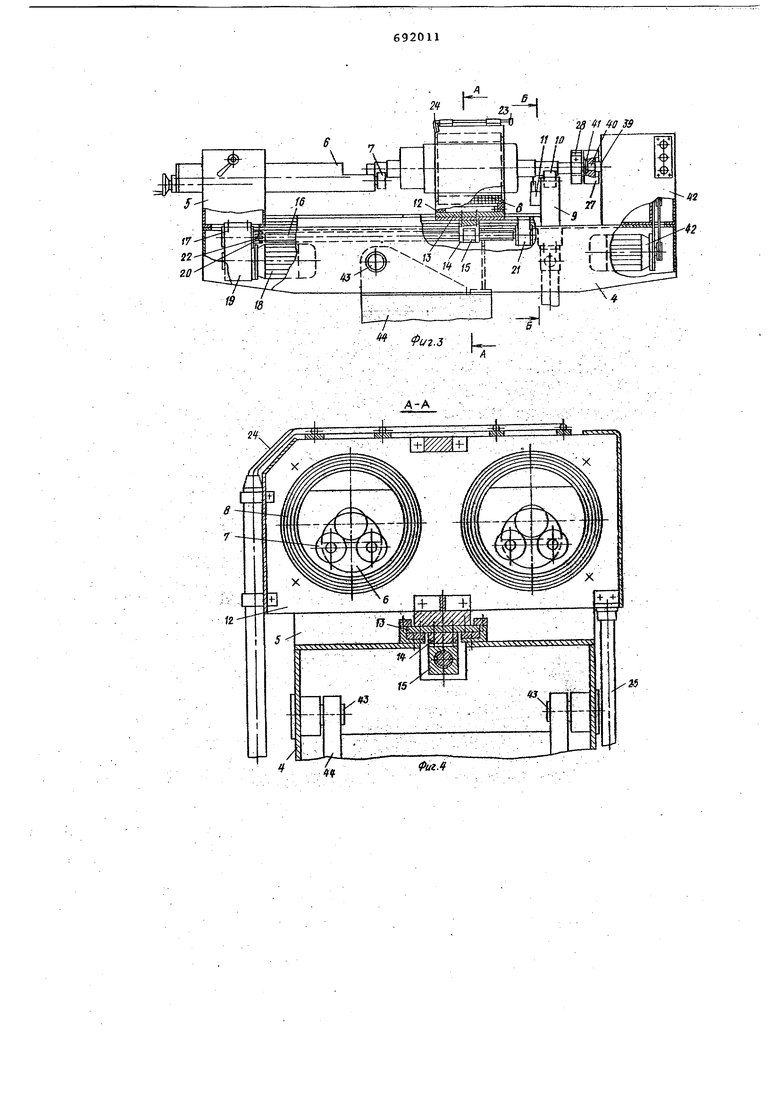
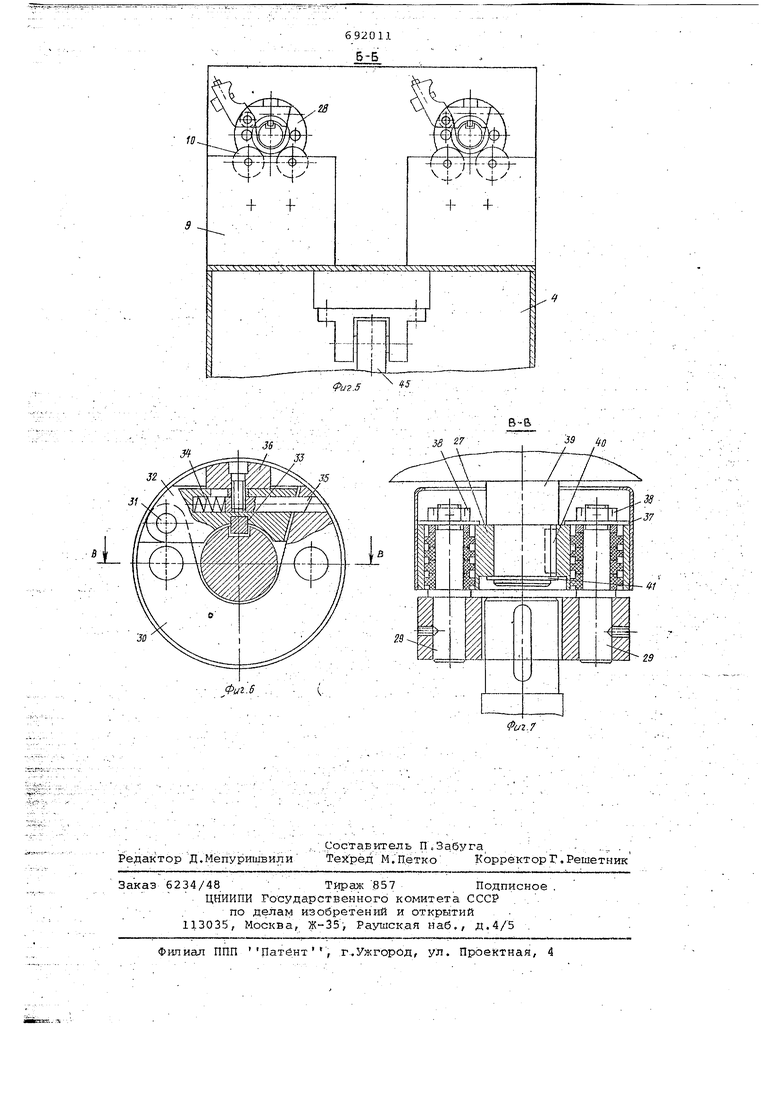
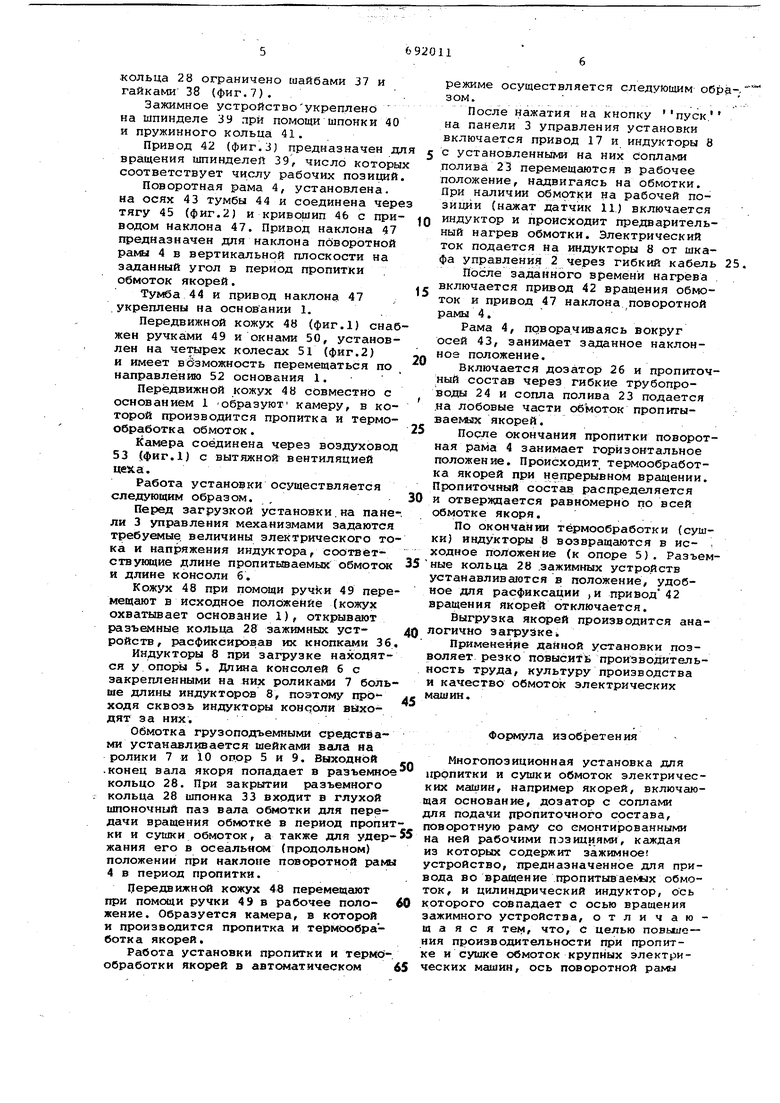
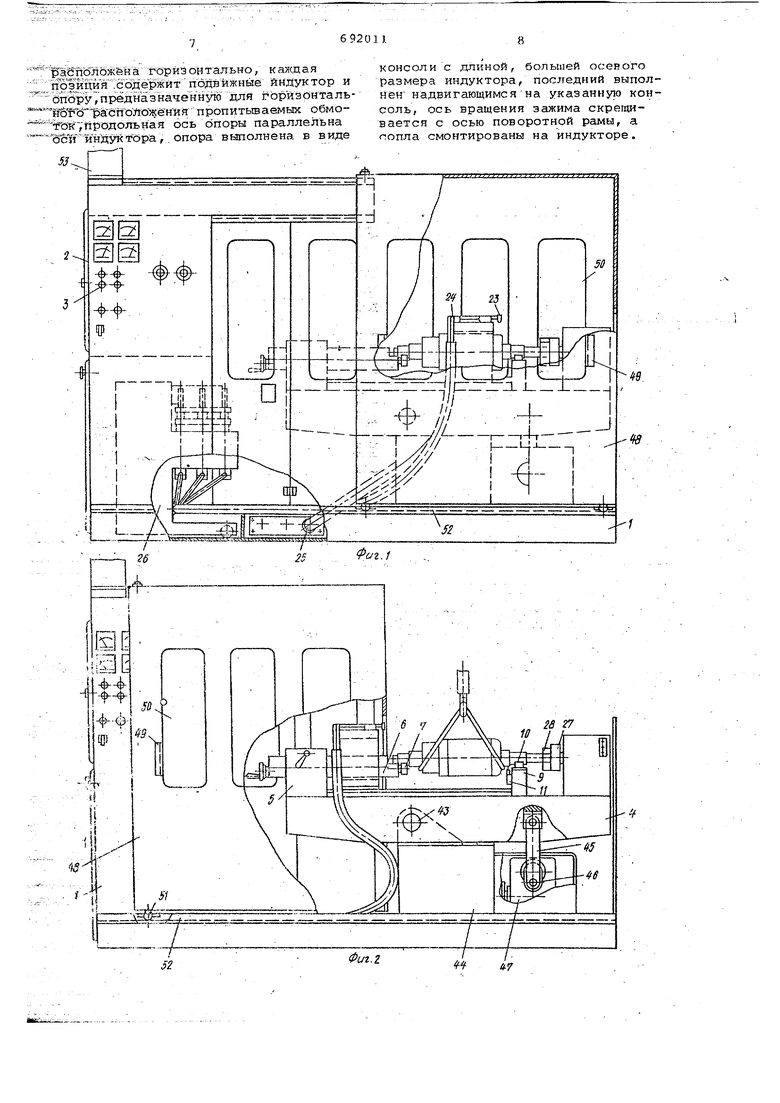
поворотную раму, (ротор) с вертикальной осью вращения и с равномерн размещенными по периметру рабочими позициями, снабженныгли неподвижными индукторами для нагрева пропитываемый обмоток, расположенных вертикально и вращающихся вокруг своей оси, дозирующее устройство с соплами полива. Однако эта установка используетс для пропитки и термообработки однотипных, малых по габариту якорей или статоров, которые расположены вертикально на рабочих позициях.. Такое положение обмотки приемлемо при пропитке лишь коротких обмоток, хотя некоторая неравномерность заполнения пропиточным составом наблюдается прилюбых габаритах Вертикальное положение обмоток kisynhbix электрических машин на уста новке невозможно, так как неравномерность заполнения пропиточным сос тавом резко снижается качество изол ции пропитываемых обмоток. Кроме того, консольное крепление обмоток Является ненадежным и неудобным на операциях загрузки - выгрузки,особенно при пропитке обмоток крупных электрических машин. Цель изобретения - устранение вы шеуказанных конструктивных и технол гических недостатков /и повышение пр изводительности труда при пропитке и сушке обмоток крупных электрическ мециин. Поставленная цель достигается те что ось поворотной рамы расположена горизонтально, каждая позиция содер жит подвижные индуктор и опору, пре назначенную для горизонтального рас положения пропитываемых юбмоток, пр дольная ось опоры параллельна оси индуктора, опора выполнена в виде консоли с длиной, большей осевого размера индуктора, последний вьаполнен надвигающимся науказанную кднсапь, ось вращения зажима скрещивае ся с осью поворотной рамы, а сопла смонтированы на индукторе. Зажимное уст ррйство выполнено в виде разъемного кольца со шпонкой Кожух установки выполнен передвижным с целью удобства satpysKH выгрузки пропитываемь1х обмоток и снабжен смонтированными окнами, поз воляющими наблюдать за