1
Данное изобретение относится к области сварки, в частности, к сварочным электродам.
Известен сварочный электрод, состоящий из стержня и покрытия, содержащего следующие компоненты, в вес.% 1Ь
Титановый концентрат 25-28 Рутиловый концентрат 26-29 Мрамор14-17
Ферромарганец8-11
Ферротитан4-8
Поташ3-6
плавиковый шпат 2-4 Каолин7-10
. Недостатком данного электрода является то, что металл шва, полученны этим электродом, обладает низкой про4остью.
Наиболее близким к изобретению по составу покрытия является сварочный электрод, состоящий из ctepжня и покрытия, содержащего следующие компоненты, ввес.% 2 .
Мрамор5-15
ФлюоритОБЫй
концентрат. 25-45 Двуокись титана 25-45 Марганец5-10
Хром5-10
2
Феррониобий
0,5-3 1 -4
Слюда 0,3-0,7
Поташ 5 -15
Магнезит
Никель-магниевая
5 -10
лигатура 0,4-1
Калиевая глыба
Недостатком данного электрода является низкие пластические свойства металла шва.
Для повышения качества металла шва при сварке хромистых сталей стежень выполнен из армкожелеза, а покрытие дополнительно содержит молиден, при следующем соотношении копонентов, в вес.%:
Флюоритовый
12-30
концентрат
Фторцирконат натрия 2-10
20-50
Хром мета.плический
Ниобий 0,005-1
Слюда 0,005-3
Молибден 0,005-4,5
Рутиловый концентрат Остальное
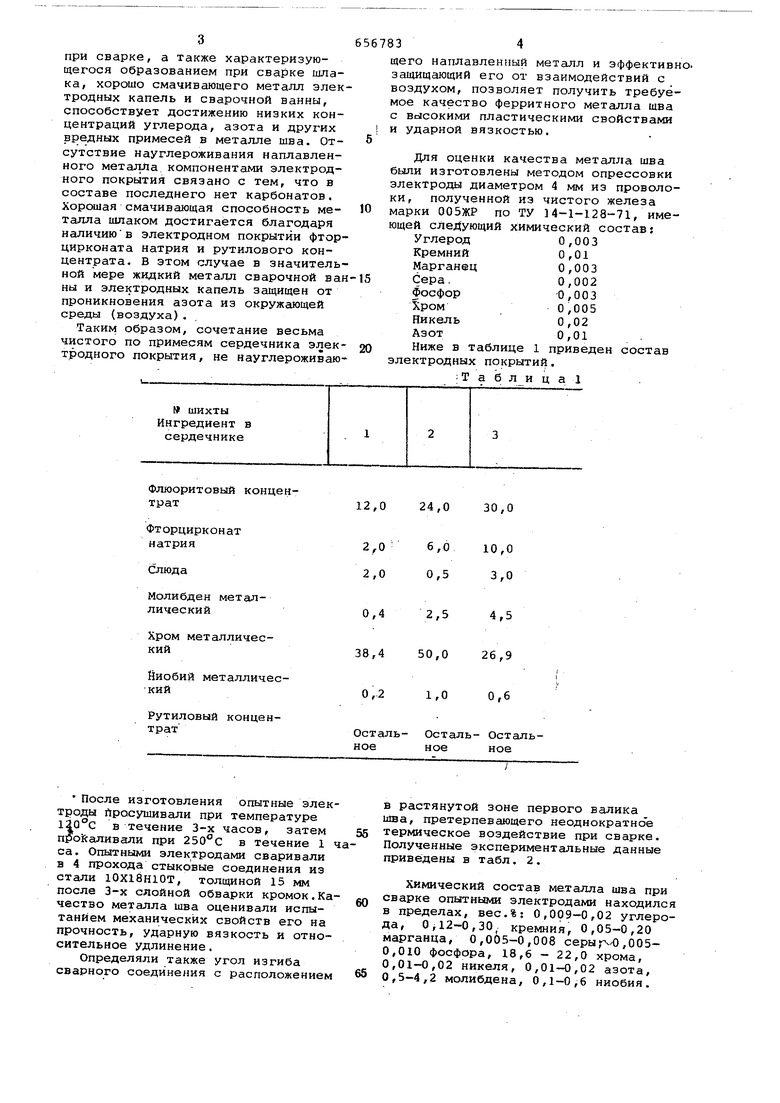
Применение в качестве сердечника чистого железа с весьма низким содержанием углерода, азота, серы, фофора, кремния, а также выбор компонентов электродного покрытия, не науглероживающего наплавленный металл при сварке, а также характеризующегося образованием при сварке шлака/ хорошо смачивающего металл элек тродных капель и сварочной ванны, способствует достижению низких концентраций углерода, азота и других вредных примесей в металле шва. Отсутствие науглероживания наплавленного металла компонентагии электродного покрытия связано с тем, что в составе последнего нет карбонатов. Хорошая смачивающая способность металла шлаком достигается благодаря наличиюв электродном покрытии фтор цирконата натрия и рутилового концентрата. В этом случае в значитель ной мере жидкий металл сварочной ва ны и электродных капель защищен от проникновения азота