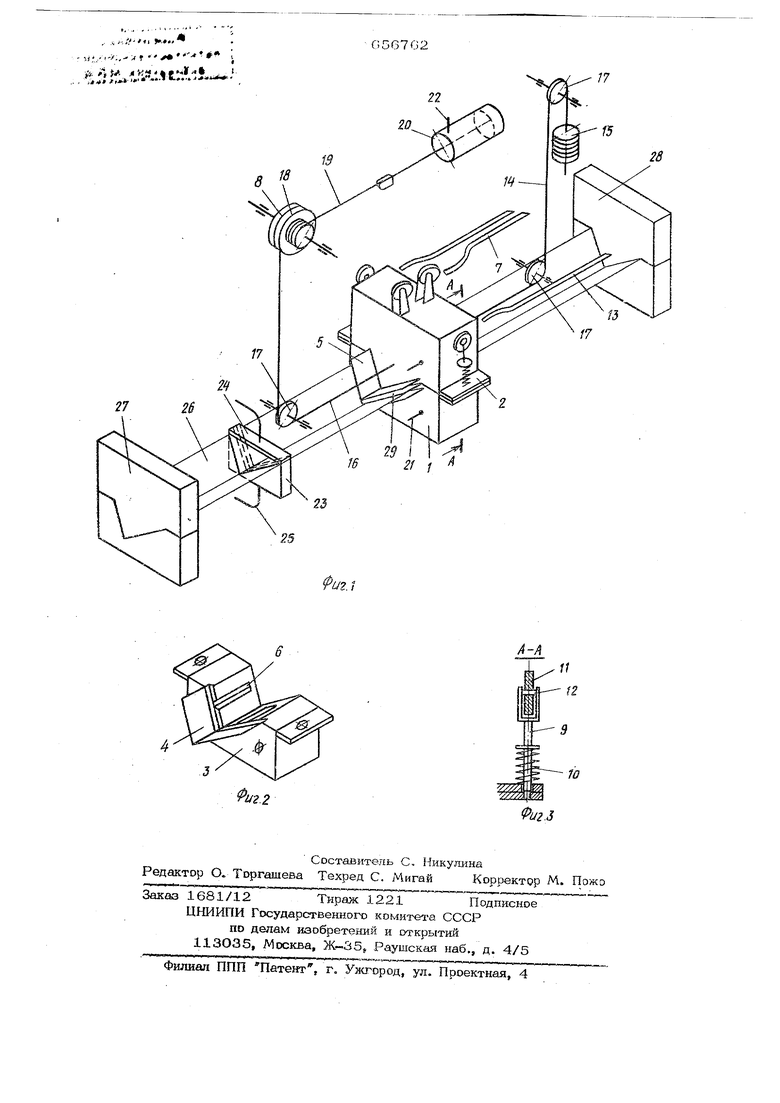
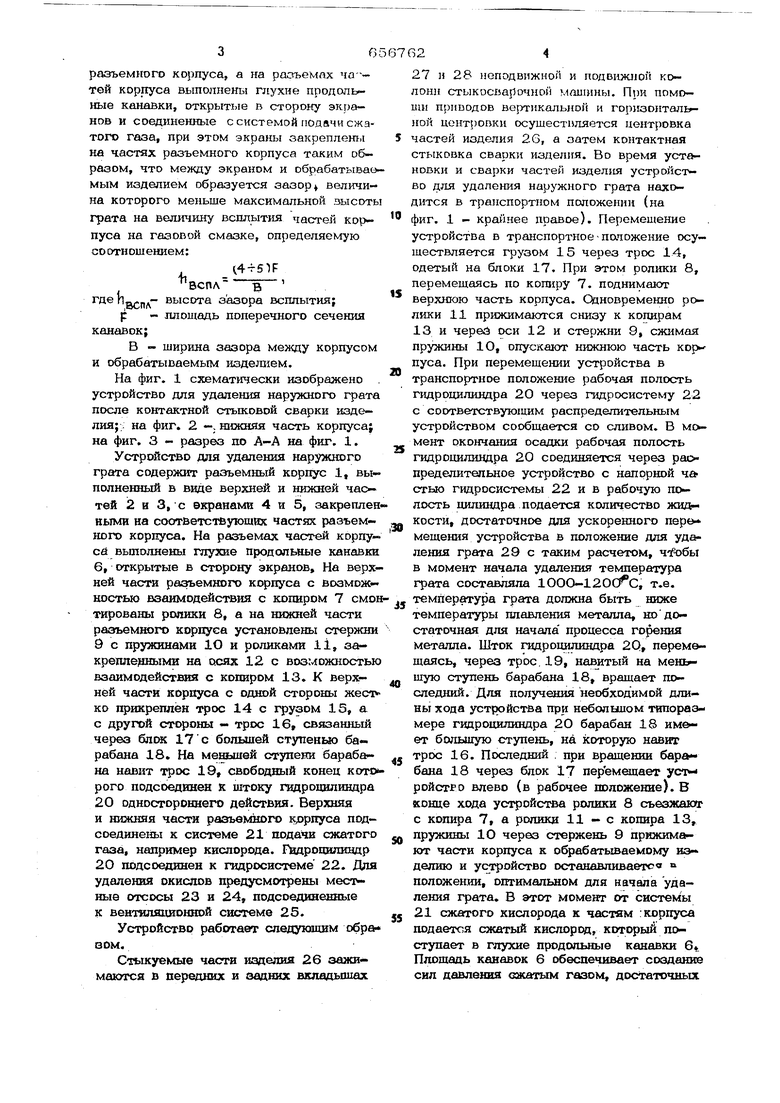
Изобретение относится к области свар ки, а именно к устройствам для удаления грата после контактной стыковой сварки. Известно уст|1ойство для удаления грата, содержа лее корпус с закреплен- ной в iiesi сменной втулкой и газопровод, соединешгый с корпусом ft. Удаление (сжигание) грата в таком устройстве осуществляется подачей газа в кольцевой зазор, образованный сменной втулкой и обрабатываемым изделием. Однако в известном устройстве корпус выполнен неразъемным, поэтому в процессе сварки наружный диаметр усиления шва (грата) может превысить внут решшй диаметр сменной втулки и закли- .нить последнюю, что приводит к прекращению процесса удаления (сжигания) грата, при этом сменную втулку необходимо выпрессовывать. Наименее близким к изобретению явля ется устройство для удаления грата после контактно cTbtKosoff сварки изделий. содержащее верхнюю и нижнюю части разъемного корпуса, разъем которых соот. ветствует профилю обрабатываемого изделия, и механизм разъема частей кррпу- са. На корпус укреплены ножи fz. Недостатками известного устройства являются низкая эффективность работы устройства иэ-за высокого сопротивления возникающего при церемешешш частей корпуса по обрабатываемому издешпо, и небольшой срок службы ножей, удаляющих грат. Целью изобретешш является шжышение эффективности работы устройства путем создания газовой смазки для уменьшения сопротивления, возникающего при перемещении частей корпуса по обрабатываемому изделию. Цель достигается тем, что устройство для удаления грата снабжено двумя экранами с профилем внутрешшх поверхностей,повторяющим профиль обрабатываемого изделия, каждый из которых закреплен соответственно на верхней и нижней частях разъемного корпуса, а на разъемах ча-тей корпуса выполнены глухие продольные канавки, открытые в сторону экг)анов и соединенные с системой подачи сжатого газа, при этом экраны закреплешл на частях разъемного корпуса таким образом, что между экраном и обрабатывае мым изделием образуется зазор величина которого меньше максимальной высоты грата на величину всплытия частей кор пуса на газовой смазке, определяемую соотношением: ()F ВСПЛ в где Па..