1
Изобретение относится к технологическому оборудованию для изготовления электрических машин н может быть использовано в электромашиностроении.
Известна установка пропитки и термообработки обмоток статоров электродвигателей с подвижными консольными опорами, на которых статоры фиксируются и вводятся в рабочую зону установки.
Недостатком известной установки является значительная затрата времени на позиции загрузки-выгрузки изделий и недостаточная надежность их хранения на опорах.
Целью изобретения является повышение производительности и надежности крепления изделий на подвижных опорах устройства для фиксации и враш,ения обрабатываемых статоров.
Поставленная цель достигается тем, что устройство для фиксации и вращения обрабатываемого статора на каждой позиции выполнено в виде трех полуколец, два из которых подвижно связаны между собой, а третье выполнено приводным, шарнирно связано с двумя упомянутыми .полукольцами и установлено на опорных роликах, расположенных на подвижной раме. Приводное полукольцо связано с приводом через систему передачи движения и обгонную муфту, снабженную на ведомом диске упорным пазом, взаимодействующим
с фиксатором, установленным в исходном положении для загрузки-выгрузки.
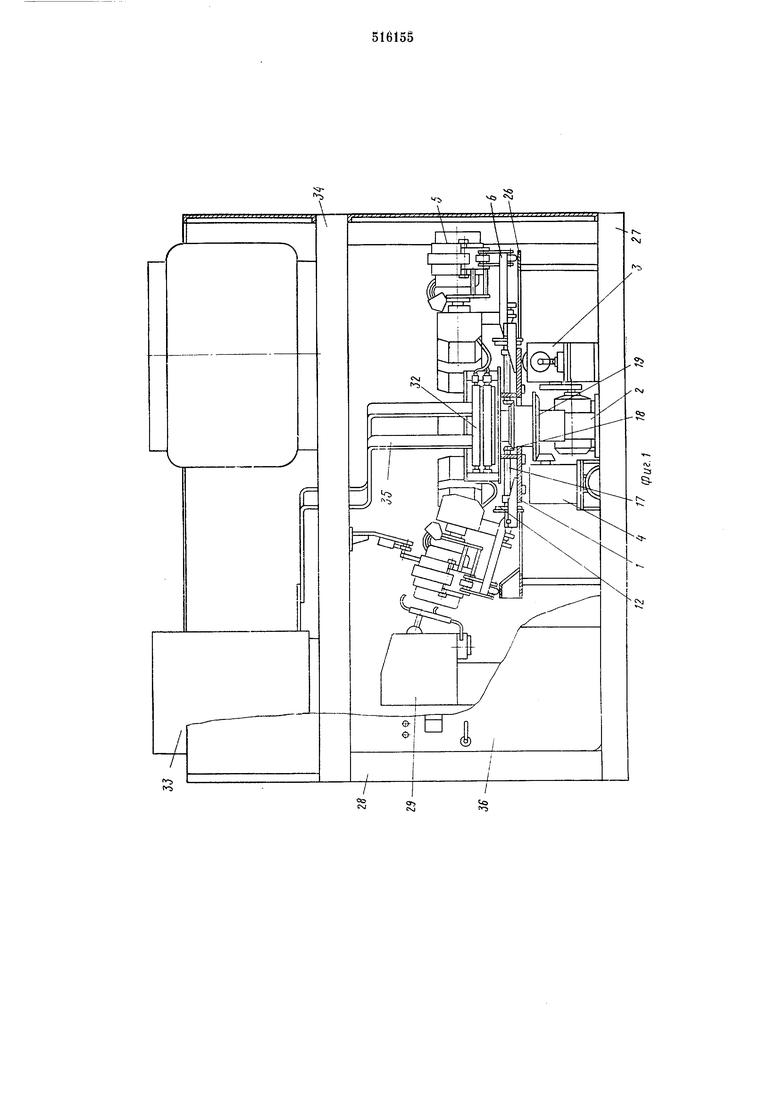
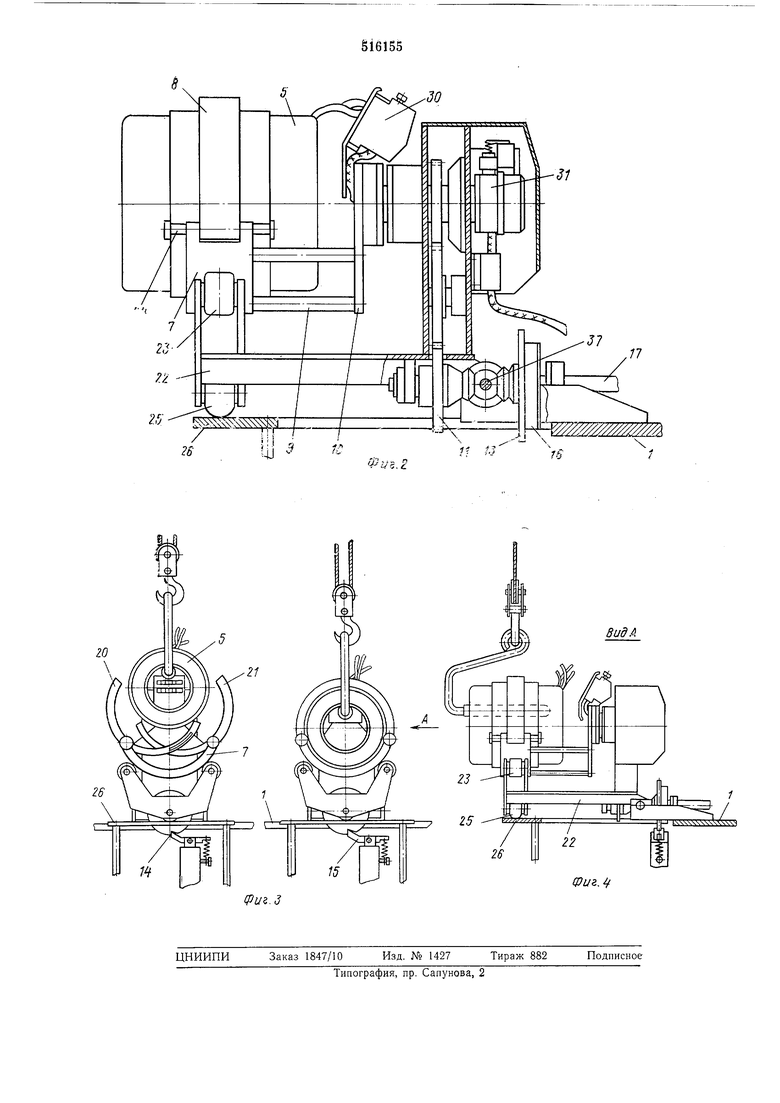
