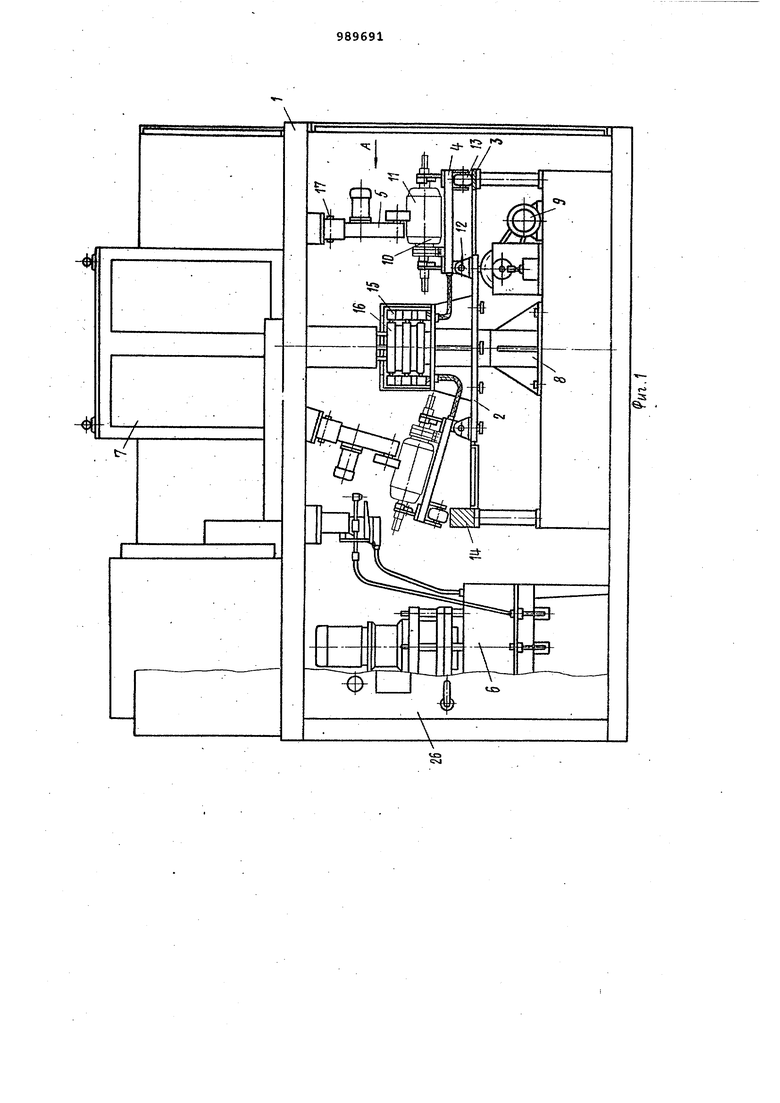
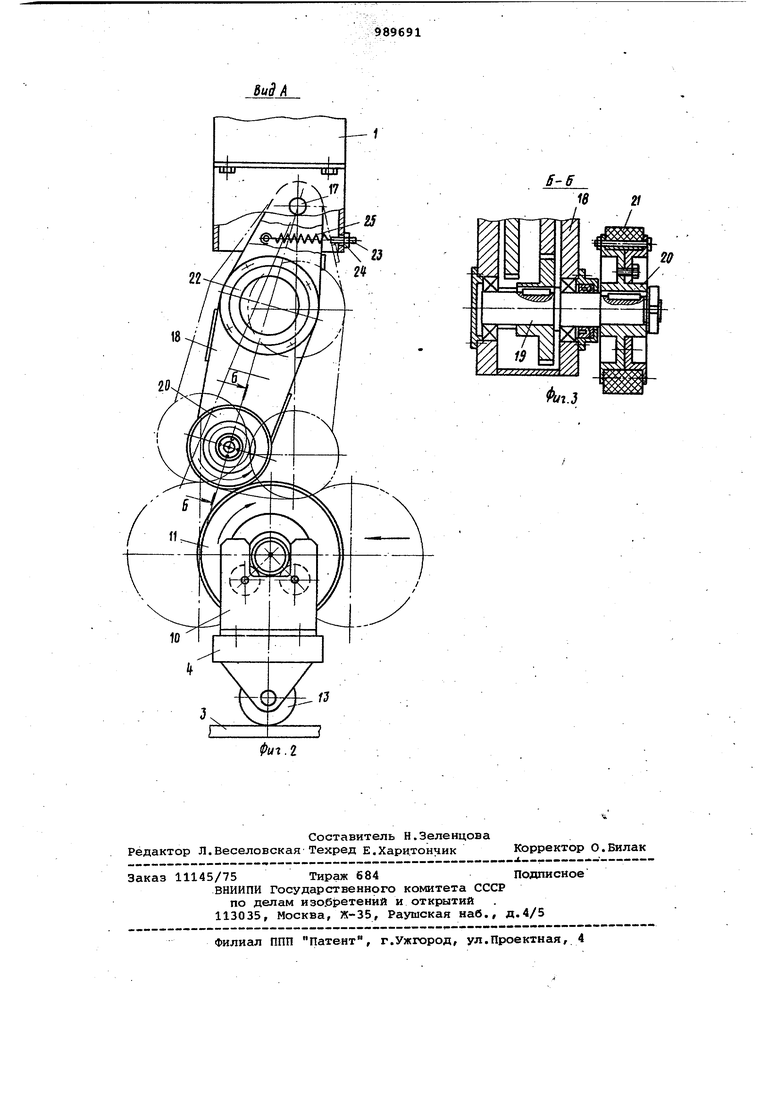
на подвижных платформах значительно усложняет подвод электропитания к ним, а также усложняет конструкцию платформы. Для подвода электропитания к при водам механизмов вращения обрабатыв емык изделий, vcтaнoвлeнныx на подвижных платформах, необходимо дополнительно иметь щеточные механизмы и кольцевые неподвижные контактные кол ца. Кроме того, отсутствие жесткой связи приводов с источником электропитания уменьшает надежность работы механизмов вращения обрабатываемых изделий и установки в целом. Цель изобретения - упрощение конструкции и повышение надежности работы установки. Поставленная цель достигается тем, что механизмы вращения обрабатываемых изделий шарнирно закреплены на станине над поворотным столом и каждый из НИХснабжен приводным роли ком, при этом продольная ось механи ма вращения перпендикулярна, аось приводного ролика параллель га оси узла фиксации. Расположение механизмов вращения обрабатываем :лх изделий на станине по воляет значительно уменьшить их коли чество по сравнению с количеством платформ, так как вращение изделий, зафиксированных на платформах многопозиционной роторной установки, по ходу технологического процесса, выполняемого на установке, не всегда требуется. Каждая платформа от загрузки на нее обрабатываемого издели (позиция загрузки-выгрузки, где вращение изделия не требуется) и до выгрузки (на этой же позиции) пропитан ного и высушенного изделия проходит последовательно с определенным такто позиции предварительного перед пропиткой нагрева (вращение также изделия не требуется), позиции пропитки (нужно вращать изделия) и позиции су(.пки -(на конечных позициях сушки вращение не требуется) . Следовательно, на технологических позициях уста новки, где вращение не требуется,, механизмы вращения обрабатываеглых изделий в установке предпагаемой конструкции не устанавлива.ются. Кроме того, расположение механизмов вращения обрабатываемых изделий на станине позволяет подвести электропитание к их приводам непосредственно от источника питания, что исключает применение щеточных механизмов и кольцевых контактных колец, а это повышаетнадежность предложенной установки. Расположение, механизмов вращения обрабатываемых изделий на станине позволяет также упростить