(54) НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ
СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Неплавящийся электрод для дуговой сварки и способ его изготовления | 1986 |
|
SU1341871A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВЫХ ПРОЦЕССОВ | 2003 |
|
RU2248868C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВЫХ ПРОЦЕССОВ И СПОСОБ СВАРКИ ПОСТОЯННЫМ ТОКОМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2013 |
|
RU2556256C2 |
| Неплавящийся электрод для дуговой сварки | 2022 |
|
RU2798648C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитного газа | 1976 |
|
SU698735A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Неплавящийся электрод для дуговых процессов и способ его охлаждения | 1987 |
|
SU1496969A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Неплавящийся электрод для дуговой сварки | 1978 |
|
SU789260A1 |
1
Изобретение относится к устройствам для дуговой сварки неплавящимся электродом в защитных газах и может быть использовано в горелках для сварки стабилизированной дугой постоянным током обратной полярности.
Известна конструкция неплавящегося электрода в горелке для сварки стабилизированной дугой, в которой вольфрамовый электрод запаян в медный наконечник конусной формы с водяным охлаждением, а электрод выступает из наконечника на 3- 4 мм 1.
Этой конструкции неплавящегося электрода для дуговой сварки присущи малая стабильность дуги, практически не позволяющая производить сварку угловых щвов с глубокой разделкой, ограниченный сварочный ток (200-300 А), что исключает сварку больших толщин и ограничивает производительность сварки, малая плотность тока в аноде (порядка 40 А на один миллиметр диаметра вольфрамового электрода) и узкий диапазон токов для данного диаметра электрода.
Целью изобретения является создание конструкции электрода, позволяющей повысить стабилизацию дуги при сварке постоянным током обратной полярности, преимущественно угловых швов и стыковых соединений с глубокой разделкой.
Эта цель достигается тем, что в неплавящемся электроде для дуговой сварки с полостью на рабочем торце, выполненным в виде охлаждаемого медного наконечника со вставкой, стенку медного наконечника, находящуюся в полости, выполняют в виде тора, при этом внутренний диаметр тора и глубина полости составляют 0,3-0,6 диаметра вольфрамовой вставки.
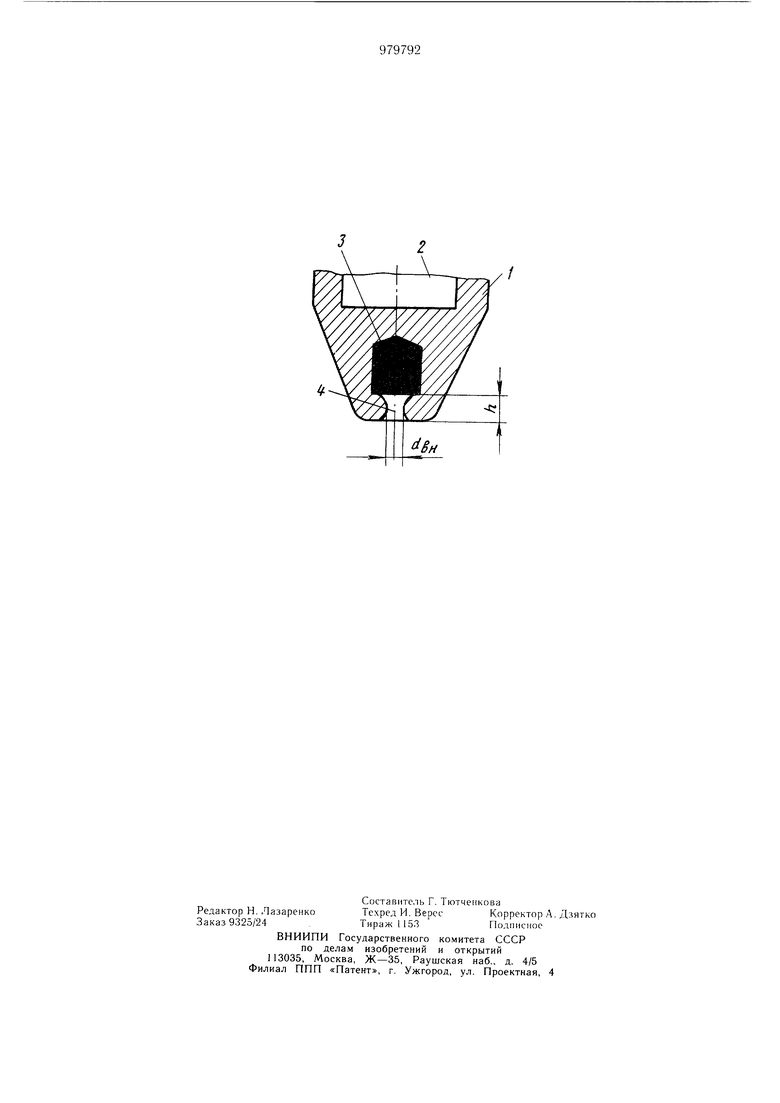
На чертеже представлен предлагаемый электрод.