процессом пропитки и термообработки обмоток. Поворотная рама поворачивается в вертикальной плоскости для установки пропитываемых обмоток в наклонном положении, что позволяет ускорить процесс пропитки и повысит ее качество. Применение перемещающегося коль цевого индуктора в сочетании с кон сольной опорой позволяет обеспечит отвод индуктора из зоны укладки якоря на опоры и упростить загрузку и разгрузку якорей, которую можно . осуществить подъ емн о-тра н с порт ными средствами цеха, Устройство установки поясняется чертежами. На фиг.1 схематически изображен общий вид установки; на фиг.2 - общий вид установки в момент загрузки - выгрузки; на фиг.З поворотная рама с рабочими позициями; на фиг.4 - разрез по А-А на фиг.З; на фиг.З - разрез по Б-Б на фиг.З; :на фиг.6 - зажимное устройство; на фиг.7 - разрез по В-В на фиг.6. Установка содержит основание 1 (фиг.1) со шкафом 2 управления, па-; нелью 3 управления механизмами установки, поворотную, раму 4 (фиг.З) с параллельно расположенными на ней двумя рабочими позициями..Каждая рабочая позиция состоит из опоры 5 с регулируемой по длине консолью ; 6, в торце которой установлены ро- . лики 7, индуктора 8, длина которого меньше или равна длине кончали б, опоры 9 с роликами 10 и датчиком 11, а также зажимного устройства. Индукторы 8 при помощи щек 12 (фиг. 4) уста.новлейы на ползуне 13 , в вилке 14 которого находится гайка 15ходового винта 16 (фиг.З), соединенного с приводом 17. Привод 17 предназначен д71я перемещения индукторов 8 и состоит из электродвигателя 18 и редуктора 19. Выходной вал 20 редуктора 19 выполнен полым. Ходовой BfiHT 16 укреплен одним концом в валу 20, а другим концом установлен в подшипники опоры 21. Вращение на ходовой винт 16передается шпонкой 22. На индукторах 8 укреплены сопла полива 23, гибкие трубопроводы 24 и гибкий кабель 25 (фиг.