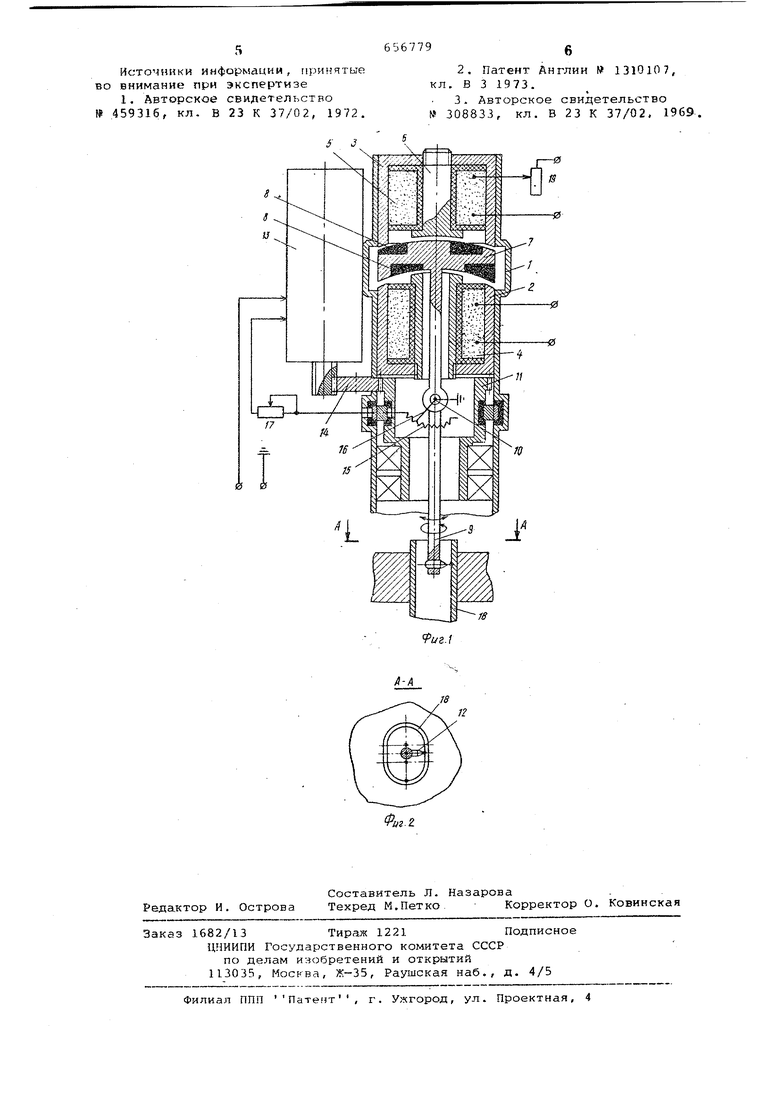
Цель изобретения повьшение качества сварного шва путем обеспечени постоянной линейной скорости сварки труб некруглого поперечного сечения. Для этого устройство снабжено реостатом, ползун которого жестко соединен с осью качания электрододержателя, при этом реостат электрически связан с двигателем механизма для кругового перемещения. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг, 2 сечение. А-А фиг. 1. Устройство содержит корпус 1 и механизм для возбуждения и регулирования длины дуги, состоящий из двух кольцевых электромагнитов 2 и 3, катушек 4,5 и сердечников б. Между электромагнитами 2 и 3 размещен якор 7 с четырьмя ферромагнитными вкладышами 8 Ферромагнитные вкладыии 8 располо жены в якоре 7 таким образом, чтобы при работе катушки 5 якорь смещался вправо а при работа катушки 4 - влево. Якорь .7 жестко соединен с электро додержателем 9, закрепленным на оси качания 10, которая размещена во вращающейся втулке - шестерне 11. В нижней части электрододержателя 9 за креплен вольфрамовый электрод 12. Вт;/лка-шестерня 11 приводится во вращение электродвигателем 13 через редуктор 14 механизма для кругового перемещения. Во втулке-шестерне 11 расположен реостат 15, ползун 16. . которого.: жестко соединен с осью 10 Реостат 15 включен в цепь якоря элек тродвигателя вращения 13. Последовательно с реостатом 15, в цепь якор вкгаочен реостат 17, который служит для ручной регулировки скорости вращения. Устройство работает следующим образом. При включении его в сеть на катуш ку 5 подается напряжение постоянного тока. При этом якорь 7 смещается от среднего положе ния вправо, в резуль тате чего вольфрамовый электрод 12 устанавливается в положение, максиГЛально удаленное от поверхности стен ки -трубы 18, В момент включени.ч источника сварочного тока на катумку 4 подается напряжение холостого кода источника, в результате чего происх смещение якоря 7 влево, а вольф Р иовый электрол 12 перемещается Hn во до соприкосновения со стенкой тр бы 18. Пря этом происходит короткое заГЩкание сварочной цепи и напряжен питакйцее катушку 4, приближается к нулю, в результате этого на якорь 7 воздействует только катушка 5, и он перемещается вправо. Вольфрамовый электрод отходит от с.тенки трубы, зажигается сварочная напряжением которое питается тушка 4, Одновремен.чо злектродО держатель 9 через втулку 11 получает вращательное движение. Так как напряжение дуги пропорционально ее длине, то радиальное перемещение электрода продолжается до тех пор пока магнитодвижущие силы катушек не уравновесят друг друга. В процессе сварки данная система автоматически поддерживает необходимую длину дуги, т.