4 Kj
Изобретение относится к технологии элект ромашиностроения, а именно к устройствам для скашивания назов сердечников электрических машин.
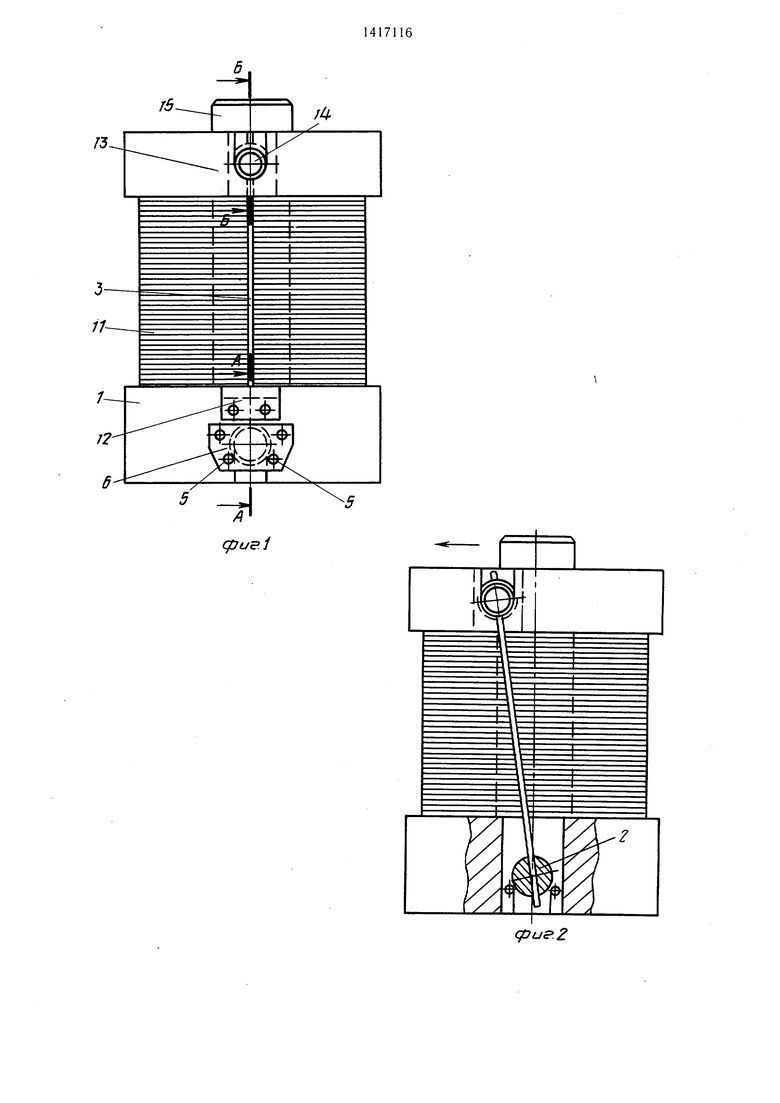
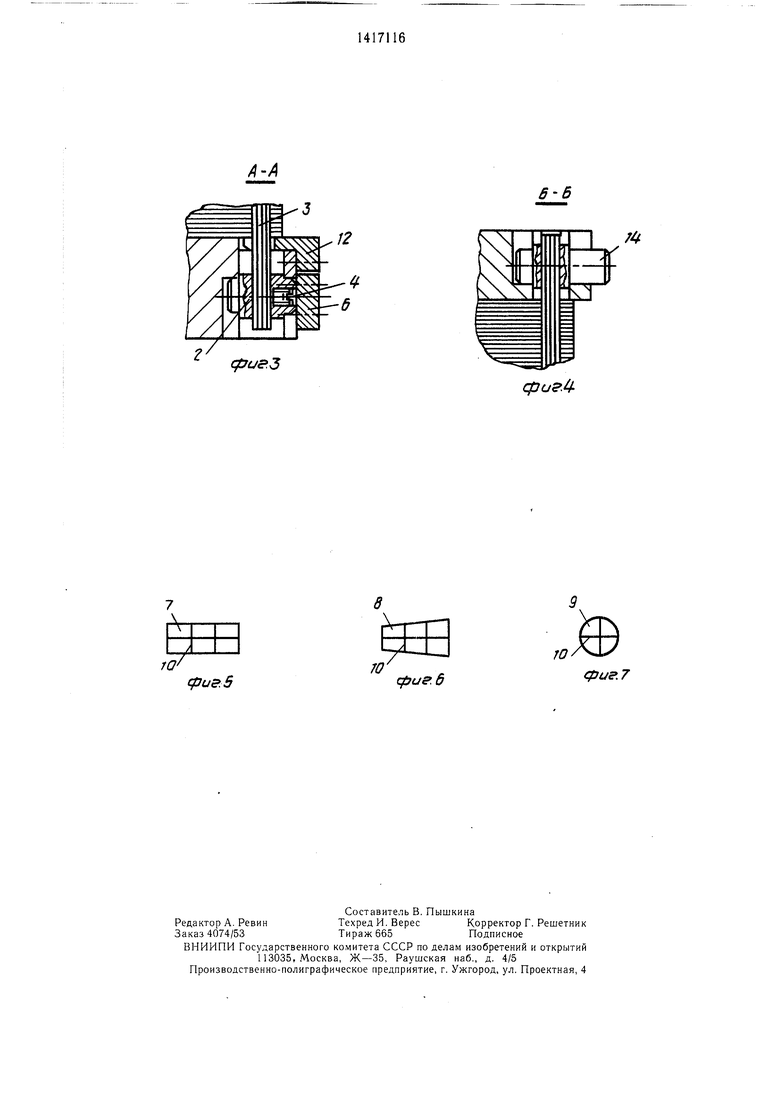
На фиг. 1 изображено предлагаемое устройство, обш.ий вид; на фиг. 2 - то же, при развороте поворотной плиты; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 1; на фиг. 5-7 - возможные варианты сечений калибров в зависимости от пазов.
