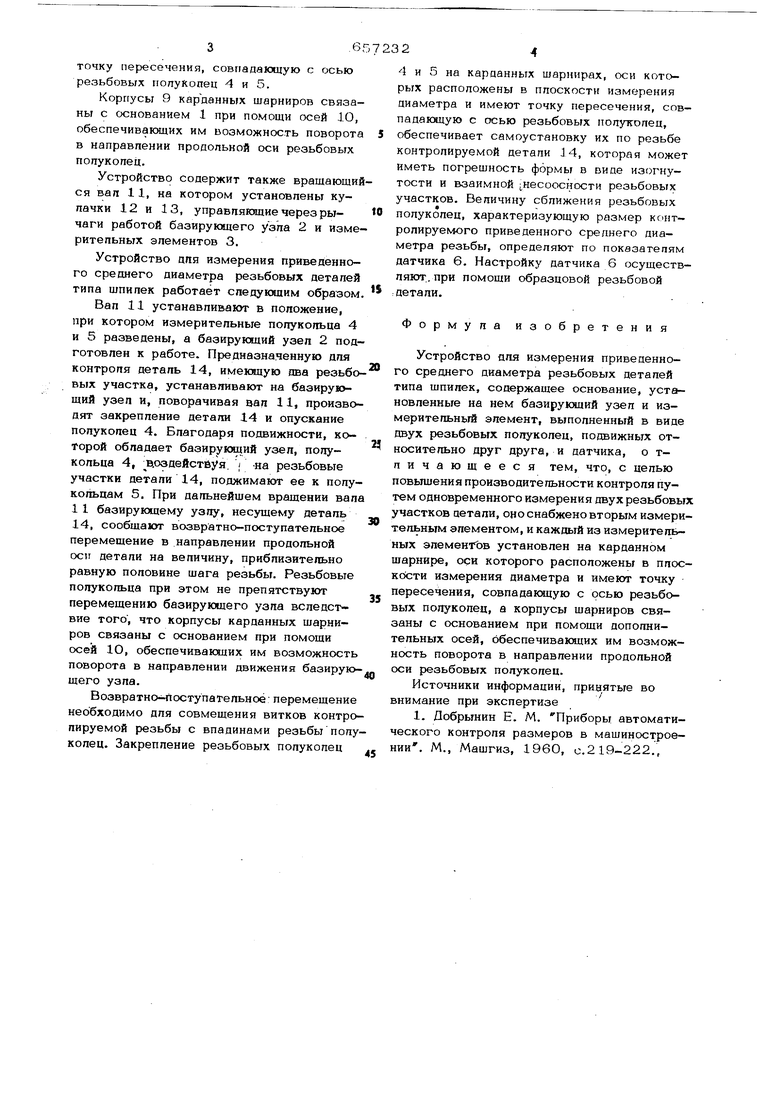
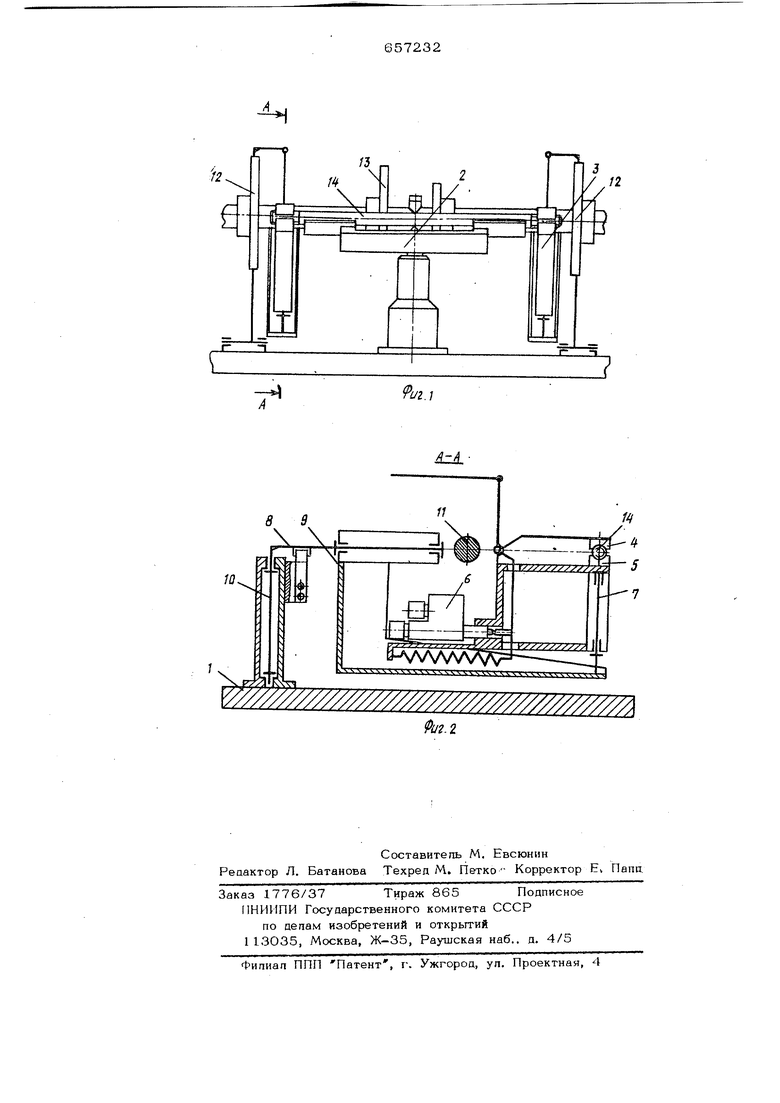
точку пересечения, совпадающую с осью резьбовых попукопец 4 и 5. Корпусы 9 карданных шарниров связаны с основанием 1 при помощи осей Ю, обеспечивающих им возможность поворота в направлении продольной оси резьбовых попукопец. Устройство содержит также вращающий ся вал 11, на котором установлены купачки 12 и 13, управпягошие черезрычаги работой базирующего узла 2 и измерительных элементов 3. Устройство для измерения приведенного среднего диаметра резьбовых деталей типа шпипек работает следующим образом Ban 11 устанавливают в положение, при котором измерительные попукопьца 4 и 5 разведены, а базирующий узеп 2 подготовлен к работе. Предназначенную для контроля деталь 14, имеющую два резьбо вых участка, устанавливают на базирующий узел и, поворачивая вал 11, производят закрепление детали 14 и опускание полуколец 4. Благодаря подвижности, когорой обладает базирующий узел, полукольца 4, позиействуя. ; -ка резьбовые участки детали 14, поджимают ее к полукольцам 5. При дальнейшем вращении вал 1 1 базирующему узлу, несущему деталь 14, сообщают возвратно-поступательное перемещение в направлении продольной оси детали на величину, приблизительно равную половине шага резьбы. Резьбовые полукольца при этом не препятствуют перемещению базирующего узпа вспепствие того , что корпусы карданных шарниров связаны с основанием при помощи осей 1О, обеспечивакялих им возможность поворота в направлении движения базирую шего узла. Возвратно-поступательное перемещение необходимо для совмещения витков контро лируемой резьбы с впадинами резьбы полу колец. Закрепление резьбовых полуколец 4 и 5 на карданных шарнирах, оси которых расположены в плоскости измерения диаметра и имеют точку пересечения, совпадакицую с осью резьбовых полуколец, обеспечивает самоустановку их по резьбе контролируемой детали 14, которая может иметь погрешность формы в виае изогнутости и взаимной несоосности резьбовых участков. Величину сближения резьбовых полуколец, характеризующую размер кснт- ролируемого приведенного среднего