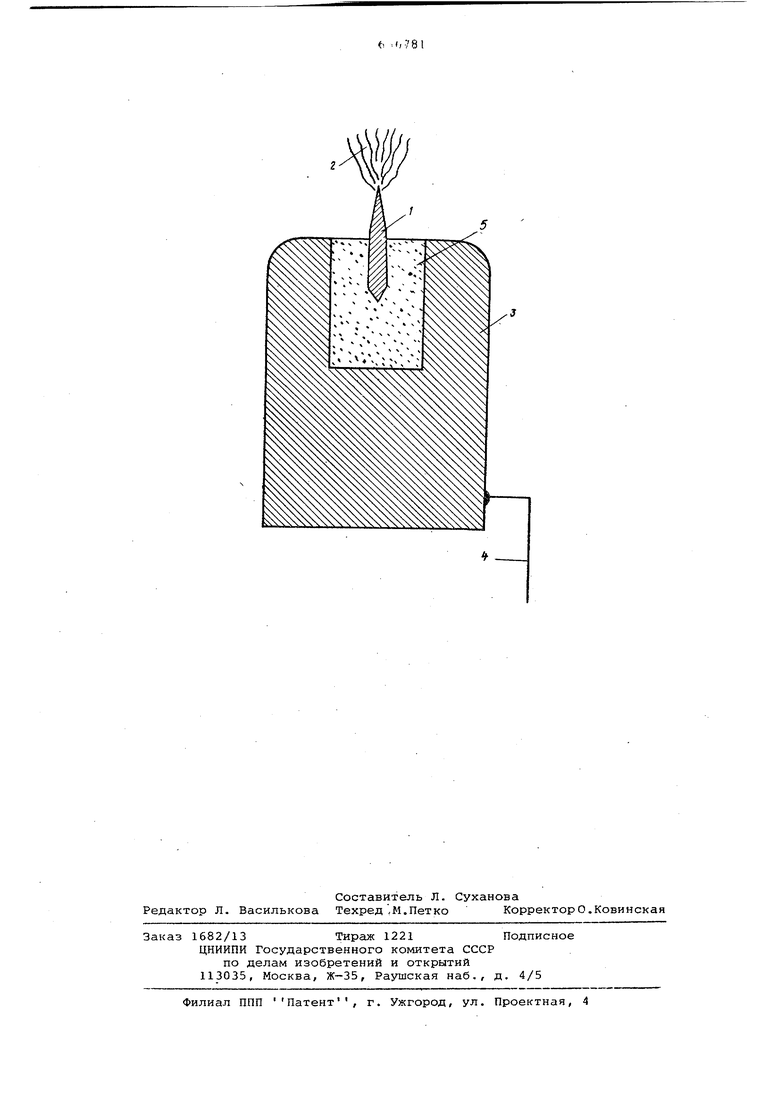
Изобретение относится к область дуговой и плазменной обработки метал лов в инертных газах. Известен неплавящийся электрод, выполненный из вольфрама, с эмиссион ными легирующими веществами, расположенными вблизи центра электрода 1 Высокая степень, центровки катодного пятна способствует повышению пространственной устойчивости дуги на таких электродах. Однако на токах ниже 10 А с абильность и пространственная локализация дуги на таких электродах ухудшается. Узкий диапазон рабочих токов и высокое прикатодное падение напряже ия также являются недостатками известного электрода. Известен неплавящийся электрод 2. для дуговых процессов, содержащий электрододержатель и закрепленные в нем активную вставку и прослойку из порошка, тепло- .и электропроводност которого ниже тепло- и электропроводности материала активной эставки. В известном электроде образующая прослойка интерметалпидов резко ухудшает теплоотвод и clUJCoRcTByeT увеличению скорости эрозии активной вставки. . Целью изобретения является увеличение ресурса работы электрода за счет улучшения пространственной стабилизации дуги, снижения прикатодного падения напряжения и расширения диапазона рабочих токов. С этой целью активная вставка в зоне закрепления полностью размещена в упомянутой прослойке из порошка. Такое исполнение электрода позволяет существенно расширить диапазон рабочих токов, снизить прикатодное падение напряжения и улучшить стабилизацию дуги во всех пространственных положениях на всем диапазоне регулирования рабочего тока. При этом за счет снижения напряжения холостого хода значительно упрощается источник питания и повышаются технико-экономические показатели. На чертеже изображен предлагаемый электрод. Электрод .состоит из активной части 1, контактирующей с дугой 2, и держателя 3, контактирующего с токопроводом 4. Между активной частью 1 электрода и держателем 3 находится слой 5 порошка, удельная электропроводность и теплопроводность которого ниже удельной электропроводности и теплопроводности держателя -3, .слой порошка помещен в полость б, высверленную в держателе 3. Пример выполнения электрода. Активная часть 1 представляет собой вольфрамовый стержень длиной 1,5 мм и диаметром 0,55 мм. Стержень эапрессован в.порошок,состоящий из .смеси вольфрамового персика с порошком окиси циркония, которая обладает достаточно низкой упругостыо пара.Наряду с окисью циркония можно использовать нитрид гафния,окись иттрия и другие соединения с низкой упругостью пара. Порошок засыпается в полость 6, высверленную в держателе ,3 и уплотняется в полости. Полость 6. представ ляет собой глухое отверстие диаметро 2 мм и глубиной 4 мм. Цилиндрический держатель выполнен из любого электро проводного материала, в частности один держатель был Изготовлен из вольфрама, другой - из меди. Диаметр держателя 4 мм. При уменьшении диаметра держателя также получено небольшое понижение м нимального рабочего тока за счет сдв fa вольт-амперной характеристики влево, угол наклона характеристики при этом остается неизменным; При изменении угла заточки активной конусной части, как и при измене НИИ диаметра