31590258
ные резисторы 7 и 8 соответственно подключены к одному полюсу источника питания 9, Резисторы 7 и 8 включены в электрическую цепь параллельно в противоположных направлениях и связаны подвижным общим ползуном 12. При перемещении последнего вдоль резисторов 7 и 8 сопротивление одного из
них уменьшается, а другого - увели- чивается, что соответственно приводит к увеличению сварочного тока на одной Части электрода и уменьшению его на другой. При изменении положения сопла 1 можно изменять плотность магнитного потока и размер зоны газовой защиты. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1097459A1 |
| Сварочная горелка | 1988 |
|
SU1632680A1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Горелка для сварки магнитоуправляемой дугой | 1985 |
|
SU1294524A1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Горелка для сварки магнитоуправляемой дугой | 1989 |
|
SU1782702A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 2000 |
|
RU2202453C2 |
| Горелка для магнитоуправляемой дуговой сварки | 1983 |
|
SU1094688A1 |
Изобретение относится к сварочному производству и может быть использовано для дуговой сварки изделий в среде защитного газа неплавящимся электродом. Цель изобретения - расширение номенклатуры свариваемых изделий путем обеспечения возможности регулирования напряженности магнитного поля в области горения дуги без изменения значений параметров режима сварки, задаваемых одним источником питания. В сопле 1 размещен электрод, состоящий из прямолинейной части 2 и спиральной части 3, связанных между собой шайбой 4. В стержне 5 имеется отверстие для прохода прямолинейной части 2 электрода. Спиральная часть 3 жестко прикреплена к корпусу 6. Сопло 1 имеет возможность перемещаться относительно корпуса 6 в вертикальной плоскости. Спиральная часть 3 и прямолинейная часть 2 через переменные резисторы 7 и 8 соответственно подключены к одному полюсу источника питания 9. Резисторы 7 и 8 включены в электрическую цепь параллельно в противоположных направлениях и связаны подвижным общим ползуном 12. При перемещении последнего вдоль резисторов 7 и 8 сопротивление одного из них уменьшается, а другого увеличивается, что соответственно приводит к увеличению сварочного тока на одной части электрода и уменьшению его на другой. При изменении положения сопла 1 можно изменять плотность магнитного потока и размер зоны газовой защиты. 1 ил.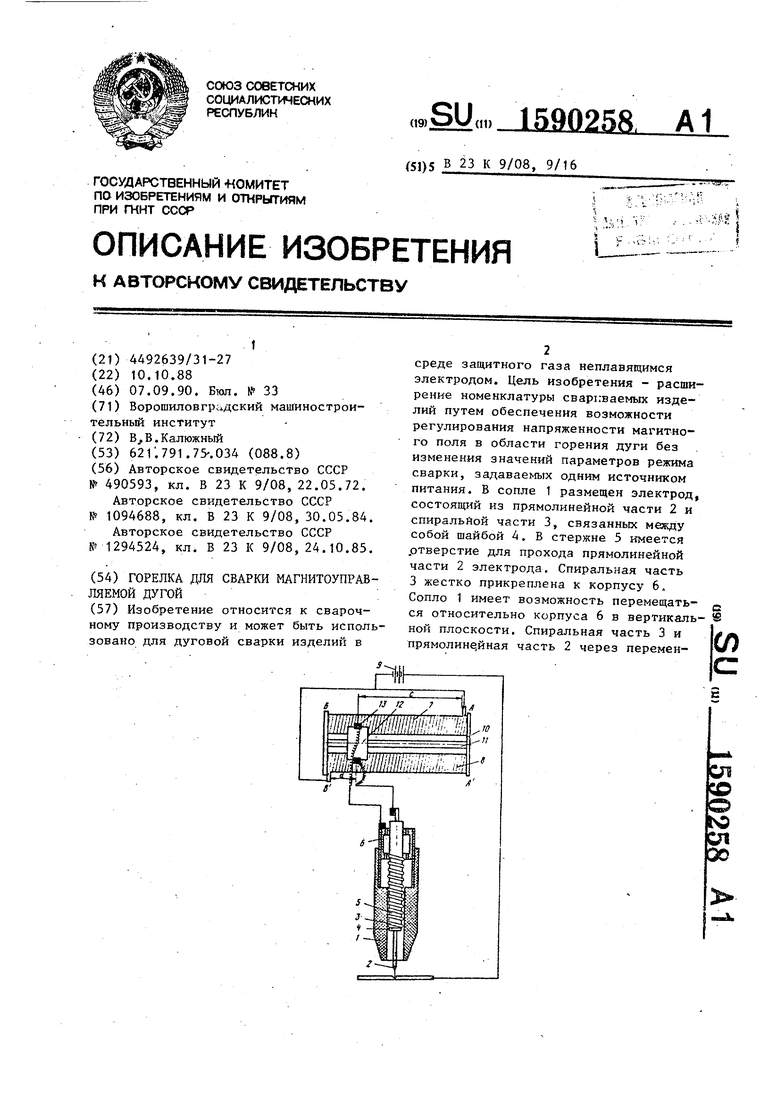
Изобретение относится к сварочном производству и может быть использовано для дуговой сварки деталей в среде защитного газа неплавящимся электродом.
