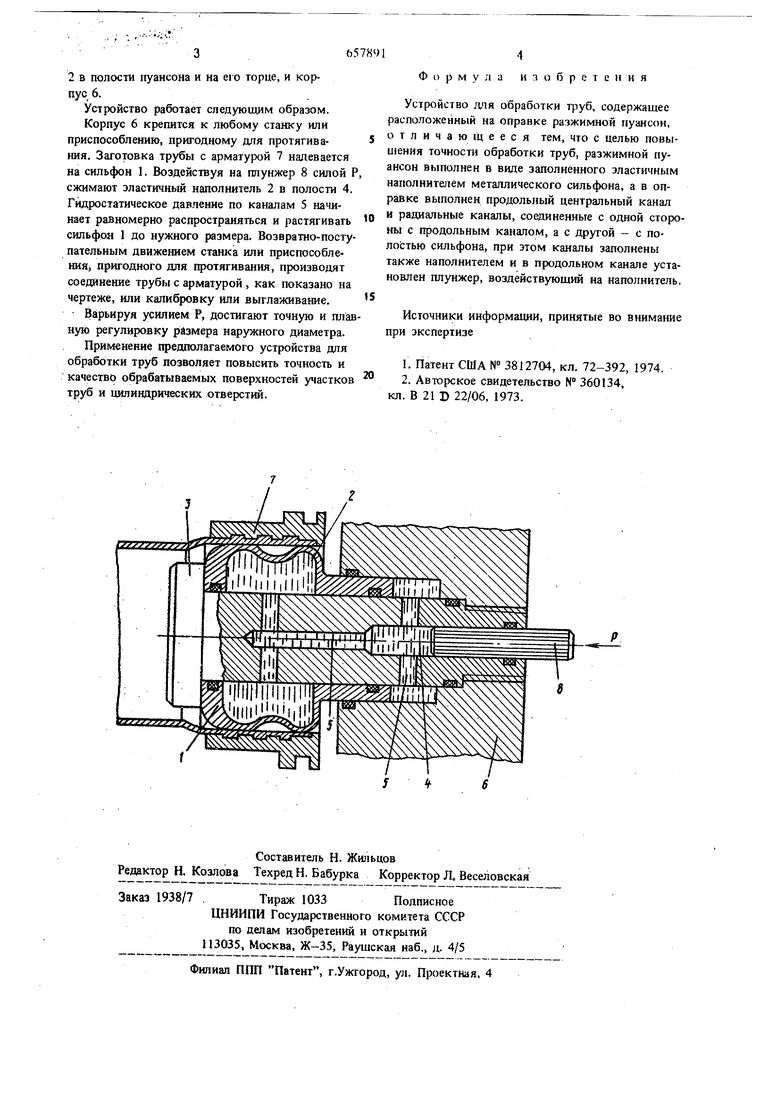
Изобретение относится к обработке металлов давлением, в частности к устройствам для раздачи, калибровки и соединения труб и арматуры Известно устройство для калибровки отверстий и соединения трубы с деталью, состоящее из оправки с постепенно увеличивающимся диаметром l. К недостаткам этого устройства можно отнести невозможность раздачи, калибровки или соединения участка трубы с деталью, расположенной в средней части трубы, и трудаости выполнения этих операций на концах длинных и изогнутых труб. Известно также устройство для обработки труб, содержащее расположенный на оправке разжимной пуансон 2. Недостатками устройства являются: высокая стоимость, трудность создания высоких давлений на стенку трубы при раздаче всего участка трубы сразу и низкое качество внутренней поверхности трубы в местах раздачи и герметичного соединения, особенно локальной раздачи, так как при перемещении клиньев навстречу друг другу выступающие острые кромки будут врезаться в стенку трубы. Вьщержка строгого размера по диаметру сопряжена с трудностями Настройки. Целью изобретения является повышение точности обработки труб. Это достигается тем, что разжимной пуансон вьшолнен в виде металлического сильфона, заполненного эластичным наполнителем, а в оправке вьшолнены продольный центральный канал и радиальные каналы, соединенные с одной стороны с продольным каналом, а с другой - с полостью сильфона, при этом каналы заполнены также наполнителем и в продольном канале установлен воздействующий на наполнитель плунжер. На чертеже показано устройство для обработки труб. Устройство содержит разжимной полый пуансон , выполненный в виде металлического сильфона, заполненного эластичным наполнителем 2, например гидропластом, оправку 3, несущую пуансон I, имеющую полость 4 и каналы 5, служащие для создания давления наполнителя 2 в полости пуансона и на ею торце, и корпус 6. Устройство работает следующим образом. Корпус 6 крепится к любому станку или приспособлению, пригодному для протягивания. Заготовка трубы с арматурой 7 надевается на сильфон 1. Воздействуя на плунжер 8 силой Р сжимают эластичный наполнитель 2 в полости 4. Гидростатическое давление по каналам 5 начинает равномерно распространяться и растягивать сильфон 1 до нужного размера. Возвратно-поступательным движением станка или приспособления, пригодного для протягивания, производят соединение трубы с арматурой , как показано на чертеже, или калибровку или выглаживание. Варьируя усилием Р, достигают точную и плав ную регулировку размера наружного диаметра. Применение предполагаемого устройства для обработки труб позволяет повысить точность и качество обрабатываемых поверхностей участков труб и цилиндрических отверстий. Формула изобретения Устройство дня обработки ipy6, содержащее расположенный на оправке разжимной пуансон, отличающееся тем, что с целью повышения точности обработки труб, разжимной пуансон выполнен в виде заполненного эластичным наполнителем металлического сильфона, а в оправке вьщолнен продольный центральный канал и радиальные каналы, соединенные с одной стороны с продольным каналом, а с другой - с полоЬтью сильфона, при этом каналы заполнены также наполнителем и в продольном канале установлен плунжер, воздействующий на наполнитель. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3812704, кл. 72-392, 1974. 2.Авторское свидетельство № 360134, кл. В 21 D 22/06, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп с разжимным пуансоном | 1976 |
|
SU640792A1 |
| СПОСОБ КАЛИБРОВКИ КОНЦОВ ДЛИННОМЕРНЫХ ТЕПЛООБМЕННЫХ ТРУБ | 2010 |
|
RU2457056C1 |
| Способ получения полых изделий из трубчатых заготовок | 1986 |
|
SU1407622A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ КОНЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1969 |
|
SU247902A1 |
| Наполнитель трубных заготовок | 1982 |
|
SU1031562A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ СФЕРИЧЕСКОЙ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ С ДВУМЯ СООСНЫМИ, ДИАМЕТРАЛЬНО РАСПОЛОЖЕННЫМИ ОТВЕРСТИЯМИ | 2001 |
|
RU2211106C1 |
| Штамп для калибровки кольцевых деталей | 1982 |
|
SU1050784A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ МЕТАЛЛИЧЕСКОГО ПЛАСТЫРЯ В НАКЛОННО-НАПРАВЛЕННЫХ И ГОРИЗОНТАЛЬНЫХ УЧАСТКАХ НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИН | 2017 |
|
RU2669412C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 1991 |
|
RU2026764C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОСОБОТОНКОСТЕННЫХ МНОГОСЛОЙНЫХ СИЛЬФОНОВ | 2006 |
|
RU2343033C2 |