диаметра резьбы, определяют по показагепям датчика 6. Настройку датчика 6 осуществляют., при помощи образцовой резьбовой : детали. Формула изобретения Устройство для измерения приведенного среднего диаметра резьбовых деталей типа шпилек, содержащее основание, установленные на нем базирукнций узел и измерительный элемент, выполненный в виде двух резьбовых полуколец, подвижных относительно друг друга, и датчика, о тличаюшееся тем, что, с целью повышения производите льности контроля путем одновременного измерения двух резьбовых участков детали, оно снабжено вторым измерительным элементом, и каждый из измерительных элементов установлен на карданном шарнире, оси которого расположены в плоскости измерения диаметра и имеют точку пересечения, совпадающую с осью резьбовых полуколец, а корпусы шарниров связаны с основанием при помощи дополнительных осей, обеспечивающих им возможность поворота в направлении продольной оси резьбовых полуколец. Источники информации, прин,ятые во внимание при экспертизе 1. Добрынин Е. М. Приборы автоматического контроля размеров в машиностроении. М., Машгиз, 1960, с.219-222.,
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля среднего диаметра наружной резьбы деталей | 1977 |
|
SU734498A1 |
| Автомат для контроля деталей с наружной резьбой резьбовыми полукольцами | 1984 |
|
SU1224543A1 |
| Способ управления позиционным пневмоприводом и устройство для его осуществления | 1988 |
|
SU1534218A1 |
| Устройство для контроля среднего диаметра резьбы | 1983 |
|
SU1180671A1 |
| Измерительные наконечники для контроля среднего диаметра наружной резьбы | 1980 |
|
SU987368A2 |
| Устройство для контроля среднего диаметра резьбы | 1980 |
|
SU937977A1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей и способ изготовления резьбовых полуколец для него | 1988 |
|
SU1663381A1 |
| Автомат для контроля наружной резьбы с помощью калибра | 1985 |
|
SU1312369A1 |
| Устройство для контроля неперпендикулярности торцов трубы | 1984 |
|
SU1254281A1 |
| Устройство для измерения параметров внутренней резьбы | 1984 |
|
SU1225997A1 |
10
1
Фи.г