из окружающей среды (воздуха). , Таким образом, сочетание весьма чистого по примесям сердечника элек тродного покрытия, не науглероживаю 34 щего наплавленный металл и эффективно, защищающий его от взаимодействий с воздухом, позволяет получить требуемое качество ферритного металла щва с высокими пластическими свойствами и ударной вязкостью. Для оценки качества металла шва были изготовлены методом опрессовки электроды диаметром 4 мм из проволоки, полученной из чистого железа марки 005ЖР по ТУ 14-1-128-71, имеющей следующий химический состав: Углерод 0,003 Кремний 0,01 Марганец 0,003 Сера.0,002 Фосфор-0,003 Хром0,005 Никель0,02 Азот0,01 Ниже в таблице 1 приведен состав электродных покрытий. Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав порошковой проволоки | 1976 |
|
SU623684A1 |
| Состав электродного покрытия | 1980 |
|
SU959966A1 |
| Состав порошковой проволоки | 1978 |
|
SU709301A1 |
| Электрод для сварки высокопрочных сталей | 1989 |
|
SU1785860A1 |
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 1993 |
|
RU2074078C1 |
| Состав электродного покрытия | 1977 |
|
SU721297A1 |
| Шихта порошковой проволоки для наплавки стали средней и повышенной твердости | 2002 |
|
RU2225286C1 |
| Шихта для порошковой проволоки | 1979 |
|
SU823043A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2595077C2 |
| ЭЛЕКТРОД ДЛЯ НАПЛАВКИ | 1996 |
|
RU2083339C1 |
Флюоритовый концентрат
Фторцирконат натрия
Слюда
Молибден металлический
Хром металлический
Йиобий металлический
Рутиловый концентрат После изготовления опытные элек троды Лросушивали при температуре в течение 3-х часов, затем прокаливали при в течение 1 са. Опытными электродами сваривали в 4 прохода стыковые соединения из стали 10Х18Н10Т, толщиной 15 мм после 3-х слойной обварки кромок.Ка чество металла шва оценивали испытанием механических свойств его на прочность, ударную вязкость и относительное удлинение. Определяли также угол изгиба сварного соединения с расположением
24,030,0
6,010,0
0,53,0
2,54,5
50,026,9
1,00,6
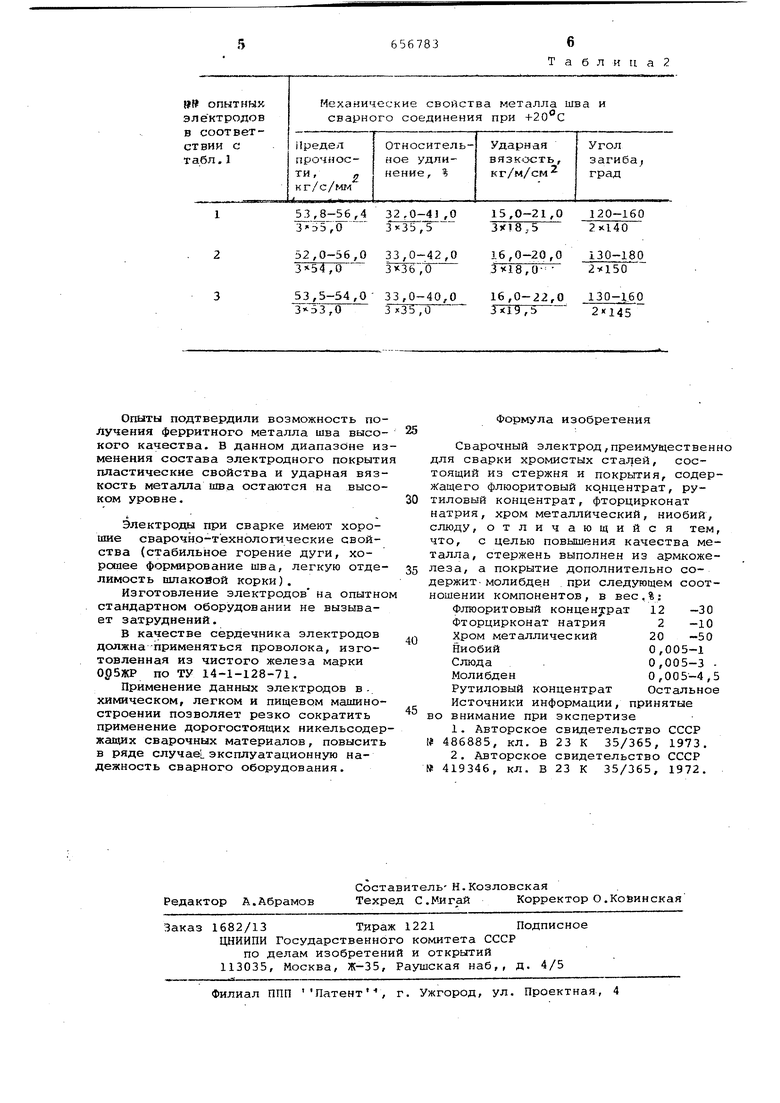