Целью изобретения является расширение номенклатуры свариваемых стыко путем обеспечения возможности регулирования надежности магнитного поля IB области горения без изменения значений параметров режима сварки, задаваемых одним источником питания.
На чертеже изображены горелка, продольной разрез, и схема подключения ее к источнику питания.
Горелка содержит сопло 1, внутри которого соосно ему установлен неплавящийся электрод, состоящий из двух частей, прямолинейной 2 и спиральной 3. Обе части электрода соединены между собой в нижней части горелки металлической шайбой 4, закрепленной на нижнем торце керамического стержня 5, который размещен внутри спиральной части 3 электрода и закреплен в корпусе 6 горелки. Керамический стержень 5 имеет сквозное центральное отверстие, в котором установлена прямолинейная часть 2. Нерабочий (верхний) конец прямолинейной части 2 выступает за верхний торец керамического стержня 5. В верхней части горелки спиральная часть 3 жестко закреплена на металлическом корпусе 6. На внешней стороне корпуса 6 имеется резьба, с помощью которой крепится к горелке сопло 1. При вращении сопла 1 относительно корпуса 6 оно по резьбе перемещается вверх или вниз. Так как спиральная часть 3 неподвижна относительно корпуса 6, а сопло 1 имеет возможность перемещаться относительн последнего вдоль вертикальной оси горелки, появляется возможность изменять расстояние между нижними тор5
0
5
0
5
0
5 1
0
5
цами сопла 1 и спиральной частью 3. Это позволяет при опускании горелки приблизить спиральную часть 3 к сварочной ванне и тем самым увеличить напряженность магнитного поля. Кроме того, в горелке защитный газ между витками спиральной части 3 раскручивается и выходит из сопла 1 расширяющимся вращакациМся потоком ( за счет центробежных сил). Изменяя расстояние между торцом спиральной части 3 и торцом сопла 1, можно изменять ширину зоны защиты: чем выше сопло 1, тем шире зона защиты. Таким образом, при неизменном положении спиральной части 3 и Подвижном сопле 1 можно регулировать напряженность магнитного поля и размер зоны защиты. Благодаря тому, что в керамическом стержне 5 имеется сквозное отверстие, появляется возможность изменять вьшет прямолинейной части 2 электрода или вообще использовать сварочную проволоку (канал в стержне 5 сквозной), что позволяет расширить область использования горелки (сварка и плавящимся и неплавящимся электродом). Электрический ток к спиральной части 3 подводится через, электропроводный корпус 6 горелки, а к прямолинейной 2 - через цангу (не показана), устанавливаемую над керамическим стержнем 5. Корпус 6 и прямолинейная часть 2 подключаются через переменные резисторы 7 и 8 соответственно к одному полюсу источника питания 9. Резисторы 7 и 8 представляют собой катушки сопротивления, к которым подводится электрический ток от одного полюса источника 9 питания. Оба резистора 7 и 8 жестко связаны между собой неэлектропроводными планками 10. Между резисторами 7 и 8 параллельно им, .на планках 10 закреплена ось 11, на которой с возможностью продольного перемещения установлен ползун 12, выполненный из неэлектропроводного материала. На ползуне 12 закреплены подпружиненные контакты 13, взаимодействующие с каждым резистором 7 и 8. Контакты 13 связаны электрически с корпусом бис прямолинейной частью 2 (контакт 13, взаимодействующий с резистором 7, связан с корпусом 6 горелки, а контакт 13, взаимодействующий с резистором 8, - с прямолинейной частью 2). Каждый из резисторов 7 и 8 подключен к источнику 9 питания встречно-параллельно. Резистор 7 подключен таким образом, чтобы ток, протекал в направлении от А к В, а резистор 8 - чтобы ток протекал в направлении от В к А . Это позволяет получать разное по значению сопротивление резисторов 7 и 8 и эта разность сопротивлений максимальна при расположенг-ти ползуна 12 около планок 10. На чертеже положение пол зуна 12 показано смещенным влево. Это означает, что сопротивление резистора 7 будет больше, чем сопротивление .резистора 8, так как расстояние С от контакта 13 до точки подвода тока (точка А) большем, чем расстояние d, определяющее положение контакта 13. до точки подвода тока (точка В ), т.е. на длине С будет большее сопротивления, чем на длине d.