З и 4). Гибкие трубопроводы 24 служат соединением сопел полива 23 с дозатором 26 (фиг.1), который предназначен для подачи в определенный момент на пропитываемую обмотку заданного количества (дозы} пропиточного состава. Гибкий кабель 25 предназначен для передачи электропитания от шкафа управления 2 к индукторам 8. Зажимное устройство состоит из корпуса 27 (фиг.2) и разъемного кольца 28, которые соединены меядау собой двумя упругими пальцами 29 (фиг.7). Разъемное кольцо 28 состоит из жестко Закрепленного на пальцах 29 полукольца 30 (фиг.б) и установленного на оси 31 полукольца 32 (открывающая часть). Полукольцо 32 снабжено шпонкой 33, пружиной 34, фиксатором 35 и кнопкой 36.В .процессе работы шпонка 33 находится в шпоночном пазу вала пропитываемого якоря. Осеальное (продольное) перемещение разъемного кольца 28 ограничено шайбами 37 и гайками 38 (фиг.7). Зажимное устройствоукреплено на шпинделе 39 при помощи шпонки 40 и пружинного кольца 41. Привод 42 (фиг.З; предназначен д вращения шпинделей 39, число которы соответствует числу рабочих позиций Поворотная рама 4, установлена. на осях 43 тумбы 44 и соединена чер тягу 45 (фиг.2) и кривошип 46 с при водом наклона 47. Привод наклона 47 предназначен для наклона поворотной ралвл 4 в вертикальной плоскости на заданный угол в период пропитки обмоток якорей. Тумба 44 и привод наклона 47 укреплены на основании 1. Передвижной кожух 48 (фиг.1) снаб жен ручками 49 и окнами 50, установлен на четырех колесах 51 (фиг.2) и имеет возможность перемещаться по направлению 52 основания 1. Передвижной кожух 48 совместно с основанием 1 Образуют камеру, в которой производится пропитка и термообработка обмоток. KaNrepa соединена через воздуховод 53 {фиг.1) с вытяжной вентиляцией цеха. Работа установки осуществляется следующим образом. , Перед загрузкой установки, на паке ли 3 управления механизмами задаются требуемые, величины электрического то ка и напряжения индуктора, соотвётствунвдие длине пропитываемых обмоток и длине консоли 6. Кожух 48 при помощи ручки 49 пере мещают в исходное положение (кожух охватывает основание 1), открывают разъемные кольца 28 зажимных устройств, расфиксировав их кнопками 36 Индукторы 8 П1Ж загрузке находятся у опоры 5. Длина консолей 6 с закрепленными на них роликами 7 боль ше длины индукторов 8, поэтому про ходя сквозь индукторы коняоли ваходят за них. Обмотка грузоподъемными средствами устанавливается шейками вала на ролики 7 и 10 опор 5 и 9. Выходной .