рд- высота зазора всплытия; р - площадь поперечного сечения канавок; В - ширина зазора между корпусом и обрабатываемым изде;шем. На фиг. 1 схематически изображено устройство для удаления наружного грата после контактной стъпсовой сварки изделия; на фиг. 2 -; нижняя часть корпуса; на фиг. 3 - разрез но А-А на фиг. 1. Устройство для удаления наружного грата содержт- разъемный корпус 1, выполненный в виде верхней и нижней частей 2 и 3, с экранами 4 и 5, закреплен ными на соответс-шующих частях разъемного корпуса. На разъемах частей корпусй вьшолнены глухие продольные канавки 6, открытые в сторону экранов. На верхней части разъемного корпуса с возможностью взаимодействия с копиром 7 смо тированы ролики 8, а на нижней части разъемного корпуса установлены стержни 9 с пружинами Ю и роликами 11, за креплецными на осях 12 с возможностью взаимодействия с копиром 13. К верхней части корпуса с одной стороны жес1 ко прикреплен трос 14 с грузом 15, а с другой стороны - трос 16, связанный через блсж 17с большей ступенью барабана 18 На мешэшей ступени барабана навит трос 19, свободный конец KOTS рого подсоединен к штоку пздрощшиндра 20 одностороннего действия. Верхняя и нижняя части разъемного K ipiiyca подсоедине1€ы к системе 21 подачи сжатого газа, например кислорода. Гидроцилиндр 20 подсоединен к гидросистеме 22. Для удаления окислов предусмотрены местные отсосы 23 и 24, подсоединенные к вентиляционной системе 25. Устройство работает следующим обрааом. Стыкуемые части изделия 26 зажимаются в передних и задних вкпадъпиах 27 п 28 неподвижной и подвижной колонн стыкосварочнон машины. При помо- шн приподов вертикальной и горизонтальгной центровки осушествляется центровка частей изделия 2G, а затем контактная стыковка сварки изделия. Во время установки и сварки частей изделия устройство для удаления наружного грата находится в транспортном положении (на фиг. 1 - KpafiHee правое). Перемещение устройства в транспортное папожение осуществляется грузом 15 через трос 14, одетый на блоки 17. При этом ролики 8, перемешаясь по копиру 7. поднимают верхнюю часть корпуса. Сйновременно ролики 11 прижимаются снизу к копирам 13 и через оси 12 и стержни 9, сжимая пружины 10, опускают нижнюю часть кор пуса. При перемещении устройства в транспортное положение рабочая полость гидроцилиндра 20 через гидросистему 22 с соответствующим распределительным устройством сообщается со сливом. В момент окончания осадки рабочая полость гидродшшвдра 20 соединяется через рао пределительное устройство с напорной ч& стью гидросистемы 22 и в рабочую ш лость цилиндра подается количество жидкости, достаточное для ускоренного перемещения устройства в положение для удаления грата 29 с таким расчетом, чтГюбы в момент начала удаления температура грата составляла 10ОО-120(/с, т.