конструкцию перемещающейся платформы, так как на чей остается только устройст во для фиксации обрабатываемых изделий . Шарнирное крепление механизмов вращения обрабатываемых изделий придает им подвижность в пространстве, что обеспечивает требуемое усилие контакта приводного ролика механизма вращения с обрабатываемым изделием при нахождении последнего на соответствующей позиции и обеспечивает беспрепятственное прохождение обрабатываемого изделия спозиции на позицию, На фиг.1 изображена установка для пропитки и сущки обмоток электрических машин, .общий вид; на фиг.2 - вид А на фиг.1,- на фиг.З.- разрез В-Б на фиг.2. Установка для пропитки и сушки обмоток электрических машин содержит станину 1, на которой расположен многопозиционный поворотный стол 2, копир 3, платфорМЕЛ 4, механизмы 5 вращения обрабатываемь-jx изделий с индивидуальными приводами, узел 6 для дозирования и подачи пропиточного вещества и узел 7 для токовой сушки о,бмоток. Поворотный стол 2 установлен на стойке 8 и приводится периодически во вращение приводом 9. Каждая платформа 4 с узлом фиксации (гнездами) 10 обрабатываемых изделий. Например роторов 11, одним концом укреплена с помощью шарнира 12 на поворотном столе 2, а другим концом через ролик 13 опирается на копир 3. Копир 3 представляет собой расположенное соосно столу 2 кольцо с выступом 14, который расположен оппозитно узлу 6 для дозирования и подачи пропиточного вещества. Для осуществления токоподвода к обмоткам обрабатываемых изделий на поворотном столе 2 установлены щеточные механизмы 15, а на стойке 8 неподвижно закреплен коллектор 16 устройства 7 для сушки обмоток. Каждый механизм 5 вращения обрабатываемых изделий установлен на стани не 1 с помощью шарнира 17 и содержит редуктор 18, на выходном валу. 19 которого установлен приводной ролик 20 с бандажом 21 из эластичного материала и привод 22. Кроме того, каждый механизм 5 вращения обрабатываемых изделий установлен на станине так, что его Продольная оси перпендикулярна оси обрабатываемого изделия, при этом ось приводного ролика параллельна оси обрабатываемого изделия. Регулировка усилия прижима (сцепления) ролика 20 с обрабатываемым изделием 11 производится с помощью винта 23, райки 24 ипруяданы 25. В станину встроен шкаф 26 управления приводами механизмов установки.