При включении источника 9 питания электрический ток от одного полюса подается на переменные резисторы 7 и 8. Так как расстояние С (в рассматриваемом случае положения ползуна 12) больше, чем расстояние d, то сопротивление резистора 7 больше, чем сопротивление резистора 8, следовательно, ток, поступающий на прямолинейную часть электрода 2, больше, чем на спиральной части 3. При перемещении ползуна 12, например., вправо расстояние С уменьшается, а расстояние d увеличивается, следовательно, и Ток на спиральной части 3 увеличивается, а на прямолинейной 2 - умень10
мируется с током, проходящим по молинейной 2. Поэтому при измене положений ползуна 12 и соответст щем изменении силы сварочного то на прямолинейной части 2 и спира ной 3 сумма токов после шайбы 4 ется неизменной, т.е. не изменяе режим сварки.
Чтобы изменить напряженность нитного поля в области горения д необходимо изменить положение со относительно корпуса 6 путем его щения по резьбе относительно.пос 15 него. Для увеличения напряженнос магнитного поля, например, необх сопло 1 поднять вверх. При этом ний торец спиральной части электр приближается к. рабочему торцу соп
Если горелку не опускать, но п этом поднимать сопло 1 вверх, уве чится зона защиты газом, так как стояние от рабочего торца сопла д поверхности деталей увеличивается 25 газ, за счет центробежных сил рас
20
пространяется на большее расстоян от оси горелки.
Пример. Размеры элементов лагаемой горелки полностью соотве 30 вуют размерам этих же элементов и вестной горелки. Керамический сте жень 5 имеет сквозное отверстие д метром, соответствующим диаметру молинейной части 2. Нерабочий тор j этой части электрода выступает выш стержня 5 на 10-15 мм для обеспече токоподвода к нему. В качестве пер менных резистором могут быть испол зованы балластные резисторы типа 40 или реостаты, вьтолненные в виде катушек из проволоки диаметро 5-6 мм, навитых на керамические вт ки диаметром 60-70 мм. Ползун и пл ки вьтолнены из стеклотекстолита т ВТФ-с, а контакты - из угольных ст ней, ось вращения - из стального прутка диаметром 8 мм.
К техническим преимуществам пре лагаемой горелки относятся, возмож
шаться из-за уменьшения сопротивления , „
резистора 7 и увеличения сопротивле- Регулирования на- ния резистора 8. Таким образом, изменяя положения ползуна 12, можно из- менять силу тока на спиральной части 3, а значит и силу воздействия магнитного поля на сварочную ванну. Ток после прохождения спиральной части 3 поступает на шайбу 4, через которую передается на прямолинейную 2 и сумпряженности магнитного поля без изм нения значений параметров режима св ки за счет наличия в цепи двух пере менных резисторов, подключенных вст 55 речно-параллельно к одному полюсу и точника питания; возможность регули рования напряженности магнитного по в зоне горения дуги за счет того, ч спиральная часть электрода закрепле
1590258
10
мируется с током, проходящим по прямолинейной 2. Поэтому при изменении положений ползуна 12 и соответствук - щем изменении силы сварочного тока на прямолинейной части 2 и спиральной 3 сумма токов после шайбы 4 остается неизменной, т.е. не изменяется режим сварки.