е. напряжение на дуге. Реплируя реостатом 19 напршкение, подаваемое на катушку 5, за,дают необходимую длину дуги. Автоматическое регулирование угловой скорости вращения вольфрамового электрода 12 в зависимости от расстояния между осью вращения и стенкой трубы 18 осуществляется следующим образом. Так как собственные колебания напряжения на дуге незначительны, то радиальные перемещения электрода при автоматической регулировке напряжения на дуге так же малы и почти ке сказываются на положении ползуна реостата 15, а следовательно и, на скорости вращения якоря э.т1ектродвигателя 13 и электрода 12. Но в те моменты, когда.напряжение на дуге (длина дуги) изменяется из-за овальности трубы 18, автоматическая сиетема регулирования напряжения заставляет электрод 12 совершать значительные радиальные перемещения. В этом случае ползун реостата 15, связанный с осью качания 10, перемещаясь по реостату 15, изменяет его сопротивление и тем самым скорость вращения якоря электродвигателя 13 и электрода 12. Таким образом, изобретение позволяет получить качественные сварные швы за счет поддержания постоянства линейной скорости при изменении угловой скорости вращения электрода. Формула изобретения Устройство для сварки внутренних кольцезвызс швов, содержащее корпус, электрододержатель, установленный на оси качания, жестко закрепленный на поворотной втулке, связанной с двигателем механизма..: для кругового перемещения, и механизм для возбуждения и регулирования длины дуги, выполненный в виде двух соосно расположенных вдоль оси корпуса ..злек тромагнитов, между кoтopы ш установлен якорь с ферромагнитиыз ет вкладышами, жестко связанный с электрододержателем, отли.чающееся тем, что, с целью повышения качества сварного швЗ путем обеспечения постоянной линейной скорости сварки труб некруглого поперечногоо сечения, оно снабжено реостатом, ползун которого жестко соединен с осью качания э.пек трододержателя, при этом реостат электрически связан с двигателем механизма для кругового перемещения.
5
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство № 459316, кл. В 23 К 37/02, 1972.
S
656779
2.Патент Англии № 1310107, кл. В 3 1973.
3.Авторское свидетельство
№ 308833, кл. В 23 К 37/02, 1969
Г8
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВАРКИ ВНУТРЕННИХ КОЛЬЦЕВЫХ ШВОВ | 1971 |
|
SU308833A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНОГО ГАЗА | 2005 |
|
RU2374047C2 |
| Автомат для сварки неповоротных стыков труб изнутри | 1979 |
|
SU897443A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ВНУТРЕННИХ КОЛЬЦЕВЫХШВОВ | 1972 |
|
SU433001A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ТРУБ | 1967 |
|
SU195581A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Устройство для электродуговой точечной сварки штучными электродами | 1980 |
|
SU863272A1 |
| Горелка для сварки магнитоуправляемой дугой | 1988 |
|
SU1590258A1 |