Установка для пропитки и сушки обмоток электрических машин работает следующим образом.
HcL.позиции загрузки в узел фикса ции 10 платформы 4 помещают обрабатываемое изделие 11.
Операции загрузки-выгрузки обрабатываемых изделий производятся в момент остановки при периодическом отключении привода 9, вращающего поворотный стол 2.
По истечении заданного времени такта поворотный стол 2 с укрепленными на нем платформами 4 поворачивается на определенный угол.
Загруженная платформа 4.поступает на позицию предварительного нагрева обрабатываемого изделия перед пропиткой. Здесь и на последующих позициях на обмотку обрабатываемого изделия 11 подводится напряжение от коллектора 16 устройства 7 для токовой сушки обмоток через щеточные механизки 15, за счет которого происходит нагрев обмоток.
При очередном повороте стола 2 платформа 4 с обрабатываемым изделием подается на позицию пропитки и устанавливается в наклонное положение при помоьщ шарнира 12, ролика 13 и выступа 14 на копире 3, а механизм 5 вращения обрабатываемых изделий роликом 20 приводит во вращение обрабатываемое изделие 11, на которое устройство б подает пропиточное вещество.
Приводной ролик 20 вращается приводом 22 механизма вращения при получении сигнала от датчика наличия (не. показан) обрабатываемого изделия на позиции.
Происходит пропитка предварительно нагретого и вращающегося на этой позиции обрабатываемого изделия 11..
При поступлении обрабатываемого изделия 11 на позиции пропитки, на которых установлены механизмы 5 вращения, каждое обрабатываемое изделие входит в контакт с соответствующим приводным роликом 20, бандаж 21 которого выполнен из эластичного материала, и отклоняет удерживаемый пру- жиной 25 механизм-5 вреицения обрабатываемых изделий, благодаря чему обеспечивается необходимое сцепление для передачи вращения.
При дальнейгаем повороте стола 2 платформа с пропитанным изделием 11 проходит через выступ 14-и уже в г6ризонтальном положении подает изделие на позиции сушки, где в начале сушки изделие 11 вращается, после сушки изделие считается обработанным.
Предлагаемое изобретение позволяет упростить установку в целом и повысить ее надежность в результате размещения механизмов вращения обрабатываемых изделий на станине, а не на каждой платформе, при этом уменьшается количество этих механизмов и исключаются щеточные механизмы и кольцевые контактные кольца для подачи электропитания к механизмам, вращения, упрощается конструкция платформы.
Формула изобретения
25 Установка для пропитки и сушки обмоток электрических машин, содержащая станину с расположенными на ней копиром, многопозиционным поворотным столом с шарнирно закрепленными на нем платформами с роликами,
30 каждая из которых снабжена узлом фиксации обрабатываемых изделий, механизмы вращения обрабатываемых изцелий с индивидуальными приводами, узел для дозирования.и подачи пропи35точного вещества и узел сушки обмогок отличающаяся тем, что, с целью упрощения конструкции и повышения надежности работы, механизмы вращения обрабатываемых издел
40 шарнирно закреплены на станине над поворотным столом и каждый из них снабжен приводным роликом, при этом продольная ось механизма вращения перпендикулярна, а ось приводного
45 ролика параллельна оси узла фиксаци
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 516155, кл. Н 02 К 15/12, 1976.
2.Авторское свидетельство СССР
50 640400, кл. Н 02 К 15/12, 1978.
22
18
20
S-6
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для пропитки и сушки обмоток электрических машин | 1977 |
|
SU640400A1 |
| Установка для капельной пропитки и сушки электротехнических изделий | 1983 |
|
SU1157621A1 |
| Установка для пропитки и сушки обмоток электрических машин | 1979 |
|
SU855878A1 |
| Устройство для пропитки и сушки обмоток электрических машин | 1985 |
|
SU1257763A1 |
| Уустановка для прропитки и сушки обмоток статоров электрических машин | 1969 |
|
SU458040A1 |
| Установка для пропитки и сушки обмоток электрических машин | 1989 |
|
SU1714759A2 |
| УСТАНОВКА ДЛЯ ПРОПИТКИ И СУШКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1991 |
|
RU2025028C1 |
| Способ изготовления обмотанных магнитопроводов | 1984 |
|
SU1246257A1 |
| Установка для пропитки и сушки обмоток электрических машин | 1989 |
|
SU1705971A2 |
| Устройство для пропитки и термообработки обмоток статоров электродвигателей | 1975 |
|
SU657530A1 |