На фиг. 1 показана установка; на фиг. 2- устройство фиксации и вращения пакета статора в исходном положении; на фиг. 3 - устройство фиксации в момент загрузки и выгрузки; на фиг. 4 - вид по стрелке А на фиг. 3. Установка содержит поворотный диск 1, укрепленный на стойке 2 и соединенный с приводом 3 прерывистого вращения диска.
Общий привод 4 непрерывного вращения статоров 5 на позициях 6, закрепленных шарнирно на диске 1, связан с приводным полукольцом 7 устройства 8 для фиксации и вращения статора через поводки 9, укрепленные на приводном секторе 10, цилиндроконический редуктор 11 и обгонную муфту 12, снабженную на ведомом диске 13 упорным пазом
14, взаимодействующим С фиксатором 15, установленным в исходном положении для загрузки-разгрузки.
Ведущая полумуфта 16 сидит на валу 17, соединенном с приводом 4 через конические
передачи 18 и 19. На приводном полукольце 7 шарнирно укреплены подвижно связанные между собой полукольца 20 и 21 устройства 8. Устройство 8 опирается на подвижную раму
22 через ролики 23. Кроме того, приводное полукольцо 7 снабжено торцовыми ограничителями 24, а подв,иж«ая рама 22 олирается катком 25 на кольцевой копир 26. На нижнем поясе 27 каркаса 28 закреплены но периметру кольцевого копира 26 механизмы 29 для дозирования и полива обмоток статоров 5. Обмотки статоров 5 подсоединены через нодключающие устройства 30, коллекторы 31 и общий коллектор 32 к трансформаторам 33, установленным на верхнем поясе 34 каркаса 28. От трансформатора к общему коллектору 32 подвод питания осуществлен шинами 35.
В каркас 28 встроен шкаф 36 управления нриводами механизма установки.