держателя, меняется теплоотвод от активной части, конtактирующей с дугой. Для уменьшения теплоотвода от активной части, контактирующей с дугой на электроде была сделана проточка в месте перехода активной конусной части в цилиндрическую. Анализ полученной вольт-амперной характеристики электрода с проточкой показывает, что при существенном $ меньшении теплоотвода от активной части, контактирующей с дугой, можно получить не только снижение минимального значения рабочего тока, но и улучшение пространственной стабилизации дуги, связанное с изменени угла наклона вольт-амперной характеристики. Одновременно понижается прИ .катодное падение напряжения. Сравнение вольт-амперных характери(тик известных и предложенного электродов показывает, что последний отличается более низким прикатодным падением напряжения. Так прикатодное падение,напряжения для предложенного электрода составляет 21 В на токе 1 А, в то время как для известного они составляет 28 В на том же токе т.е. на 30% выше. Устойчивая стабилизация и пространственная локализация дуги на предложенном электроде обеспечивает понижение минимального предела рабочего тока до 0,5 А. Таким образом было достигнуто существенное расширение диапазона рабочих токов по сравнению с известными электродами. Снижение прикатодного падения напряжения на предложенном электроде позволило снизить напряжение холостого источника питания и повысить технико-экономические показатели. Предлагаемый электрод позволяет значительно расширить технологические возможности процесса сварки за счет расширения диапазона рабочих токов. Кроме того, позволяет полностью заменить вольфрамовые электроды для сварки на постоянном токе прямой пол.ярности в среде аргона в диапазоне токов от 0,1 до 20 А. Формула изобретения Негшавящиййя электрод для дуговых процессов, содержащий электрододержатель и закрепленные в нем активную вставку и прослойку из порошка/, тепло- и электропроводность которого ниже тепло- и электропроводности материала активной вставки, отличающийся тем, что, с целью увеличения ресурса работы электрода за счет улучшения пространственной стабилизации дуги, снижения прикатодного падениями напряжения и расшире. диапазона рабочих токов, активная вставка в зоне закрепления полностью размещена в прослойке из порошка. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3231332, кл. 219-75, 1971. 2.Быховский Д.Г. Плазменная резка Л, 1972, с. 69.
| название | год | авторы | номер документа |
|---|---|---|---|
| Неплавящийся электрод для дуговой и плазменной обработки в инертных газах | 1977 |
|
SU1004051A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитного газа | 1976 |
|
SU698735A1 |
| Электрод для дуговой и плазменной обработки | 1975 |
|
SU639201A1 |
| Неплавящийся электрод для плазменнойОбРАбОТКи | 1975 |
|
SU841850A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| Неплавящийся электрод для дуговой сварки | 1981 |
|
SU979792A1 |
| Способ дуговой сварки плавлением | 1991 |
|
SU1776517A1 |
| Способ предварительной обработки вольфрамовых электродов | 1982 |
|
SU1018823A1 |
| Неплавящийся электрод для дуговой сварки | 2022 |
|
RU2798648C1 |