е. температура грата должна быть ниже температуры плавления металла, нодостаточная для начала процесса горения металла. Шток гидрошишндра 20, перемещаясь, через трос. 19, навитый на мень щую ступень барабана 18, вращает последний. Для получения необходимой длины хода устройства при небольшом типоразмере гидроцилиндра 2О барабан 18 им&ет большую ступень, на которую навит трос 16. Последний . при вращении барабана 18 через блок 17 перемещает уст« роист о влево (в рабочее положение). В конце хода устройства ролики 8 съезжают с копира 7, а ролики 11 - с копира 13, пружинъ 1О через стержень 9 прижимают части корпуса к обрабатываемому изделию и устройство останавливаетев ч положении, О1ггимальном для начала удаления грата. В этот момешг от системы 21 сжатого кислорода к частям : корпуса подается сжатый кислород, который поступает в глухие продольные канавки 6 Площадь канавок 6 обеспечивает создание сил давления сжатым газом, достаточных для частичного сжатия пружин 10 и всплытия верхнш и юокней частей корпусов (создания газовой смазки). Одновременно в рабочую полость гидроцилиндра 2О начинает поступать количество жидкости, необходимое для перемещения устройства с рабочей скоростью, обеспечивающей полное удаление сжигания грата. Для осуществления обдува грата сжатым газом продольные канавки 6 вьнполнены глухими, открытыми в сторону экранов 4. Для уменьшения расхода сжатого газа и повышения эффективности процесса удаления сжигагаш грата осуществляется в ограниченном поверэшоо тями обрабатываемого изделия и экранами пространстве. Таким образом, при сжигании грата устройство перемещает ся с рабочей скоростью на величину съема грата. Во время сварки изделия удаления сжигания грата соответственно пыль и аэрозоли, а тш же окислы отсасыбают ся отсосами 24 и 23, подключенными к вентиляционной системе. После окончания съема грата устройство отводится в транспортное положение и местные отсос 24 и 23 отключаются. в связи с тем, что продольньш глухие канавки выполнены таким образом, что выполняют функции как подачи сжато го газа для сжигания грата, так и опор с газовой смазкой при перемещении уст ройсгва, заклинивание устройства на свариваемом изделии произойти не может, так как при уменыиении зазора между усилениемшвл (грата) и внутренней поверхносгью экрана расход газа уменьшается, его давление в замкнутом объеме (в канавках н в простра стве, образованном внутренними поверзьностями частей корпуса и поверхностью обрабатываемого