Установка работает следующим образом.
Статоры 5 с помощью цехового подъемнотранспортного средства устанавливаются в устройство 8 на нозиции 6, которое находится в исходном положении для загрузки. В этот момент ведомый диск 13 обгонной муфты 12 фиксирует положение устройства 8 так, что приводное полукольцо 7 опирается на оба ролика 23, а подвижно связанные между собой нокукольца 20 и 21 разведены. Фиксатор 15 находится в пазу 14 диска 13. Ведущая полумуфта 16 непрерывно вращается под действием привода 4. Под действием веса загружаемого статора части устройства 8 замыкаются в единое целое, образуя кольцо. Торцовые ограничители удерживают статор от сдвига. Обмотки статора подсоединяют к устройству
30.Эти операции производят в период остановки привода 3 прерывистого вращения диска 1.
Затем привод 3 включается автоматически, и позиция 6 перемещается из исходного положения для загрузки-разгрузки в рабочее положение.
Одновременно ведомый диск 13 освобождается от фиксатора 15 и начинается вращение сектора 10, которое через поводки 9 передается устройству 8. Благодаря роликам 23 три полукольца 7, 20 i 21 устройства 8 удерживаются от раскрытия при вращении вместе с загруженным статором. Автоматически подводится напряжение от питающих трансформаторов 33 через шины 35 и коллекторы 32 и
31,за счет которого происходит нагрев обмоток. Относительно механизмов 29 для дозирования и полива обмоток статоры фиксируются поворотом подвижных рам 22, взаимодействующих с кольцевым копиром 26, через катки 25.
Происходит пропитка нагретых и вращающихся обмоток статоров. Поворот рамы 22 происходит одновременно с неперывным вращением статора благодаря передаче крутящего момента от постоянно включенного привода 4 через коническую передачу редуктора 11. В исходном положении для разгрузки, как
описано выше, фиксируются ведомый диск 1 и устройство 8. С обмотки статора автоматически снимается напряжение, после чего ее выводны« концы освобождают от подключающего устройства 30. Устройство 8 разгружают,
поднимая статор с номощью цехового подъемно-транснортного средства. При этом полукольца 20 и 21 раскрываются, занимая исходное положение для загрузки статора. Установка позволяет осуществить метод капельной
пропитки под наклоном и термообработки при токовом нагреве обмоток статоров больших габаритов.
Формула изобретения
1.Установка для пропитки и термообработки обмоток статоров электродвигателей, содержащая механизм дозирования изоляционного лака и подачи его на обмотку, устройства фиксации и вращения обрабатываемых статоров, привод с системой передачи движения и систему подачи электропитания для токового нагрева обмоток, отличающаяся
тем, что, с целью новыщения производительности и надежности фиксации статора, устройство фиксации и вращения обрабатываемого статора выполнено в виде трех полуколец, два из которых подвижно связаны между собой, а
третье 1выполнено приводным, шарнирно связано с двумя указанными нолукольцами и установлено на опорных роликах, расположенных на подвижной раме.
2.Установка по п. 1, отличающаяся тем, что содержит обгонную муфту, ведомый
диск которой связан через систему передачи движения с приводным полукольцом.
3.Установка но п. 2, отличающаяся тем, что на ведомом диске обгонной муфты
выполнен паз для захода фиксатора.
Шу p
-/ 5, t
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пропитки и термообработки обмоток статоров электродвигателей | 1975 |
|
SU657530A1 |
| Многопозиционная установка для пропитки и сушки обмоток электрических машин | 1975 |
|
SU692011A1 |
| Установка для пропитки и сушки обмоток электрических машин | 1981 |
|
SU989691A1 |
| Станок для обмотки статоров электрических машин | 1974 |
|
SU564687A1 |
| Устройство для изготовления элементов пазовой изоляции различной длины | 1986 |
|
SU1436205A1 |
| ТРАНСПОРТНОЕ СРЕДСТВО | 2008 |
|
RU2392166C1 |
| Установка для пропитки и сушки обмоток электрических машин | 1977 |
|
SU640400A1 |
| Устройство для непрерывного формования изоляторов со спиральными ребрами | 1986 |
|
SU1395503A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Устройство для испытания на прочность кусковых материалов | 1990 |
|
SU1765753A1 |