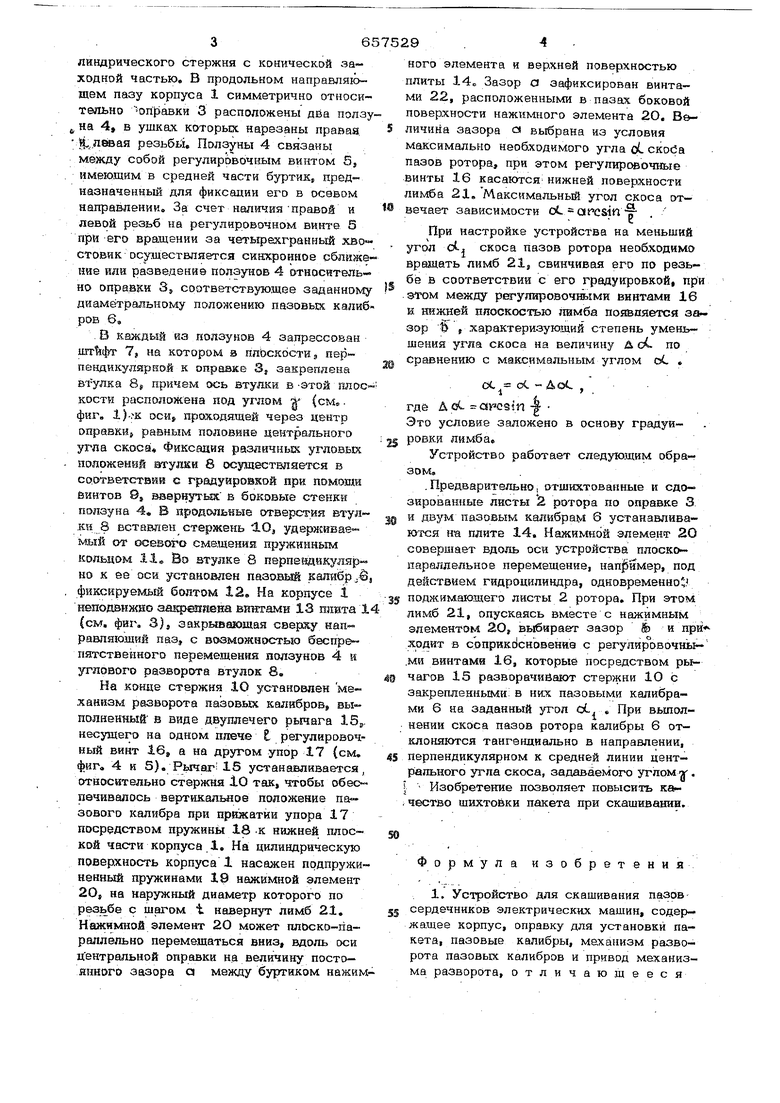
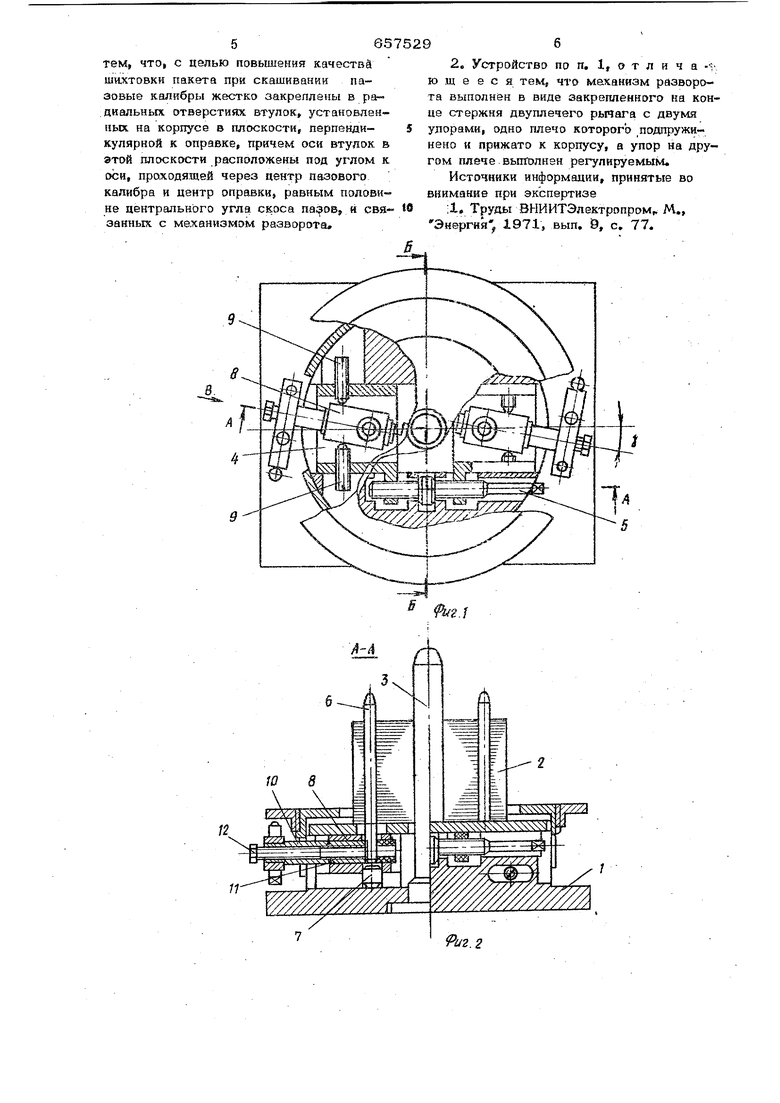
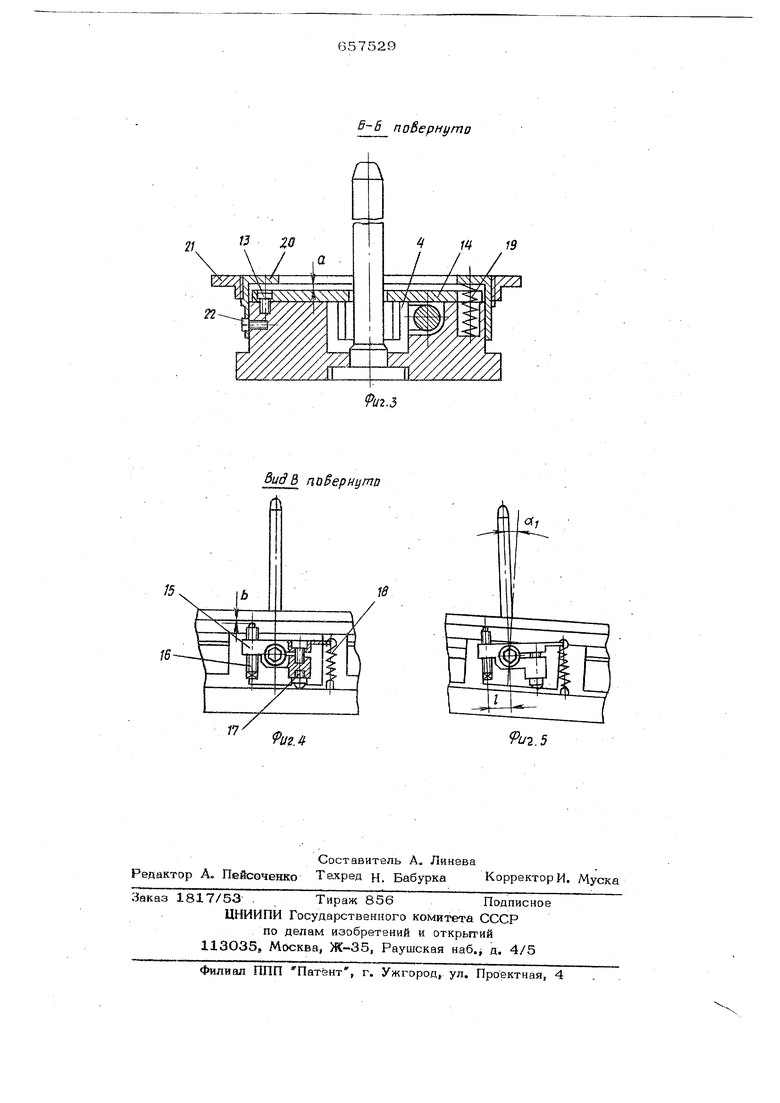
линдрического стержня с конической за ходной частью, В продольном направляюшем пазу корпуса 1 симметрично относитеяьно оправки 3 расположены ДЕВ полз на 4, в ушках которых нарезаны правая левая pe3b6i;i. Ползуны 4 связаны между собой регулировочным винтом S, имеющим в средней части буртик., предназначенный для фиксации его в осевом направлении. За счет наличияправой и левой резьб на регулировочном винте 5 при его spa-щении за четырехгранный хвостовик осуществляется синхронное сближе ние или разведение ползунов 4 относительно оправкй Sj соответствующее заданному диаметральному положению пазовых калиб ров 6, . В каждый КЗ ползунов 4 запрессован шт%фт 7, на котором а ппЬскостИв перпендикуляркой к; onpaJBKe В, закреплена 8 причем ось втулки в -этой нлос кости расположена под углом х (см. фиг. 1)-.-к оси, проводящей через дентр оправкИ} равным половйне центрального угла скоса, Фиксадия различньзк угловых положений втулки 8 осуы1ест1зляется в соответствии с градуировкой при помощи бинтов 8, ввернутых в боковые стенкй ползуна 4, В ярод&лькые отверстия втул ки 8 ЕСТавлен стержень Ю, удержйБае мый от осевого смещения пружинным кольцом -Не Во зтулке 8 перпендикулярно к ее оси установлен пазовый калибр . , фиксируемый болтом 12, На корпусе i непо даижио аакреа шна винтами 13 плита 1 (см. фиг, 3), закрывающая сверху нап-™ равляющий паэ, с возможностью беспре пятственного перемещений ползунов 4 и углового разворота втулок 8. На конце стержня 1О установлен ме хаккам разворота пазовых калибров, выполненный в виде двуплечего рычага 15,, несущего на одном пиече t регулировочный винт i6j а на другом упор 17 (см. фиг. 4 и S). Рычаг 15 устанавливается относительно стержня iO так, чтобы обео печивалось вертикальное положение зового калибра при прижатии