Неплавящийся электрод для дуговой 15 сварки содержит медный наконечник 1 с полостью 2 для охлаждения и резьбой для крепления в горелке. В медный наконечник 1 запрессована вольфрамовая вставка 3, которая с наконечником 1 образует полость 4, глубина h которой составляет 0,,6 диа.метра вольфрамовой вставки 3. Внутренняя стенка медного наконечника 1 выполнена в виде тора с внутренним диаметром dpH, равным 0,3-0,6 диаметра вольфрамовой вставки 3.
Неплавящийся электрод для дуговой сварки изготавливают следующим образом.
В медном наконечнике 1 сверлом, соответствующим диаметру вольфрамовой вставки 3 сверлят отверстие на глубину, равную длине вставки 3 плюс 0,3-0,6 ее диаметра. Затем запрессовывают вставку 3 в наконечник 1, образуя полость 4 глубиной ,3-.0,6 диаметра вставки 3, неплавящийся электрод с помощью резьбы кренят в горелке для сварки, в полость 2 подают воду для охлаждения, включая защитный газ и источник тока, предварительно установив ток, в 1,1-; 1,2 раза нревьпнающий максимальный рабочий ток для данного диаметра вольфрамовой вставки 3, равный 80 d ампер, 1де d диаметр вольфрамовой вставки 3 в миллиметрах. Касанием торца наконечника 1 об острую кромку изделия, об угол 1рафитовой пластины или конец присадочной проволоки, опертый на изделие, возбуждают сварочную дугу. На этом режиме н)оизводят сварку в нижнем положении в течение 1 --2 мин.
Так как сила тока превыщает допустимую, то происходит частичное онлавление торца медного наконечника 1. Жидкая медь стремится перекрыть полость 4, но этому нренятствует анодная часть столба дуги, форму которой и приобретает полость 4. Процесс формообразования полости 4 ведут до тех пор, пока внутренняя стенка наконечника 1 не приобретет форму тора, а внутренний диа.метр его не будет равен 0,3 ; 0,6 диаметра вольфрамовой вставки 3.
Неплавя1цийся электрод работает следующим образом.
Устанавливают необходимый рабочий ток и производят сварку изделия. Сварочная дуга, обжатая холодными стенками полости 4 нриобретает жесткость и пространственную стабильность, что позволяет сваривать угловые щвы на алюминии и его сплавах. Стабильность дуги позволяет производить сварку швов с глубокой разделкой (более 10 мм). В связи с тем, что вольфрамовая вставка 3 частично защищена холодными стенками полости 4, плотность тока в пей можно увеличить в 2 раза по сравнению с известными электродами. Увеличивается и дианазон токов На одну вольфрамовую вставку 3 с соотнощениями 1:1,5, как в известных электродах, на 1:10 за счет повышения стабильности дуги, что позволяет производить сварку различных толщин металла без смены электрода, а это повышает производительность труда. Длина вольфрамовой вставки 3 в предлагаемой конструкции электрода на несколько 1миллиметров
короче, чем в известных конструкциях электродов, что обеспечивает экономию дефицитного и дорогого вольфрама.
Описанные преимущества могут быть достнгпуты при опреде;1енных размерах глубин h по.юсти 4 внутреннего диаметра тора. Нри уменьшении внутреннего диаметра гора (0,3 диаметра вольфрамовой вставки 3) медные стенки полости 4 могут со.мкнуться, закрыв торец вставки 3 .медью, что приведет к перегреву торца электрода и отрыву медной части электрода до торца вставки 3 в сварочную ванну.
При ,6 диаметра вольфрамовой вставки 3 у.меньщается стабильность дуги. При сварке у ловых HJBOB анодное пятпо может перейти на медный торец и дуга будет гореть между кромкой изделия и краем торца э.чектрода, что приведет к местному перегреву и оплавлению торца в месте анодного пятна и выходу электрода из строя. При глубине h полости 4 меньше 0,3
диаметра вольфрамовой вставки 3 трудно получить полость в форме тора, что не обеспечивает необходи.мой стабилизации дуги. При h 0,6 диаметра вольфрамовой вставки 3 затруднено зажигание дуги и ухудшается теплоотвод с торца электрода, что приводит к снижению допустимого тока на данный электрод.
Неплавящийся электрод для дуговой сварки позволяет стабилизировать дугу, что дает возможность сваривать тем же диаметром электрода изделия большей толщины с сохранением качества соединения. Повышается также стойкост вольфрама и уменьшается его расход, что делает процесс сварки более экономичным.
Формула изобретения
Неплавящийся электрод для дуговой сварки, состоящий из медного охлаждаемого наконечника и вставки, запрессованой с образованием полости со стороны торца, отличающийся тем, что, с целью повыщения стабилизации дуги при сварке постоянным током обратной полярности, стенку медного наконечника, находящуюся в полости, выполняют в виде тора, при этом внутренний диаметр тора и глубина полости составляют 0,3-0,6 диаметра вставки.
Источники информации, принятые во внимание при экспертизе 1. Вайнбойм Д. А. и др. Усовершенствование ручной аргонодуговой сварки алюминиевых сплавов вольфрамовым электродом током обратной полярности. «Сварочное производство, 1976, № 12, с. 17-18 (прототип).