конец вала якоря попадает в разъемно кольцо 28. При закрытии разъемного кольца 28 шпонка 33 входит в глухой шпоночный паз вала обмотки для передачи вращения обмотке в период пропи ки и сушки обмоток, а также для удер жания его в осеаль«с (продольном) положении при наклоне поворотной рам 4 в период пропитки. Цередвижной кожух 4в перемещают при помощи ручки 49 в рабочее положение. Образуется камера, а которой и производится пропитка и термообработка якорей. Работа установки пропитки и термообработки якорей в автоматическом режиме осуществляется следующим обр -зом. ,, После нажатия на кнопку пуск, на панели 3 управления установки включается привод 17 и индукторы 8 с установленными на них соплами полива 23 перемещаются в рабочее положение, надвигаясь на обмотки. При наличии обмот1 и на рабочей позиции (нажат датчик 11) включается индуктор и происходит предварительный нагрев обмотки. Электрический ток подается на индукторы 8 от шкафа управления 2 через гибкий кабель 25, После заданного времени нагрева включается привод 42 вращения обмоток и привод 47 наклона поворотной рамы 4. Рама 4, поворачиваясь вокруг осей 43, занимает заданное наклонное положение. Включается дозатор 26 и пропиточный состав через гибкие трубопроводы 24 и сопла полива 23 подается ,на лобовые части обмоток пропитываемых якорей. После окончания пропитки поворотная рама 4 занимает горизонтальное положение. Происходит, термообработка якорей при непрерывном вращении. Пропиточный состав распределяется и отвержпается равномерно по всей обмотке якоря. По окончании термообработки (сушки) индукторы 8 возвращаются в ис- , ходное положение (к опоре 5). Разъемные кольца 28 ,зажимных устройств устанавливаются в положение, удобное для расфиксации ,и привод 42 вращения якорей отключается. Выгрузка якорей производится аналогично загрузкеi Применение