Устройство содержит поворотную плиту и основание с шарнирами, в которых установлены пазовые калибры.
В основании 1 сборника пакета магни- топровода установлена поворотная втулка 2, в паз которой своей установочной частью вставлен пазовый калибр 3, закрепленный в ней винтом 4. Втулка 2 фиксируется в основании при помоши штифтов 5, запрессованных в съемную планку 6.
Пазовый калибр 3 содержит установленную и калибруюш,ую части, состоящие из стержней 7, выполненных из намагни- чиваюш,его материала, для паза, имею- ш,его параллельные плоскости, из подобных стержней 8 для паза, имеюш,его наклонные плоскости, и из стержней 9 для паза, имеюшего форму круглого отверстия. Стержни собраны между собой из пластин 10 разъема посредством магнитных сил притяжения.
Стержни пазовых калибров соединяются между собой при помощи магнитных сил притяжений. Для этого перед сборкой пазового калибра достаточно намагнитить несколько стержней из комплекта, а остальные сами «прилипнут к намагниченным элементам. Единственное условие для сборки пазового калибра: все стержни пазового калибра должны быть выполнены из на- магничиваюш.его материала.
При наборе листов 11 магнитопровода в пакет пазовой калибр устанавливают вертикально при помощи съемной вилки 12.
После набора пакета магнитопровода устанавливают верхнюю поворотную плиту 13 и поворотную втулку 14, в паз кото- 5 рой входит верхний конец пазового калиб0
5
0
5
0
5
0
5
ра 3. Затем расфиксируют пазовый калибр путем снятия вилки 12 и поворачивают плиту 13 на скалке 15 на угол, обеспечивающий заданный скос пазов листов пакета магнитопровода.
Устройство работает следующим образом.
При развороте поворотной плиты на требуемый угол скоса пазов сердечника пазовые калибры занимают положение, соответствующее положению скащиваемых пазов изготавливаемого сердечника. Соответственно разворачиваются и листы сердечника.
Введение многостержневой конструкции калибра снижает его жесткость, что позволяет выполнить калибр по форме паза, а это, в свою очередь, увеличивает контактные площади сопрягаемых поверхностей паза сердечника и калибра, уменьщает погрешность относительного смещения листа сердечника и появление вмятин, забоин и заусенцев в пазах шихтованных листов сердечника при его опрессовке, что, в конечном счете, повышает качество изготовления сердечников со скошенными пазами.
После опрессовки пакета при выводе пазовых калибров из пазов сердечника уменьшается возможность повреждения пазов сердечника, так как жесткость пазовых калибров (при одинаковых площадях сечений) уменьшена по сравнению с монолитным калибром. Кроме того, введение стержневых элементов, выполненных из намагничивающего материала,обеспечивает их соединение между собой посредством сил магнитного притяжения, что положительно отражается на удобстве работы с пазовыми калибрами.
Формула изобретения
Устройство для скащивания пазов сердечников электрических мащин, содержащее поворотную плиту и основание с шарнирами, в которых установлены пазовые калибры, отличающееся тем, что, с целью повышения качества сердечников путем исключения повреждения поверхностей пазов, каждый из калибров выполнен в виде комплекта стержней из намагничивающегося материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для сборки магнитопроводов электрических машин | 1986 |
|
SU1390715A1 |
| Устройство для скашивания пазов сердечников электрических машин | 1986 |
|
SU1374351A1 |
| Устройство для скашивания пазов сердечников электрических машин | 1976 |
|
SU657529A1 |
| Способ изготовления шихтованных магнитопроводов электрических машин | 1987 |
|
SU1661920A1 |
| УСТРОЙСТВО ДЛЯ СКАШИВАНИЯ ПАЗОВ ПАКЕТА РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИИЫ | 1972 |
|
SU338971A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| Устройство для скашивания пазов сердечника электрической машины и сборки его с валом | 1971 |
|
SU610249A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СТЕНД ДЛЯ СБОРКИ ОДНОРАМНЫХ МАГНИТОПРОВОДОВ СИЛОВЫХ ТРАНСФОРМАТОРОВ | 1966 |
|
SU179835A1 |
Изобретение относится к технологии электромашиностроения, может быть использовано для скашивания пазов сердечников электрических машин. Цель изобретения - повышение качества сердечников путем исключения повреждения поверхностей пазов. Для этого в устройстве пазовый калибр выполнен из стержневых элементов, комплект которых идентичен форме паза сердечника. Стержневые элементы выполнены из намагничиваюш.его материала для сцепляемости между собой. 7 ил.
сриг.г
(pUc.3
cpue.S
фиг.
9
фиг. 7
| Устройство для сборки сердечника электрической машины | 1982 |
|
SU1096733A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для скашивания пазов сердечников электрических машин | 1986 |
|
SU1374351A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