Осталь- Осталь- Остальное ное нов в растянутой зоне первого валика шва, претерпевающего неоднократное термическое воздействие при сварке. Полученные экспериментальные данные приведены в табл. 2. Химический состав металла шва при сварке опытными электродами находился в пределах, вес.%: 0,009-0,02 углерода, 0,12-0,30, кремния, 0,05-0,20 марганца, 0,005-0,008 серы,0,0050,010 фосфора, 18,6 - 22,0 хрома, 0,01-0,02 никеля, 0,01-0,02 азота, 0,5-4,2 молибдена, 0,1-0,6 ниобия.
Механические свойства металла шва и
№ опнтнык сварного соединения при +20°С электродов
53,8-56,4 Зэ5,0
52,0-56,0 ,0
53,5-54,0 ,0
Опыты подтвердили возможность получения ферритного металла шва высокого качества. В данном диапазоне изменения состава электродного покрыти пластические свойства и ударная вязкость металла шва остаются на высоком уровне.
Электроды при сварке имеют хорошие сварочно-технологические свойства (стабильное горение дуги, хорошее формирование шва, легкую отделимость шлаковой корки).
Изготовление электродов на опытно стандартном оборудовании не вызывает затруднений.
В качестве сердечника электродов дсшжна -применяться проволока, изготовленная иэ чистого железа марки ОРЗЖР по ТУ 14-1-128-71.
Применение данных электродов в.. химическом, легком и пищевом машиностроении позволяет резко сократить применение дорогостоящих никельсодержащих сварочных материалов, повысить в ряде случаеЬэксплуатационную надежность сварного оборудования.
Т а б л и ti а 2
15,0-21,0 120-160
43,0
,5 5
2x140
16,0-20,0 130-180
42,0 ,0-2i150
40,0
16,0-22,0
130-160
,5 2145
Формула изобретения
Сварочный электрод,преимущественно для сварки хромистых сталей, состоящий из стержня и покрытия, содержащего флюоритовый ко.нцентрат, рутиловый концентрат, фторцирконат натрия, хром металлический, ниобий, слюду, отличающийся тем, что, с целью повышения качества металла, стержень выполнен из армкожелеза, а покрытие дополнительно содержит- молибде.н при следующем соотношении компонентов, в вес , %:
Флюоритовый конценурат 12 -30 Фторцирконат натрия 2 -10 Хром металлический 20 -50 Ниобий0,005-1
Слюда .0,005-3 Молибден0,005-4,5
Рутиловый концентрат Остальное Источники информации, принятые во внимание при экспертизе