данной установки позволяет резко повысить производительность труда, культуру производства и качество обмоток электрических ашин. Формула изобретения Многопозиционная установка для пропитки и сушки обмоток электрических машин, например якорей, включаюая основание, дозатор с соплами ля подачи пропиточного состава, оворотную раму со смонтированными на ней рабочими позициями, каждая из которых содержит зажимное устройство, предназначенное для приода во вращение пропитываемых обмоок, и цилиндрический индуктор, ось оторого совпадает с осью вращения ажимного устройства, отличающаяся тем, что, с целью повышеия производительности при пропите и сушке обмоток крупных электриеских машин, ось поворотной рамы
даёШл а горйз он тал ьно, к ажд а я
:ttofH №8 c индуктор и
Впору7предназначеиную для 7Ьриз6нталь й6РсГШ епойожёнйя пропитываемых обмо Шкуйродольная ось опоры параллельна осГиинйУК ора ,. опора выполнена в виде
консоли с длиной, большей осевого размера индуктора, последний выполнен надвигающимсяна указанную консоль, ось вращения зажима скрегциваетсп с осью поворотной рамы, а попла смонтированы на индукторе, 7 ±,3 1 P-fft) -#; jy
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пропитки и термообработки обмоток статоров электродвигателей | 1975 |
|
SU657530A1 |
| УСТАНОВКА ДЛЯ ПРОПИТКИ И СУШКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1991 |
|
RU2025028C1 |
| Установка для пропитки и сушки обмоток электрических машин | 1989 |
|
SU1705971A2 |
| Установка для пропитки и сушки обмоток электрических машин | 1989 |
|
SU1714759A2 |
| Установка пропитки и термообработки обмоток статоров электродвигателей | 1972 |
|
SU516155A1 |
| Установка для пропитки и сушки статорных обмоток электродвигателей | 1961 |
|
SU149137A1 |
| Способ изготовления обмотанных магнитопроводов | 1984 |
|
SU1246257A1 |
| Автоматический регулятор нагрева | 1973 |
|
SU589626A1 |
| Установка для пропитки обмоток электрических машин | 1986 |
|
SU1367107A1 |
| Станок для намотки катушек с одновременной пропиткой | 1990 |
|
SU1778801A1 |