упора 17 посредством пружины 18 К нижней плоской части корпуса 1. На цилиндрическую поверхность корпуса 1 насажен подпружи ненный пружинами 19 нажимной элемент 20, на наружный диаметр которого по резьбе с шагом t навернут лимб 21. Нажимной элемент 20 может плЬско-параллельно перемешаться вниз, вдоль оси дентральной оправки на величину постоянного зазора а между буртиком нажим ного элемента и верхней поверхностью литы 14,. Зазор а зафиксирован винтаи 22, расположенными в пазах боковой поверхности нажимного элемента 2О. Веичина зазора с« выбрана из условия максимально необходимого угла оС CKOda пазов ротора, при этом регулировочные инты 16 касаются нижней поверхности имба 21, Максимальный угол скоса отвечает зависимости oL atTsin- - . При настройке устройства на меньший угол с. скоса пазов ротора необходимо вращать лимб 21, свинчивая его по резьбе в соответствии с его градуировкой, при этом между регулировочными винтами 16 Е нижней ппоскостъю л0мба появляется зазор 6 , характеризующий степень уменьшения угла скоса на величину Д оС. по сравнению с максимальным углом cL ОС с4 ДоС , где АО ayes ill . Это условие заложено в основу градуировкй лимба. Устройство работает следующим обра зом,. .Предварительно, отшихтованвые и сдозированные ласты 2 ротора по оправке 3 и двум пазовым калибрам 6 устанавливаются на плите 14. Нажимной элемент 2О совершает вдоль оси устройства плоскопараллельное перемещение, например, под действием гидроцилиндра, одновременно . поджимающего листы 2 ротора. При этом лимб 21, опускаясь вместе с нажимным элементом 2О, выбирает зазор fe и при ходит в срприкйсновениа с регулировочньь.