Чтобы изменить напряженность магнитного поля в области горения дуги необходимо изменить положение сопла 1 относительно корпуса 6 путем его вращения по резьбе относительно.послед- 15 него. Для увеличения напряженности магнитного поля, например, необходимо сопло 1 поднять вверх. При этом нижний торец спиральной части электрода приближается к. рабочему торцу сопла 1.
Если горелку не опускать, но при этом поднимать сопло 1 вверх, увеличится зона защиты газом, так как расстояние от рабочего торца сопла до поверхности деталей увеличивается и 25 газ, за счет центробежных сил рас20
пространяется на большее расстояние от оси горелки.
Пример. Размеры элементов предлагаемой горелки полностью соответст- 30 вуют размерам этих же элементов известной горелки. Керамический стер- жень 5 имеет сквозное отверстие диаметром, соответствующим диаметру прямолинейной части 2. Нерабочий торец этой части электрода выступает выше стержня 5 на 10-15 мм для обеспечения токоподвода к нему. В качестве пере- менных резистором могут быть использованы балластные резисторы типа 0 или реостаты, вьтолненные в виде катушек из проволоки диаметром 5-6 мм, навитых на керамические втулки диаметром 60-70 мм. Ползун и планки вьтолнены из стеклотекстолита типа ВТФ-с, а контакты - из угольных стержней, ось вращения - из стального прутка диаметром 8 мм.
К техническим преимуществам предлагаемой горелки относятся, возмож„
Регулирования на-
пряженности магнитного поля без изменения значений параметров режима сварки за счет наличия в цепи двух переменных резисторов, подключенных вст- 5 речно-параллельно к одному полюсу источника питания; возможность регулирования напряженности магнитного поля в зоне горения дуги за счет того, что спиральная часть электрода закреплена неподвижно относительно корпуса горелки, а сопло имеет возможность перемещаться относительно последнего возможность регулирования размеров зоны защиты защитным газом, а также, вылета неплавящегося, электрода и применения плавящейся проволоки за счет того, что в керамическом стержне имеется сквозное отверстие. Кроме того, горелка надежна в работе за счет тог что электрический ток подводится к обеим частям электрода одновременно, и может сваривать с минимальным воздействием магнитного поля путем установки ползуна таким образом, чтобы резистор, питающий спиральную часть, был полностью включен в цепь, а вто- I рой резистор - полностью выключен из
I цепи.
i.
При использовании предлагаемой горелки достаточно в цепь включить переменные резисторы, в керамическом стержне выполнить сквозное отверстие спиральную часть электрода закрепить в корпусе, а на сопле вьтолнить резь бу. ,
; Экономический эффект от внедрения изобретения получают за счет расшире- i ния диапазона использования горелки: i варьирование плотностью магнитного i потока, размерами зоны защиты, воз- ; можность производить сварку магнито- управляемой дугой с минимальным воз- ; действием на дугу магнитного поля,
позволяет применять горелку практи- ; чески для любых типов сварных соеди
нений, производить сварку на малых и больвшх скоростях (регулируется размер зоны защиты). Затраты на переоборудование горелки незначительны.
Формула изобретения
Горелка для сварки магнитоуправляе- мой дугой, содержащая корпус, сопло, внутри которого соосно с ним установлены керамический стержень и неплавящийся электрод, выполненный в виде спиральной и прямолинейной частей, связанных между собой металлической шайбой, закрепленной на торце керамического стержня, выполненного с отверстием для размещения прямолинейной части электрода и установленного внутри спиральной части, отличающаяся тем, что, с целью расширения номенклатуры свариваемых стыков путем обеспечения возможности регулирования напряженности магнитного поля в области горения дуги без изменения значений параметров режима сварки, задаваемых одним источником питания, она снабжена схемой раздельного -электропитания спиральной и прямолинейной частей электрода от одного полюса источника питания, выполненной в виде двух включенных встречно-параллельно резисторов и ползуна, отверстие в керамическом стержне выполнено сквозным, при этом сопло установлено на корпусе с возможностью продольного перемещения, а спиральная часть электрода неподвижно закреплена на корпусе.
| Сварочная горелка | 1972 |
|
SU490593A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для магнитоуправляемой дуговой сварки | 1983 |
|
SU1094688A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для сварки магнитоуправляемой дугой | 1985 |
|
SU1294524A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