изделия) возрастает и части корпуса дополнительно расходвзЕТ ся (всплывают), увеличивая зазор до постоянной величины. Таким образом устройство для удавления наружного грата после контактной стыковой сварки изделий позволяет повысить эффективность работы последнего. Формула изобретения Устройство для удаления грата после контактной стьосовой сварки изделий, преимущественно проката содержащее верхнюю и нижнюю части разъентого корпуса, разъем которых соответствует профилю обрабатываемого изделия, и м& ханмзм разъема частей корпуса, отличающееся тем, что, с целью повышения эффективности работы уст ройства путем создашия газовой смаэки для уменыиешш сопротивления, возникающего при перемешении частей корпуса по обрабатьшаемому изделию, око снабжено двумя экранами с профилем внутренних поверхностей, повторяющим профиль обрабатываемого изделия, каждь1й из которых закреплен соотватрственно на верхней и нижней частях разъемного корпуса, а на разъемах частей корпуса выдолнены глухие продольные канавки, от рытые в сторону экранов и соедииенкыв с системой подачи сжатого газа, при этом экраны закреплены на частях разъ емного корпуса таким образом, чтобы между экраном и обрабатываемым шадвлием образуется зазор, величиша которого меньше максимальной высоты грата на величину всплытия частей корпуса на газовой смазке, определяемую соот ношением: (ВСПА где11 спА высота зазора всплытия} F - площадь поперечного сечения кававок; Б ширина зазора между корпусом и обрабатываемым изделием. Источники информащга, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 349528, кл. В 23 К 19/00, 197О. 2,Патент США № 2852985/ кл. 9О-24, 1958.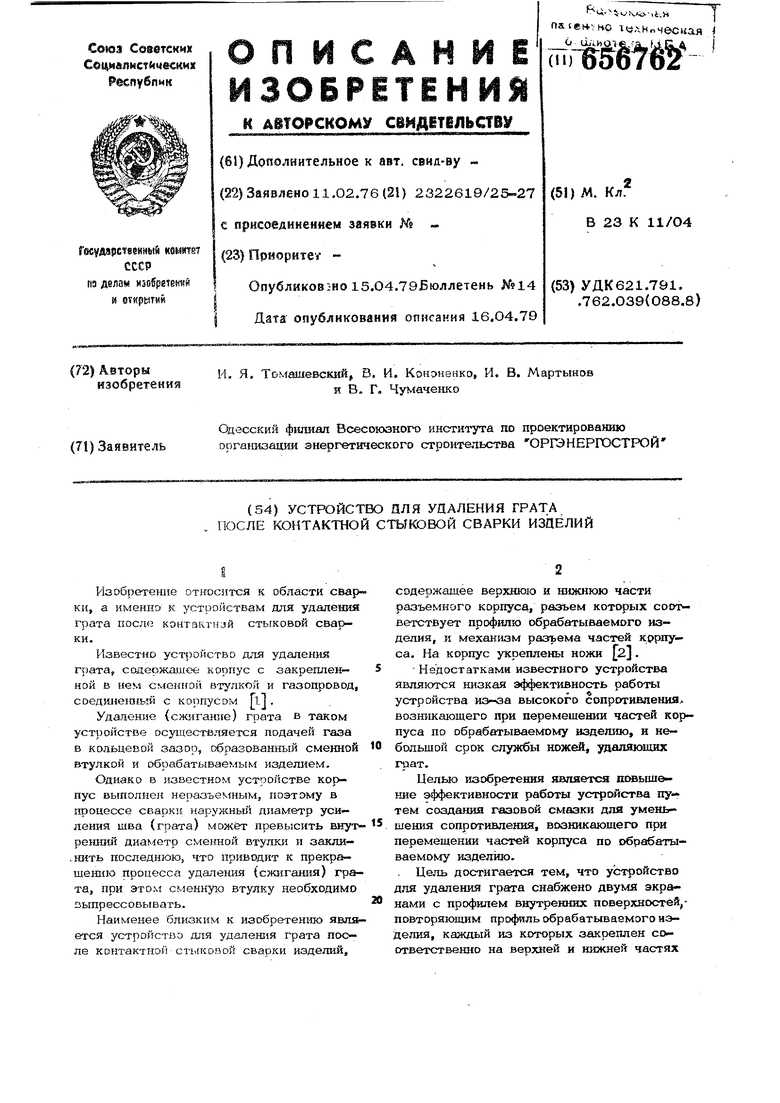
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для присоединения отводных газопроводов к действующим | 1976 |
|
SU575185A1 |
| Устройство для снятия наружного грата | 1982 |
|
SU1016107A1 |
| Устройство для снятия наружного грата | 1987 |
|
SU1579650A1 |
| Устройство для удаления грата | 1989 |
|
SU1731527A1 |
| Устройство для контроля герметичности газонаполненных изделий | 1990 |
|
SU1728692A2 |
| Комбинированный радиальный подшипник с широким диапазоном рабочих скоростей и нагрузок (варианты) | 2016 |
|
RU2649280C1 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНОЙ ПРОВОЛОКИ | 1997 |
|
RU2122908C1 |
| Устройство для формирования соединения при контактной сварке | 1977 |
|
SU664785A1 |
| Зажимное устройство машины для контактной стыковой сварки | 1988 |
|
SU1655707A1 |