ми винтами 16, которые посредством рычагов 15 разворачивают стержни 10 с закрепленными: в них пазовыми калибрами 6 яа заданный угол оС . При выполнении скоса пазов ротора калибры 6 отклоняются тангенциально в направлении, перпендикулярном к средней линии центрального угла скоса, задаваемого утлом jr, i Изобретение позволяет повысить каi, ,чество шихтовки пакета при скашивании. Формула изобретения 1. Устройство для скашивания пазов сердечников электрических машин, содержащее корпус, оправку для установки пакета, пазовые калибры, механизм разворота пазовых калибров и привод механизма разворота, отличающееся тем, что, с целью повышения качества ши-хтовки пакета при скашивании пазовые калибры жестко закреплены в радиальных отверстиях втулок, установленных на корпусе в плоскости, перпендикулярной к оправке, причем оси втулок в этой плоскости расположены под углом к оси, проходящей через центр пазового калибра и центр оправки, равным половине центрального угла скоса , и свйэанных с механизмом разворота.
11 65752 5 1в
9u2.2 б 2. Устройство по п. 1, о т л и ч а --v ю щ е е с я тем, что маханиэм разворота выполнен в виде закрепленного на конце стержня двуплечего рычага с двумя упорами, одно плечо которого подпружинено к прижато к корпусу, а упор на другом плече вьпллнен регулируемым. Источники информации, принятые во внимание при экспертизе ;1, Труды ВНИИТЭлектропром М,, Энергия 1971, вып. &, с. 77.
В-6 поВернуто
f
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| Устройство для скашивания пазов сердечников электрических машин | 1986 |
|
SU1374351A1 |
| Устройство для скашивания пазов сердечников электрических машин | 1986 |
|
SU1417116A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Оправка для сборки магнитопроводов электрических машин | 1986 |
|
SU1390715A1 |
| Высечные ножницы | 1989 |
|
SU1712081A2 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Прибор для контроля книг | 1986 |
|
SU1320697A1 |
| Станок для растяжки и формовки обмоток электрических машин из лодочки в секцию | 1989 |
|
SU1737637A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
JygVg поВериуто 1
игл
W f5
/ /1/
./. /
Of;
9U1.5
